
基于特征编码的复杂数控刀具管理系统设计
2018-07-10 00:41李映月任光胜
设备管理与维修 2018年7期
李映月,任光胜
(重庆大学机械工程学院,重庆 400044)
0 引言
随着国际竞争的日益激烈,以计算机辅助加工为背景的数控加工在机械制造业中的地位越来越突出。数控机床相比于普通机床具有精度高,效率高,柔性好等特点,正好顺应了当今加工制造业的发展要求[1]。随之而来的是大批量数控刀具出现在生产第一线,成为数控加工中的主要角色。在实际生产中,刀具既是重要的资源,也是昂贵的消耗品,减少其流动的次数,不仅影响机床的使用和生产效率,也会影响加工成本。虽然我国的数控加工发展迅速,创造出了巨大的社会价值,但对数控刀具的物流管理大多仍然集中于人工手动记录和查询,这样的刀具管理已经不能满足柔性生产需要[2-3]。
传统手工记账的刀具管理模式,管理不规范、刀具信息管理更跟不上需求,信息容易丢失,造成刀具使用混乱、资源浪费、生产效率低。更加严重的是由于数控刀具的数量多,种类复杂,管理人员不能及时获取刀具的库存信息,导致库存堆积或生产作业中断,造成巨大的资源浪费。目前,国外刀具管理软件相对成熟,软件种类也比较多。如德国zoller刀具管理系统、英国CTMS公司的CYMS刀具管理系统等,但是这些软件售价昂贵,并且国内的制造环境与国外不同,不能很好地应用于国内企业。国内的刀具管理系统研究起步于高校,多是针对刀具管理的某一环节开发的研究。如上海交通大学与上海烟草机械责任有限公司合作开发的刀具管理系统,重庆大学开发的适合于自动生产线的刀具管理及中央刀具库的实时调度系统[4]。
也有一些商用的刀具管理系统,如上海盖勒普公司的tracker刀具智能数据库管理系统等,国内这些商用软件大多采用流水码作为刀具编码,编码不能体现刀具信息,管理流程和监控过程不够完善等缺点[5]。重庆大学就联合北京机床研究所建立了镗、铣类刀具的统一编码,实现了镗、铣类刀具比较完整的一套编码[4],南京航空航天大学也建立了基于二维加密编码的刀具编码体系[1],其涉及的刀具种类比较完整,刀具信息丰富,编码也比较复杂,识别性较差。
以数控刀具为主要管理对象,以刀具的特征为基础建立编码体系,设计一套适合中小型数控加工企业的刀具库存管理系统。
1 系统职能
系统以数控刀具从需求、使用到报废的全生命周期的管理和记录为目的,研究并开发适合中小型制造企业使用的数控刀具管理系统[6]。系统包括建立刀具的统一编码,刀具的自动识别,刀具的调用管理,刀具的订货和入库管理等。实现刀具整个生命周期的使用情况的完整描述(图1)。

图1 数据库管理框架
2 刀具编码
2.1 刀具信息载体
刀具信息载体最为基础的是刀具的编码,是形成系的主要统信息流。而目前常用的刀具识别技术有射频识别技术和二维码技术。相比射频识别技术,二维码也是一种成熟的条码技术,它有自己独有的安全性和低成本的有点[8],刀具的编码可以通过加密转别成二维码,使刀具的识别更为方便。
在对刀具编码已有研究的基础之上建立相对完整、开放、简洁的编码体系,由此编码作为刀具二维码生成的基础。利用Google开发的ZXing二维码生产和解析应用程序拓展文件,生产刀具的二维码图像,为刀具在移动终端的识别提供了录入基础。
2.2 刀具分类
由于数控刀具种类繁多,对刀具的分类是复杂而系统的工程。目前研究中最常见的分类方法有2种,一种以加工表面形状为依据,另一种则以切削方式或者工艺类型为分类依据[1]。本系统的刀具编码体系以传统的刀具分类方式为基础,结合目前数控机床刀具的结构,将刀具系统总体上设计四级分类(图2),列出了车刀刀片部分分类情况。这四级分类依次代表如下。

