
紫铜和低碳钢异种材料焊接工艺研究
2018-06-27 10:26上官芸娟
世界有色金属 2018年7期
上官芸娟
(常州大学怀德学院,江苏 靖江 214513)
铜合金和钢都是生产中常用的材料,铜合金由于其优异的导电导热性能而在工业生产中得到了广泛的应用,但是为了节约成本,生产中常常只是在关键部位采用铜合金,而其他部位则采用价格相对低廉的钢材料。如航空发动机柱塞泵柱塞采用锡青铜与合金钢异种金属连接而成[1]。铜合金和钢连接,可以充分利用钢的强度和铜的高导电、高热导的特性,也可以降低成本。所以,铜合金与钢之间的焊接显得尤为重要。
本文主要研究紫铜和钢在TIG氩弧钎焊的焊接工艺,分析其接头的组织成分特点,研究接头的力学性能,找到相对合适的焊接工艺参数。
1 试验过程
试验材料为紫铜(T2)与低碳钢(Q235),试件尺寸:400×150×3mm3,接头形式采用对接。焊接时采用φ3mm的HS201焊丝,使用Panosonic焊机进行TIG焊,分别采用焊接电流140A(不预热)、140A预热400℃及180A进行焊接。开V型不对称坡口(钢侧40゜坡口,铜侧30゜坡口),短弧焊接,斜“之“字形运条方法。焊后沿焊缝横截面方向截取金相、拉伸与弯曲试样,采用不同的腐蚀液腐蚀接头的不同部位进行金相组织观察和分析。弯曲试样打磨余高,每试验组工件取三组拉伸和弯曲试样。试样拉断后,每试验组取一断口,分析断裂机制。
2 试验结果及分析
2.1 接头显微组织分析
图1为接头宏观图片,从图中可以看出,140A和140A预热工艺条件下,钢侧为钎焊接头,钢在焊接过程中未熔化;在180A电流的工艺条件下,钢侧母材近缝处的表层部分熔化,但是在焊缝根部由于热量不足并未熔化。三种焊接电流下铜侧母材在焊接过程中均熔化,形成了良好的熔焊接头。

图1 接头宏观照片
2.1.1 铜侧及焊缝组织分析
