
6061铝合金无倾角搅拌摩擦焊工艺及性能
2018-07-19 07:52吕志军张昊郭跃黄永德
精密成形工程 2018年4期
吕志军,张昊,郭跃,黄永德
(1. 天津航空机电有限公司,天津 300308;2. 南昌航空大学 轻合金加工科学与技术国防重点学科实验室,南昌 330063;3. 华恒焊接股份有限公司,江苏 昆山 215300)
搅拌摩擦焊是一种性能优异的固相连接技术,具有低能耗、绿色环保的焊接优势,被广泛用于航空航天、轨道交通等高装备制造领域[1—4]。随着搅拌摩擦焊技术及其工程化应用发展,为了顺应绿色制造以及智能制造的发展趋势,以高柔性及智能化为特征的机器人搅拌摩擦焊技术已成为搅拌摩擦焊领域研发的重点[5—7]。无倾角搅拌摩擦焊技术与工业机器人相结合,将有利于机器人搅拌摩擦焊接的发展。传统搅拌摩擦焊施焊时搅拌头向后倾斜,搅拌头轴线与工件法线呈2°~5°的夹角,搅拌头倾角主要起改善接头致密性、增强软化材料填充能力、改善热循环和降低残余应力的作用。但是,由于存在焊接倾角,在焊接转弯处需调节搅拌头的角度,这不仅增加了焊接工序,而且要求焊接设备具有倾角的调节机构,这大大增加了设备的复杂性。无倾角式搅拌摩擦焊接技术可以弥补以上不足。无倾角搅拌摩擦焊接时,搅拌头轴线时刻与焊件平面垂直,在转弯时无需对搅拌头倾角进行调节,可以适用于空间曲面构件的焊接,极大提高了搅拌摩擦焊接的作业柔性,对无倾角搅拌摩擦焊接进行研究将对促进机器人搅拌摩擦焊的发展具有重要意义[8—9]。
现阶段关于无倾角搅拌摩擦焊的研究有很多,例如,英国焊接研究所 TWI研制出多种适用于无倾角搅拌摩擦焊接的搅拌头,并且试验得到了成形良好、质量优良的焊缝。董继红等[10]研制出一种无倾角自顶锻搅拌摩擦焊焊接工具,并申请了专利。赵慧慧等[11]在铝合金超薄板无倾角微搅拌摩擦焊搭接接头组织性能的研究中采用特制的搅拌头降低了焊缝的宽度,并且得到了成形良好、力学性能高的焊缝。目前为止,国内在3 mm以上厚度板材的无倾角搅拌摩擦焊方面的研究还未见相关报道。本试验着眼于无倾角搅拌摩擦焊的发展与应用,对5 mm厚的6061-T6铝合金无倾角搅拌摩擦焊焊缝成形、接头力学性能、组织形貌特点以及接头硬度分布进行研究,为无倾角搅拌摩擦焊的工业化应用提供相关依据,以促进无倾角搅拌摩擦焊接技术与工业机器人相结合,为机器人搅拌摩擦焊接技术的研发提供相关参考。
1 试验材料与方法
所用材料为 6061-T6铝合金板材,尺寸为 250 mm×80 mm×5 mm。6061铝合金的主要合金元素是镁与硅,并形成强化相Mg2Si。具有优良切削加工性、良好的抗腐蚀性、韧性高及加工后不变形等特点,航天、通讯领域,也广泛应用于自动化机械零件、精密加工、模具制造、电子及精密仪器等。6061铝合金的化学成分见表1。其常温时拉伸强度为308 MPa。

表1 6061铝合金化学成分(质量分数)Tab.1 Chemical compositions of 6061 Al-Alloy (mass fraction) %
设计无倾角搅拌摩擦焊接适用的搅拌头,轴肩内凹并开有阿基米德螺线型花纹,搅拌针均开左螺纹,针长4.7 mm,根部直径5 mm,端部直径3 mm。搅拌头具体尺寸见图1。轴肩的阿基米德螺线形开槽设计增加了轴肩对塑性金属的包拢效果与对材料驱动能力。搅拌头材料为 H13热作模具钢,该钢耐磨性好,具有良好的耐热性,在较高温度时具有较好的强度和硬度,高的耐磨性和韧性。