图2 车刀刀片的部分分类
第一级分类代表该零件的功用。例如将整个刀具系统分为刀片、刀柄、夹头、整体刀具、辅助零件和工具。
第二级分类代表该零件或者其接口零件的切削方式和工艺属性。例如车削、铣削、镗削、复合工艺类型等。需要说明的是,这里的齿轮刀具是特指以展成法加工齿轮的刀具。
第三级分类代表各类型特有的几何形状。如刀片这部分代表其几何形状,可分为菱形、圆形、三角形、六边形等,如刀柄在这部分代表其导杆部分形状,可分为方向刀柄,圆形刀柄和莫氏刀柄等。
第四级分类代表该零件或者其接口零件的对应切削表面属性。例如车刀刀片可分为通用刀片、螺纹刀片。
2.3 刀具编码
刀具编码也就是刀具信息标识,就是用简单的字母或数字表示一把刀具的某些特征。根据前面论述,本系统以刀具的特征信息作为编码的基础,刀具的特征类型丰富多样,将这些丰富多样的特征系统且有效的组织起来构成能合理的刀具编码需要对刀具的静态特征信息做一定取舍。在本系统中,刀具编码总体上分为四个部分,编码位由必要位和非必要位构成,编码各部分结构和意义如图3所示。
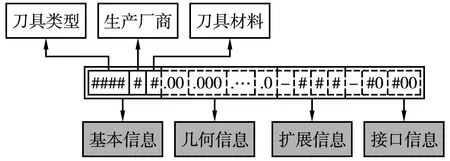
图3 刀具编码个位意义
第一部分刀具基本信息,包括刀具类型、材料,结构和商业等信息。该信息部分编码如表1~表6所示。
第二部分刀具几何信息,包括刀具几何结构和尺寸部分等信息(表7)。针对每一类刀具,六位表示对应不同特征值,在本系统中分别定义为 size1name,size2name,size3name,size4name,size5name,size6name。
第三部分刀具扩展信息,包括刀具特殊处理、加工工序和加工材料等信息。例如对于刀片而言,这里可以定刀片的加工工序、加工精度、刀片样式、进给方向、有无断屑槽等信息。
第四部分刀具接口信息,包括与刀片、刀柄、夹头、机床等接口信息。
3 刀具管理系统程序设计
3.1 E-R数据模型
开发数据库最关键的是设计数据的模型,好的数据模型既要减少数据的冗余,也要避免数据的不完整性。本系统数据采用E-R模型(实体-关系模型),当今大多数数据库设计工具都利用E-R模型的概念。E-R数据模型采用了3种基本概念:实体集、联系集和属性。实体集就是现实世界里可以区别于其他事物的集合;联系集就是实体间联系的集合;属性就是实体的一个或者多个描述[9]。

表1 刀具第一级分类(功用)编码
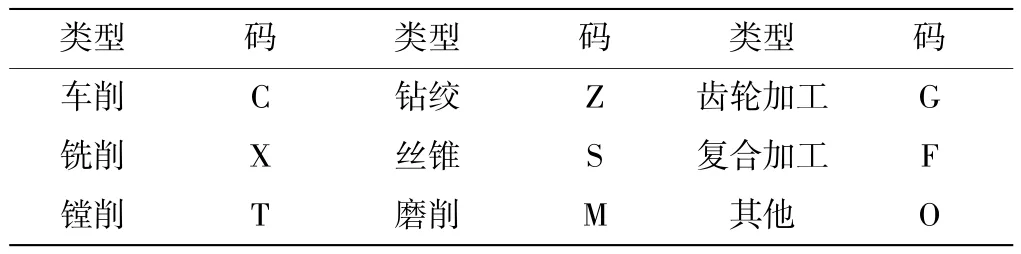
表2 刀具第二级分类(切削方式和工艺属性)部分编码

表3 刀具第三级分类(几何形状)编码

表4 刀具第四级分类(切削表面)部分编码

表5 部分刀具材料
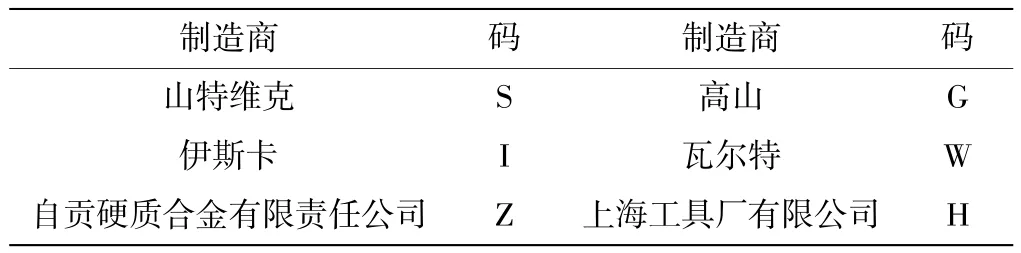
表6 刀具部分生产厂商码

表7 部分刀具类型定义
本数据库涉及3个独立实体分别是:刀具、员工和供货商。刀具的使用和购买是2个联系,刀具的使用联系刀具和员工2个实体,刀具购买是刀具和供货商2个实体的联系。于是数据库总体设计为如图4所示。其中3个独立实体构成整个数据库的骨架,2个与联系集将数据构成1个系统。此外,用户信息实体独立于系统主体以外,记录使用这个系统的用户的属性。

图4 数据库系统总体结构
本系统采用MySQL作为数据库。MySQL拥有较高的访问速度和较好的灵活性。所使用的 SQL语言是用于访问数据库的最常用标准化语言。此外,MySQL由于其体积小、速度快、总体拥有成本低,尤其是开放源码这一特点,一般中小型运用的开发都选择 MySQL作为数据库。
3.2 数据库的建立