三种焊接参数下铜侧均实现了熔焊,以焊接电流为140A不进行预热的接头为例进行分析,如图2所示。从2a)可以看出,铜侧热影响区晶粒明显粗大。在熔合线处,晶粒处于半熔化状态,在凝固过程中,晶粒通过联生结晶的方式向焊缝中生长,同时观察熔合线两侧晶粒特点可以发现,在焊缝中的晶粒存在一定的偏析。图2b)为焊缝中晶粒照片,可以看出焊缝中的晶粒粗大,在同一晶粒中存在合金元素的偏析。由于在这个工艺条件下钢侧未熔化,所以焊缝中的组织比较简单,基本为铜的α固溶体。
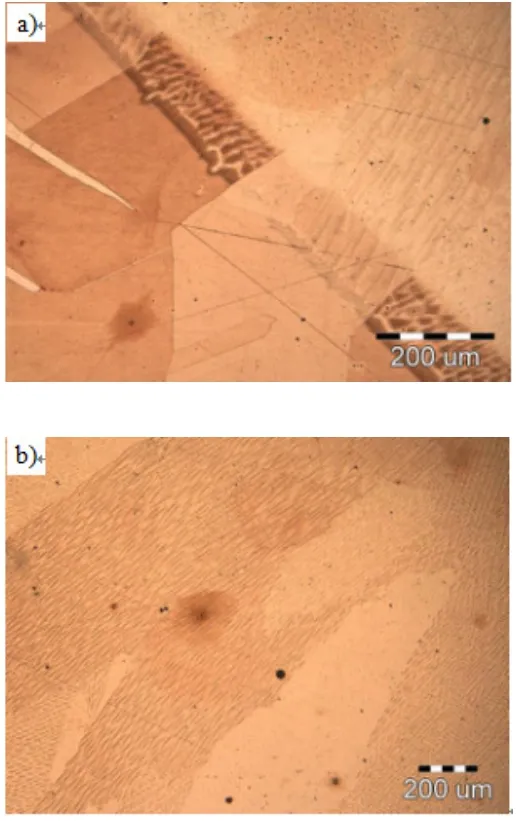
图2 焊缝显微组织
2.1.2 钢侧显微组织分析

图3 180A电流钢侧显微组织
图3为180A电流不预热工艺条件下钢侧显微组织。在此工艺条件下,只在钢表层有少量的熔化,大部分区域钢母材都未熔化。图中可以明显看到枝晶状和球状析出物,对该部位进行成分分析,如图3中1所示位置,析出的树枝晶成分为80.72%的Fe元素和19.28%的Cu元素,同时在焊缝中也观察到了球状的析出物,如图中2位置处,为76.63%的Fe元素和23.37%的Cu元素。经过分析认为,是钢发生熔化后,Fe元素大量浸入焊缝,在局部达到饱和、过饱和冷却过程中,由于溶解度下降,Fe元素析出,形成图中的树枝状,由于焊接热过程短,有部分Fe未溶解在焊缝中,则形成铜的铁固溶体,保持球形[2]。图3-2b)为同一工艺条件下钢未发生熔化的区域,在界面处存在一块较黑的区域,对此区域进行成分分析,如图3中3所示位置,成分为64.14%的Fe元素和19.93%的Cu元素,形成该界面的原因是,在未熔化的界面Fe元素主要通过溶解进入焊缝,由于Fe元素向焊缝中发生扩散,形成Fe的固溶体。从图中还可以看出,Cu元素向Fe的固溶体区域发生渗透。
图4为140A电流预热和140A电流不预热两种工艺条件下,钢侧界面金相组织形貌。对比可以看出,在相同电流下,采用预热工艺后,钢侧Fe元素向焊缝中溶解明显增强,在4a)图中可以明显看到由于Fe向焊缝中扩散而形成的泛铁层,而在4b)中,钢与焊缝界面明显,说明Fe元素扩散很少。
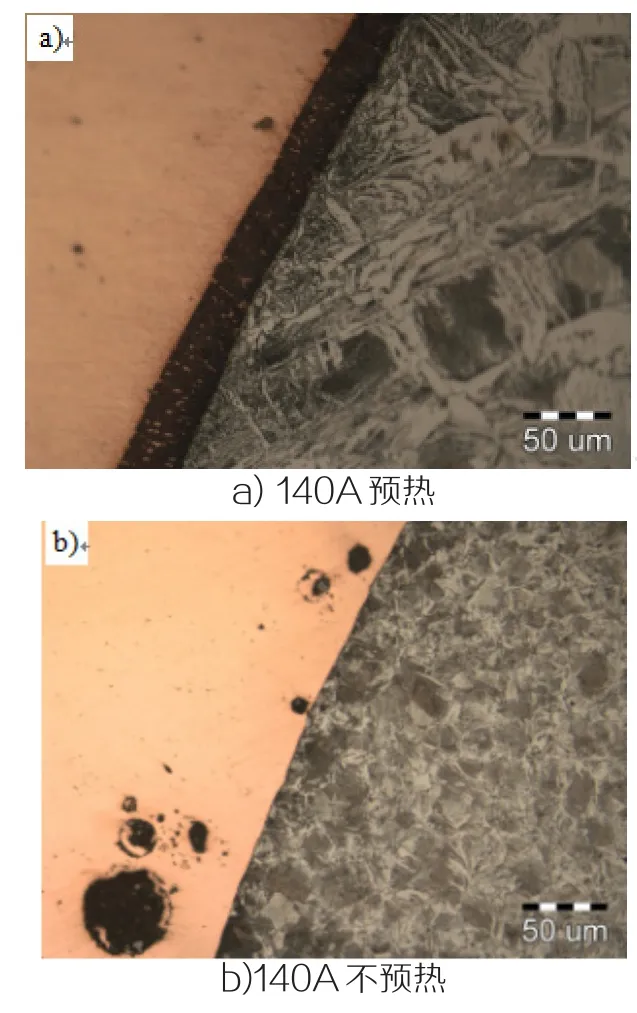
图4 不同工艺条件下钢侧界面照片
2.2 力学性能测试