图1 试验所用搅拌头尺寸Fig.1 Size of FSW tool used in experiment

图2 拉伸试样尺寸Fig.2 Tensile specimen size
将两块铝合金试板经去毛刺、打磨去氧化膜、酒精擦拭等处理后安装在搅拌摩焊平板工装上,并用夹具夹紧,使其对接整齐严密。使用 STC350160W 悬臂式搅拌摩擦焊接机床对铝合金进行无倾角搅拌摩擦焊接试验,设置好搅拌摩擦焊接数控机床程序,开始进行焊接操作。保持焊接时插入速度10 mm/min、下压量0.25 mm不变,焊接时轴肩压入工件材料后预热8 s,并调整旋转速度n(r/min)及焊接速度v(mm/min)进行焊接试验。采用奥林巴斯金相显微镜进行接头组织观察;使用UTM电子万能拉伸机测试接头拉伸性能,加载速度2 mm/min,在焊缝中部区域截取拉伸试样,尺寸见图2;使用410MVD数显显微维氏硬度计对接头显微硬度分布进行测试,加载载荷100 N,保持时间10 s。
2 结果与分析
2.1 无倾角搅拌摩擦焊对接接头焊缝成形
不同焊接参数下焊缝表面形貌见图3,在试验设定的参数范围内缝表面均成形良好,没有明显的焊接缺陷,但不同焊接参数情况,焊缝表面形貌有明显的差别。由图3a—c可知,随搅拌头转速增加,焊缝表面变得越来越光滑,但飞边量却逐渐增多;由图3c—e可知,随焊接速度增加,焊缝表面逐渐变粗糙,但飞边量越来越少。分析认为,零倾角搅拌摩擦焊焊缝表面成形与焊接热输入有关,搅拌头转速增加,热输入增大,轴肩下方金属塑化程度高,搅拌头向前行进,塑化金属可以顺利脱离轴肩而形成光滑的焊缝。随着焊接速度增大,热输入变小,轴肩下方金属塑化程度较低,流动性变差,金属脱离轴肩相对困难,导致焊缝表面粗糙。
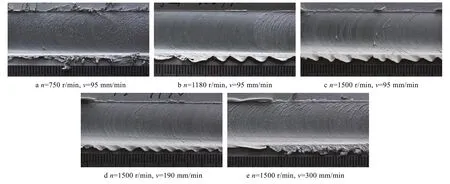
图3 焊缝表面成形Fig.3 Appearances of friction stir weld
2.2 接头组织形貌分析
搅拌头转速n=1500 r/min、焊接速度v=95 mm/min时,6061-T6铝合金零倾角搅拌摩擦焊接头组织分布见图4。零倾角搅拌摩擦焊接头从组织上可区分为 5个不同区域:焊核区(WNZ)、热力影响区(TMAZ)、热影响区(HAZ)、轴肩影响区(SAZ)和母材(BM)。母材组织和热影响区组织相对粗大;热力影响区组织受到机械搅拌和热循环双重作用,晶粒组织明显被拉长,发生弯曲变形,如图5a、c分别为焊接接头前进侧和后退侧的微观组织图;轴肩影响区和焊核区组织受到强烈的搅拌作用,晶粒破碎,又在高温下发生动态再结晶,形成细小的等轴再结晶组织,如图5b为焊核区的微观组织。
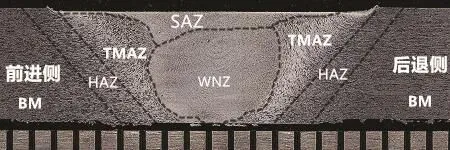
图4 接头横截面形貌Fig.4 Cross sections of joint
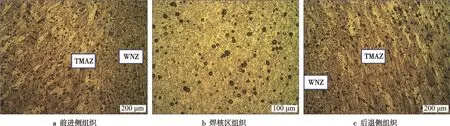
图5 6061铝合金无倾角搅拌摩擦焊接头微观组织Fig.5 Microstructure of 6061 Al-Alloy FSW with zero tilt angle
不同焊接参数下 6061-T6铝合金无倾角搅拌摩擦接头横截面形貌见图6。由图6a—c可知,随着搅拌头转速增加,焊缝宽度和焊核尺寸均先变大后变小。分析认为,焊核是由搅拌摩擦焊“抽吸-挤压”作用形成的,搅拌头转速越高“抽吸-挤压”作用越强,金属沿搅拌针的迁移量越多,焊核尺寸变大。但当搅拌头转速继续增大到1500 r/min时,焊核尺寸有变小,分析认为,当搅拌头转速过高时,过输入过量,导致金属过度软化以至于无法产生足够的压力向搅拌头周围挤压金属材料,因此焊核尺寸较小[12—14]。由图6c—e可知,随焊接速度增加,焊缝宽度和焊核尺寸均逐渐变小。分析认为,随焊接速度增加热输入逐渐变小,搅拌头的“抽吸-挤压”作用变弱,焊缝区塑化金属的量变小,金属的流动性能逐渐变弱,导致焊缝宽度和焊核的尺寸减小。而当焊接速度达到 300 mm/min时,焊接速度过快而热输入量较低,焊缝金属的塑化程度不充分,金属的流动性不好,导致焊接过程中金属不能充分填充搅拌针后方的空腔,而形成孔洞缺陷[15],如图6e中标记所示,将标记处缺陷放大,如图7所示。