图5 数据库中表和字段
MySQL作为数据库平台最关键是要构建表,以及表的结构,这是整个数据库技术的关键。本系统涉及3个信息管理模块,2个运用功能模块和登录模块。6个模块分别是员工信息管理,刀具信息管理,供货商信息管理,用户登录,刀具使用,刀具购买。数据库系统设计就是要设计出满足这6个模块需要的表及内部约束。各表字段和表之间的关系的详细内容见图5所示。
数据库的应用程序是针对实际工作的需要而开发的各种基于数据库管理方式的应用程序。通常有2种方案:一是使用数据库管理系统提供的各种命令直接开发;二是使用开发工具在开发前台界面的同时,去访问后台数据库。由于后者由于将专业性很强数据库编程语言封装于界面之后,降低了使用者的专业技能,本系统采用后者。
目前后者常用的开发信息系统方式分别是:客户/服务器模式(Client/server,C/S),浏览器/服务器模式(Brower/Server,B/S)。鉴于实际的应用情况,此次系统的开发模式选用C/S结构。C/S模式是一种软件系统结构,软件多建立在Windows平台上。它是基于企业内部网络的应用系统,服务器通常采用高性能的PC、工作站或者小型机,并采用大型数据库系统,客户端需要安装专用的客户端软件。该模式采用局域网,安全性高。客户端为专门设计的软件能充分发挥客户端PC的处理能力,很多工作可以在客户端处理之后再提交给服务器,响应速度快。
C/S结构不存在中间服务器,客户端通过应用程序接口标准直接与数据库服务器通信,通信简单。在客户端,本系统采用VS2010开发环境下C#作为编程语言。C#是微软为.NET Framework量身订做的程序语言,C#拥有C/C++的强大功能以及Visual Basic简易使用的特性,并且面向对象的设计思想也是最强大的。是目前可视化和面向对象最强大的开发工具[2]。本系统图视层程序结构如图6所示。根据设计的应用功能,创建各个应用模块用户控件类,以此实现各种正确的逻辑操作。再创建MySql-Net普通类与MySQL公司开发MySQL.Data.dll动态链接库共同实现简化数据传递和SQL语言编译功能。
4 系统功能的实现
系统将复杂的数据管理封装在界面之下,大大降低了对使用者的要求。通过界面可以增加、修改和删除刀具信息;处理刀具借用、归还、定购、到货和这些信息查询事件;处理人员增加、修改、删除和查询事件等功能。此外,系统为熟悉SQL数据库语言的技术人员开通一条操纵数据库的快捷通道。图7到图9展示了本系统的部分功能。

图6 程序结构

图7 软件界面

图8 系统生成的刀具领用单报表

图9 刀具二维码
5 结论
通过对刀具特征信息的分析,创新地建立了一套基于刀具特征信息的编码体系,利用统一的刀具编码系统作为刀具的识别主键,作为本系统刀具信息载体,实现刀具在系统内的读取和识别;系统运用数据库技术和网络技术,将刀具的管理实现了数字化,避免了人工管理的诸多弊端,改善了小规模柔性制造企业刀具管理过程。再以本编码体系为基础设计了刀具的二维码图像,以此为扩展系统功能,实现刀具全生命周期的管理提供了数字化读取和识别刀具的基础[10]。
[1]杜文平.刀具信息标识与刀具管理技术研究[D].南京:南京航空航天大学,2016.
[2]潘运平,严正东,李冰清.基于SSM框架技术的刀具管理系统研究[J].现代机械,2017(1):73-77.
[3]尹叶秀.数控刀具管理系统的研究背景与现状[J].无线互联科技,2017(7):114-115.
[4]朱睿.刀具智能管理及优化调度技术研究[D].重庆:重庆大学,2014.
[5]周洪燕,宿文玲,于海宏.刀具管理系统的设计[J].机械工程师,2017(12):126-128.
[6]管雅娟,朱迅强,刘宇琼,等.数控刀具管理系统的构建研究[J].现代制造技术与装备,2017(8):85.
[7]张翠轩,杨庆东.基于数据库的刀具管理系统的设计与实现[J].智能制造,2005,39(z1):64-66.
[8]海源.基于射频识别技术的车间级刀具管理系统[D].济南:山东大学,2016.
[9]AbrahamSilberschatz,HenryF.Korth,S.Sudarshan,等.数据库系统概念[M].北京:高等教育出版社,2014.
[10]程控,革扬.MRP II/ERP原理与应用[M].北京:清华大学出版社,2006.
猜你喜欢
承德医学院学报(2022年2期)2022-05-23
重型机械(2020年3期)2020-08-24
制造技术与机床(2019年11期)2019-12-04
中国交通信息化(2018年8期)2018-11-09
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
中国船检(2017年3期)2017-05-18
发明与创新(2016年5期)2016-08-21
工业设计(2016年4期)2016-05-04
工程建设与设计(2016年4期)2016-02-27