表1为不同工艺条件下接头抗拉强度值,可以看出,预热条件下的焊接接头抗拉强度要优于不预热焊接,增大焊接电流,接头的抗拉力学性能同样得到改善,增加预热工艺可以在较小电流条件下获得大电流焊接接头的力学性能。三组试样断口都在铜侧母材上,观察其宏观断口,可以发现有明显的剪切唇和滑移线。断口形貌如图5所示,三种参数下的断口均存在韧窝,说明了断裂属于延性断裂,但预热试样韧窝数量多且大小均匀,韧性更好。在弯曲过程中,试件被弯处由焊缝向铜侧滑移。弯曲结果显示,接头的塑性良好,在弯曲过程中未发现裂纹。
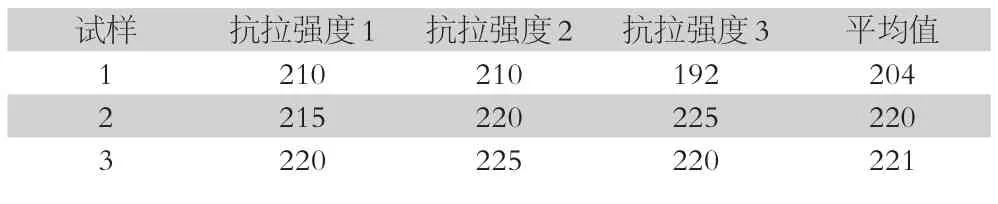
表1 不同工艺条件下拉伸力学性能(强度单位:MPa)

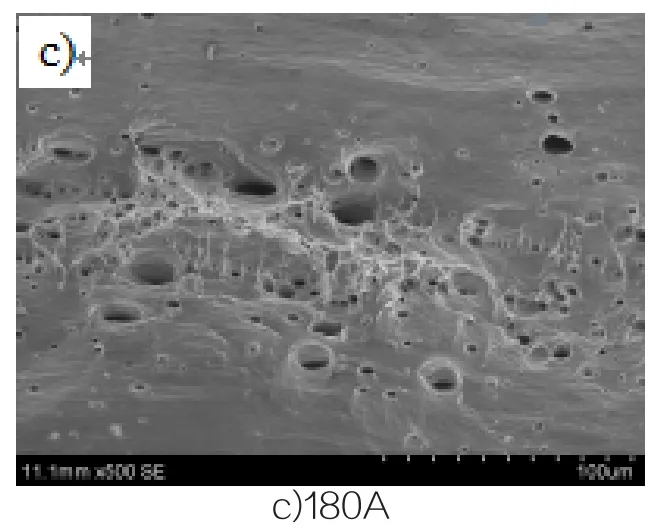
图5 断口照片
3 结论
①通过试验论证,使用HS201焊丝进行氩弧钎焊紫铜和Q235钢可以得到质量良好的焊接接头,具有较高的抗拉强度和好的塑性。②通过对焊接接头的金相观察和成分分析,在焊缝中发现了铁固溶体,并且固溶体在焊缝中有多种存在形式。③预热条件下的焊接接头力学性能要优于不预热焊接接头,增大焊接电流,接头的力学性能同样得到改善。增加预热工艺可以在较小电流条件下获得大电流焊接接头的力学性能。
[1]韩彩霞,张柯柯,杨蕴林,徐东.钢与铜及铜合金的焊接研究现状,热加工工艺,2003,(6):53-55.
[2]王海涛,孙清洁,杨春利,吕世雄.热丝冷体TIG堆焊中的HS201焊丝润湿铺展研究,焊接,2008,(12):40-42.
猜你喜欢
中国水运(2022年4期)2022-04-27
有色金属材料与工程(2021年2期)2021-11-28
粉末冶金技术(2021年3期)2021-07-28
南方农机(2021年13期)2021-07-13
中国金属通报(2021年4期)2021-05-20
粉末冶金技术(2021年1期)2021-03-29
有色金属科学与工程(2021年1期)2021-03-04
建材发展导向(2020年15期)2020-11-26
萍乡学院学报(2020年3期)2020-11-06
中成药(2019年12期)2020-01-04
