PLC与触摸屏在锌冶炼码垛机的设计与应用
2018-06-26 03:47:20唐小毛
有色金属加工 2018年3期
唐小毛,刘 然,陈 强
(深圳市中金岭南有色金属股份有限公司,广东 韶关 510000)
在锌冶炼码垛锌锭领域,随着生产量的不断增加和人工成本的持续上升,低效的人工码垛与高效的生产量之间的矛盾日益突出,自动码垛机设备需求快速增加,需要设计PLC在自动码垛中的应用。
生产好的锌锭需要经过特定流程进行码垛打包,一包为一吨,共40块。为了实现这个效果,锌冶炼熔铸码垛机必须包括机械、液压和PLC控制3部分,由PLC控制码垛机的液压电磁阀驱动油缸机械手完成码垛动作。
1 码垛机的机械、液压部分
(1)机械部分。由锌锭输送系统、锌锭堆垛系统和锌锭输出系统组成。最主要的是锌锭堆垛系统,堆垛系统由夹紧、翻板、旋转机构、推锭机构和升降机构等组成。
(2)液压部分。分析码垛要求,需要码垛10层,每层为4块。码垛机共有推锭、升降、移动、放锭等6个动作需要液压传动实现,其中有3个是推锭机构,分别标注为一推、二推、三推。
2 码垛机的生产工艺流程
当光电开关检测到锌锭时,一推将锌锭推入二推,有2块后二推再推入三推,三推推入到提升位置,有4块后再提升到移位平台进行移位。到达移位目的地后,开始下降,当下降到放锭接近开关时,进行抽板,开始放锭。抽板完全打开时,进行回升,回升到移位平台开始合板。然后返回到原先位置等待下次提升锌锭。
3 码垛机的PLC控制流程
分析码垛机的io点数量有50~60个点作用,因此选用西门子PLC200可以满足使用要求。根据电路图编写io表,明确所有io点的地址。按PLC控制流程图(图1)可编写1个主程序和若干子程序,子程序包括块计数子程序、层计数子程序,一推子程序、二推子程序、三推子程序、提升子程序、放锭子程序、堆放打包子程序。

图1 码垛机PLC控制流程Fig.1 PLC control process of palletizing machine
4 触摸屏
