浅谈大型港机设备钢结构件基准定位检验法的实际应用
2018-06-27 10:16王晶
山东工业技术 2018年11期
摘 要:本文主要以华电曹妃甸重工装备有限公司圆形料场堆取料机中间柱体为例,较为详细的介绍了“基准定位检验法”测量原理,并依据此原理阐述了中间柱体结构件制作现场检测步骤、方法。
关键词:钢结构件;中间柱体;基准定位检验法;现场测量
DOI:10.16640/j.cnki.37-1222/t.2018.11.024
大型港机设备多数露天作业,且由众多大型钢结构件连接而成,另外,这些大型钢结构件又是由多个零件焊接而成。为了达到与其它构件或设备连接的目的以及使用要求,构件要保证一定的几何尺寸的形状位置精度[1]。因此,在此类大型结构件的制造过程中,对部位尺寸及质量进行检验就显得尤为重要。目前,我国对此类设备的钢结构还没有系统专业的检验方法。本文结合多年实践工作经验进行归纳总结出“基准定位检验法”,并在文中作出具体说明,同时结合生产实例对“基准定位检验法”的现场使用进行了阐述。
1 量具的误差修正
大型港机设备钢结构主要使用钢卷尺进行现场实际测量,影响测量结果准确度的主要因素有:钢卷尺的示值误差;测量时的读数误差;测量时的温度变化带来的误差;测量时拉力变化引起的误差。测量中以上的各种误差都将直接影响测量结果的准确程度,因此,应对测量结果进行误差修正。
下面重点阐述测量时因温度改变、拉力改变而引起误差时如何对测量结果进行修正。
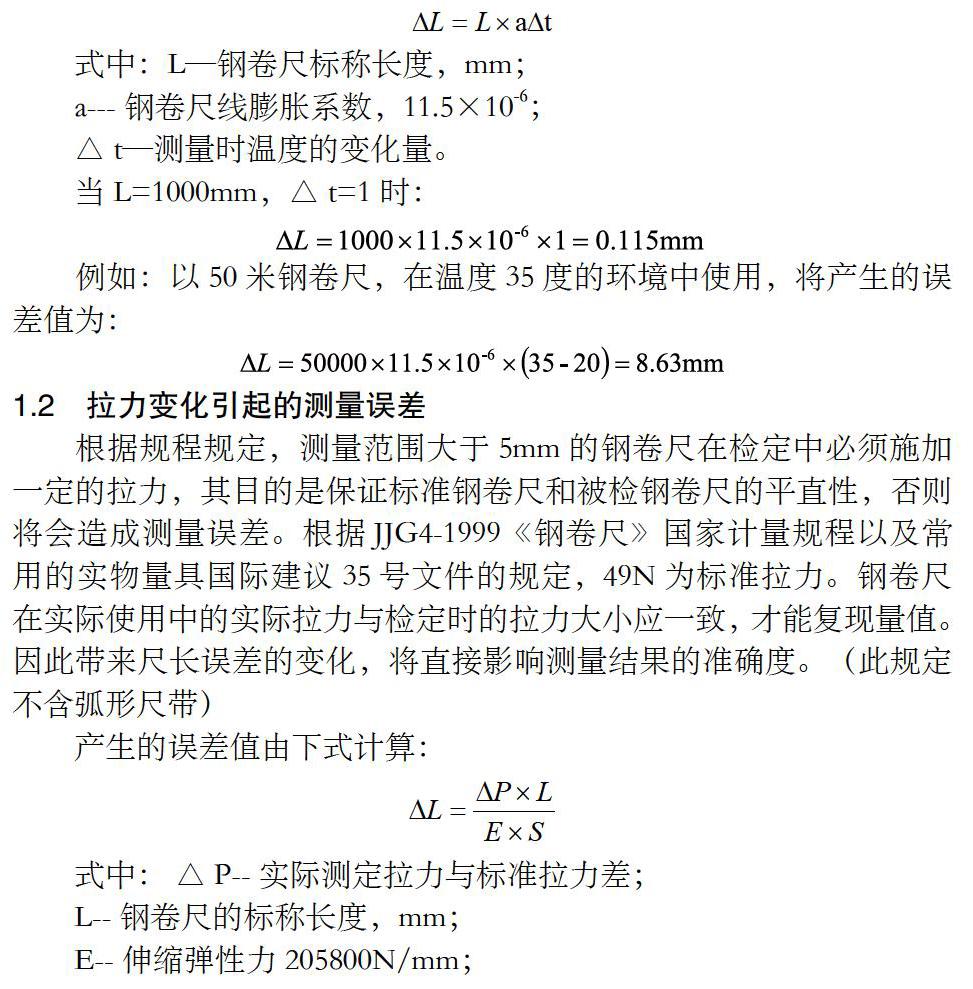
1.1 温度变化引起的测量误差
根据1999年12月实施的JJG4-1999《钢卷尺》国家计量规程的规定,钢卷尺的检定条件为:检定温度,Ⅰ级钢卷尺(20±5)度;Ⅱ级钢卷尺(20±8)度。钢卷尺检定证书上给出的标称长度及误差,是以20度时的测量值为准。使用时如偏离此温度,将会带来误差,尺长变化是温度的函数,产生的误差值由下式计算 :
例如:以50米钢卷尺,在温度35度的环境中使用,将产生的误差值为:
1.2 拉力变化引起的测量误差
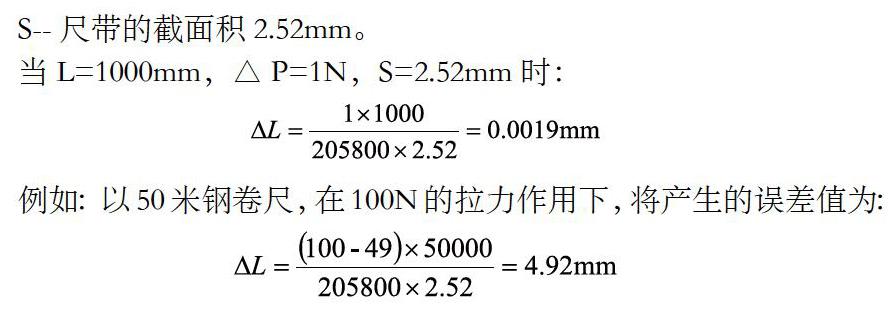