图6 6061铝合金无倾角搅拌摩擦焊焊缝横截面形貌Fig.6 Cross sections of 6061 Al-alloy FSW with zero tilt angle
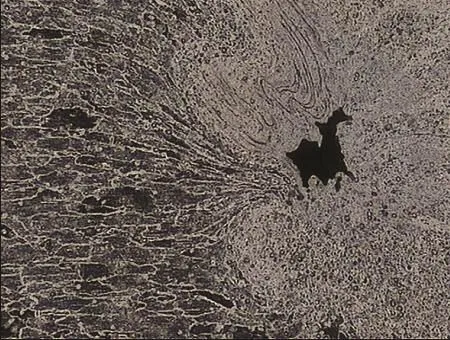
图7 n=1500 r/min, v=300 mm/min时,焊缝底部产生的缺陷Fig.7 Defect in weld bottom when n=1500 r/min, v=300 mm/min
2.3 接头拉伸强度分析
对焊后试板在焊缝中部位置截取3个拉伸试样,以 3个试样拉伸强度的平均值作为该焊接参数下接头拉伸强度,得出不同焊接参数下焊接接头的拉伸强度见表2,其中母材抗拉强度为303 MPa。由表2可知,在试验焊接参数范围内,零倾角搅拌摩擦焊焊接5 mm后6061-T6铝合金,接头拉伸强度均达到了母材强度的60%。焊接工艺参数对接头拉伸强度的影响见图8。

图8 焊接工艺参数对接头拉伸强度的影响Fig.8 Influences of welding parameters on tensile strength of joint
如图8a所示,当v=95 mm/min时,随搅拌头转速增加,接头拉伸强度先增加后减小,当搅拌头转速n=1180 r/min时,接头拉伸强度最高。分析认为,搅拌头转速和焊接速度的变化直接影响焊接热输入,当n=750 r/min时,焊接热输入较小,焊接接头中析出的强化相的量较少,因此接头拉伸强度较低;随搅拌头转速增加到1180 r/min时,接头强化相析出量增多,接头拉伸强度增加;当搅拌头转速继续增加到 1500 r/min时,焊接热输入过量,导致接头沉淀强化相过量析出,接头组织变得粗大,反而降低了接头强度[16—17]。
如图8b所示,当n=1500 r/min时,随焊接速度增大,接头拉伸强度逐渐增大。分析认为,搅拌头转速n=1500 r/min时,焊接热输入处于较高水平,沉淀强化相大量析出导致接头组织粗大,随焊接速度增大,焊接热输入减小,强化相的析出量有所下降,接头组织不断细化,接头拉伸强度有所提高。当焊接速度达到300 mm/min时,焊缝底部存在孔洞缺陷,但由于缺陷位置在焊核区,缺陷范围很小,且缺陷周围组织强度比热影响区组织强度高,拉伸试样未在缺陷处断裂,而是在热影响区位置断裂,因此该缺陷并未影响接头的拉伸强度。

表2 5 mm厚6061铝合金试板对接接头抗拉强度Tab.2 Tensile strength of 5 mm thick 6061 Al-Alloy plate FSW joints
3 结论
1) 设计了适用于无倾角搅拌摩擦焊用搅拌头,能够实现对5 mm厚6061-T6铝合金板材的无倾角搅拌摩擦焊对接焊接,并且焊缝成形良好。
2) 零倾角搅拌摩擦焊接头从组织上可区分为 5个不同区域:焊核区(WNZ)、热力影响区(TMAZ)、热影响区(HAZ)、轴肩影响区(SAZ)和母材(BM);随着搅拌头转速增加,焊缝宽度和焊核尺寸均先变大后变小;随焊接速度增加,焊缝宽度和焊核尺寸均逐渐变小。
3) 当焊接速度固定时,随搅拌头转速增加,接头拉伸强度先增加后减小;当搅拌头转速固定时,随焊接速度增加,接头拉伸强度逐渐增大。
猜你喜欢
科学大众(2021年19期)2021-10-14
粉末冶金技术(2021年3期)2021-07-28
北京汽车(2021年3期)2021-07-17
粉末冶金技术(2021年1期)2021-03-29
科学大众·小诺贝尔(2021年10期)2021-01-22
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
中国光学(2015年1期)2015-06-06