本系统中应用的人机界面能够更方便、快捷的查询到整个系统的工作状态,方便查找故障,解决问题。本系统采用的是昆仑通TPC7062KX 触摸屏,与西门子PLC200采用PPI串口通讯,TPC7062KX触摸屏为上位机通讯主站,PLC200为通讯从站,如图2所示。

图2 PLC与触摸屏网络配置图Fig.2 Network configuration diagram of PLC and touch screen
运用MCGS嵌入版组态环境软件将TPC7062KX触摸屏共设计了5个界面,主界面上显示所有接近开关的状态信息,一目了然,从界面有区域动画动作,可以手动分段操作,便于解决故障,如图3所示。
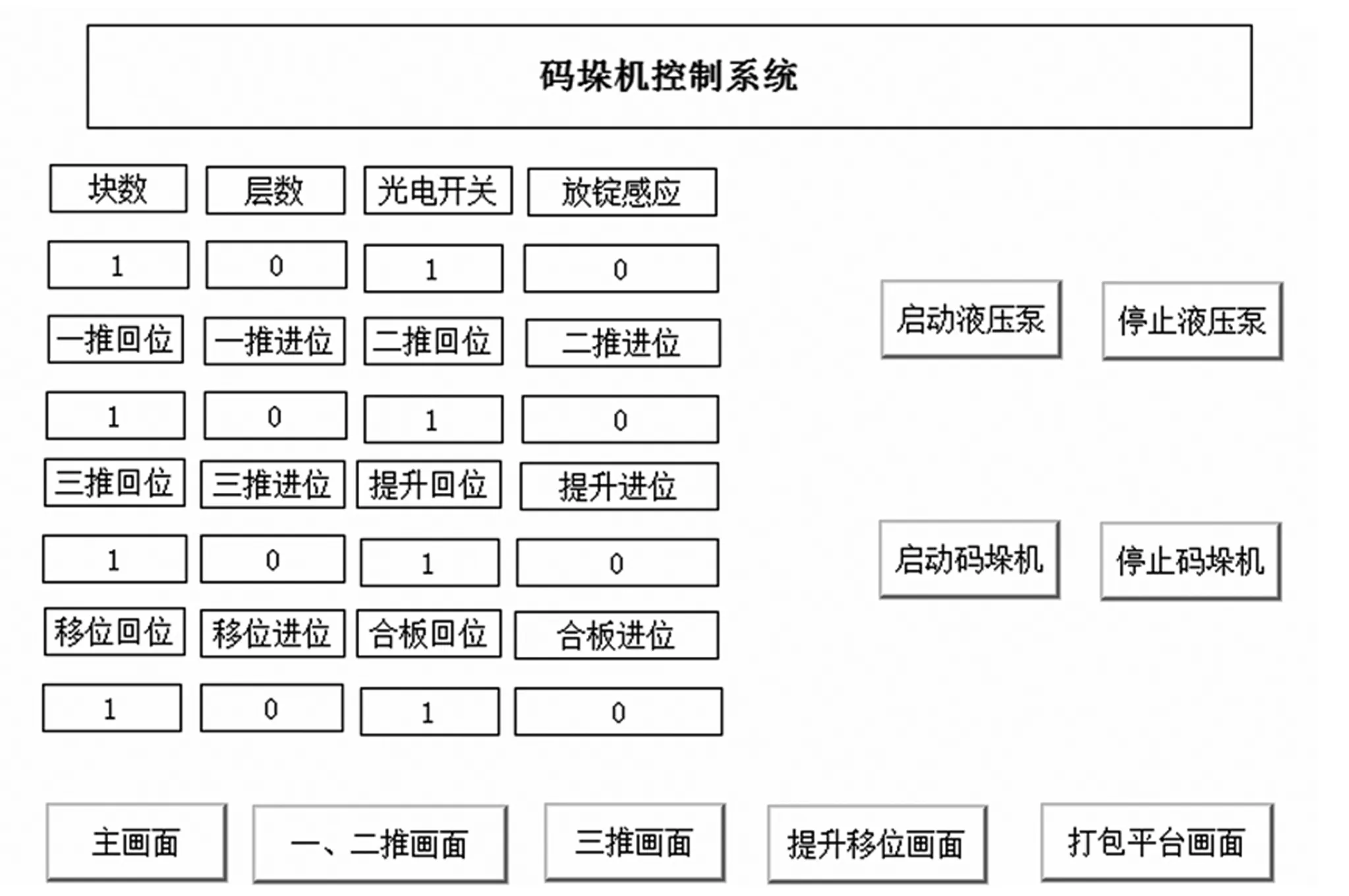
图3 码垛机TPC7062KX触摸屏界面Fig.3 TPC7062KX touch screen interface of palletizing machine
5 结论
通过对码垛生产工艺的深入分析,设计出码垛机的PLC程序,能够实现码垛机生产工艺流程。TPC7062KX触摸屏操作简便,工人容易掌握,降低了维修难度,提高了生产效率,该控制应用思路值得推广。
[1] 西门子公司s7-200可编程序控制器编程手册[R].2013.
[2] 岳庆来, 周峰, 吴启红.可编程序控制器及触摸屏综合应用技术[M].北京: 机械工业出版社, 2008:
猜你喜欢
物流技术与应用(2021年11期)2021-12-27 05:17:20
装备制造技术(2020年3期)2020-12-25 05:22:06
重型机械(2020年3期)2020-08-24 08:31:48
电子制作(2019年20期)2019-12-04 03:51:36
制造业自动化(2018年10期)2018-11-02 09:51:40
中国科技纵横(2015年2期)2015-11-05 02:30:11
科学中国人(2014年16期)2014-11-20 02:50:00
中国新技术新产品(2014年3期)2014-03-24 07:39:08
河南科技(2014年8期)2014-02-27 14:07:59
科技传播(2011年24期)2011-08-29 05:39:46