根据规程规定,测量范围大于5mm的钢卷尺在检定中必须施加一定的拉力,其目的是保证标准钢卷尺和被检钢卷尺的平直性,否则将会造成测量误差。根据JJG4-1999《钢卷尺》国家计量规程以及常用的实物量具国际建议35号文件的规定,49N为标准拉力。钢卷尺在实际使用中的实际拉力与检定时的拉力大小应一致,才能复现量值。因此带来尺长误差的变化,将直接影响测量结果的准确度。(此规定不含弧形尺带)
产生的误差值由下式计算:
例如:以50米钢卷尺,在100N的拉力作用下,将产生的误差值为:
2 基准定位检验法的检测方法及原理
2.1 首先确定被检测部件的关键部位
(1)什么是关键部位:影响设备使用性能的部位或尺寸,影响设备安全的因素或细节,影响设备现场正常安装的因素。
(2)怎么确定关键部位和关键尺寸:首先查看被检验部件的总图或被检验部件的上一级图纸,从图中结构形式和转配关系中确定关键部位。
2.2 检测基准和关键部位的定位
运用三维坐标按照检测顺序首先确定关键部位在Y轴定位高度方向的关键尺寸,Z轴定位宽度方向的关键尺寸,X轴定位长度方向的關键尺寸。
2.3 关键尺寸测量
关键部位、关键点确定并定位后,依据相应的关键部位、关键点参照图纸要求和尺寸进行测量。
2.4 一般部位尺寸测量及形状位置偏差的测量
一般尺寸检查包括:腹板宽度、翼板宽度、隔板位置尺寸、筋板位置、筋板尺寸及数量。
形状及位置偏差的测量包括:腹板平面度、腹板垂直度、翼板直线度、翼板焊后平面变形量、构件整体直线度、中心对称、侧弯、上拱、下挠、扭曲等。
2.5 外观检查(焊缝外观)
外观检查的内容包括:焊缝表面成型、焊缝缺陷、(焊瘤、咬边、夹渣、气孔、裂纹、弧坑)构件表面质量(焊疤、飞溅、凹坑等)、自由边修磨、机加工件的毛刺倒角等。
焊缝外部质量检测检查可用肉眼(或放大镜)及焊缝检验尺进行100%检验,检验前应将焊缝表面的焊接熔渣清理干净。
焊缝外部质量成形尺寸必须符合:物料输送部上海技术中心企标《焊接结构件制造与验收标准》QB/CHEC·GY·002—2011。
3 基准定位检验法的实际运用
以圆形料场堆取料机中间柱体为例,如图1所示,运用基准定位检验法将系统的把中间柱体的整个检验过程检验顺序进行说明。
3.1 确定关键部位、关键尺寸
(1)上下法兰的平面度、平行度、上下法兰与中心垂直度;
(2)柱体总长;
(3)法兰孔距、法兰孔中心对正;
(4)人孔门及穿线孔的位置和方向。
3.2 确定关键部位基准
(1)首先检查两个法兰(上、下法兰)的中心是否水平;
(2)Y、Z轴基准是上下法兰中心的连线;
(3)X轴方向基准是Y、Z轴基准的垂直线(面)。
3.3 关键尺寸的测量
(1)用线坠将两法兰的中心投在地上,并以此两点为基准画出一条与法兰中心线平行的线;(平行线与基准点的距离按实际情况定)
(2)经纬仪以平行线为基准旋转90度,检查测量法兰的平面度、与基准线的垂直度偏差,并在地上画出标记为测量总长做准备;
(3)另一侧法兰的测量同上,然后按照地上的两标记测量柱体总长;
(4)检查测量法兰直径、法兰上孔距。
3.4 一般部位尺寸测量及形状位置偏差测量
(1)以两法兰的中心基准连线为基准,测量筒体的直线度(此步骤可在筒体找正基准确定时进行);
(2)测量人孔门、穿线孔的位置尺寸;
(3)隔板的数量及间隔尺寸、检修支撑尺寸及位置。
3.5 外观检查
焊缝尺寸和外观质量:要求焊缝平滑,焊纹清晰,无咬边,无焊瘤,无药渣,无气孔, 无裂缝,焊角高及焊喉高均符合标准要求,焊缝附近无飞溅[2];构件表面质量、(焊疤、飞溅、凹坑等)自由边修磨、人孔门的外观质量,机加工件的毛刺倒角等。
4 结论
由于采取了基准定位检验法,圆形料场堆取料机中间柱体关键部位的尺寸及焊接质量得到了有效的控制,大大提高了构件检验效率,这主要是由于基准定位检验法能更准确抓住关键控制重点,使检验层次分明及时注意细小环节,此方法简单易学,检验原理准确可靠,特别适合生产环境复杂的制造现场,也可以在设备使用现场检验构件制造质量,也可以给设备的检修和故障处理提供正确的位置及理论依据。
参考文献:
[1]黄淑荣.大型钢结构件制造的质量控制[J].山东煤炭科技,2006,(03):17-18.
[2]周金德.大型港机设备钢结构件的监造[J].港口装卸,2003(06):8-12.
作者简介:王晶(1978-),男,内蒙古呼和浩特人,硕士,讲师,工程师,主要从事焊接结构强度与焊接工艺评定方面的研究。