工件三维测量的激光线亚像素提取方法研究
2018-06-19 02:14郝福龙宋亚男徐荣华
无线互联科技 2018年3期
郝福龙 宋亚男 徐荣华


摘要:木材喷涂是一个传统的加工行业,文章主要在木材喷涂行业中运用机器视觉的方法实现由数控工作的方式向自动化加工方式的转变。在整个过程中,利用单相机加线激光的方法实现整个木材窗框的三维信息的测量。其中激光线亚像素坐标的提取是影响整个系统测量精度的重要因素。文章采用灰度质心法来获取激光线的亚像素中心坐标,很好地解决了系统测量精度的问题。
关键词:灰度质心;三维工件;亚像素提取
木材的喷涂加工有史以来都是人们极为关注的,从以前的手动加工方式到数控化加工方式,极大地改进的人们的加工水平,促进了经济的发展。但是,有了数控加工方式之后,人们又开始转而寻找实现自动化加工方法[1]。现在机器视觉技术得到了很好的发展,以其实时性好、非接触、可视化、可自动化等优势,成为在高科技领域中被广泛应用的技术,为国民经济的提升带来良好的效果[2]。在喷涂行业中,应用三维测量可以提高整个行业的工作效率。目前,国内许多研究人员对三维测量原理及方法进行了深入的探讨与研究,从而使其广泛应用于多个领域,从激光光源所投射的结构光形式上来看,国内的测量方法主要采用的是线结构光和结构光光栅的形式。本文通过对测量技术的改进和应用来使木材喷涂行业实现自动化实施。在对激光线的亚像素坐标提取的过程中,通过使用二分法、形心法、质心内插法和灰度质心法不同算法的结果比较,得出在该环境下,灰度质心法求取出的亚像素坐标是有助于提高整个系统的精度的。
1 系统原理
在整个系统中,首先通过OPENCV对相机镜头标定得到整个相机的内外参数矩阵,通过参数矩阵对输入图片进行校正,然后再利用灰度质心法计算激光线的亚像素坐标,最后利用经典的激光三角测距来获得物体的深度信息。
1.1硬件系统
木材线激光系统原理如图l所示。要实现物体表面轮廓的三维扫描,线结构光与物体之间需要相对运动。假定线激光发射器与摄像机的位置保持不变,不论光平面在世界坐标系中的位置如何变化,都可以通过坐标系之间的平移和旋转矩阵得到世界坐标系下的测量值。为了简化测量模型,假设线结构光平面位于世界坐标系的ow-xwzw平面上[3]。假设尸为线激光平面与被测的三维表面的交线上某一点,设其在测量坐标系ow-xwzw的坐标尸(xwywzw),(xwywzw)待求。г1为摄像机的成像平面,oc为摄像机的主点。根据小孔成像模型,被测三维表面上的点P在摄像机中的像点即为г:上的一点,设为ρ,ρ即为直线poc与平面г1的交点。oco1为摄像机的光轴,o1为光轴与平面г1的交点[4]。
1.2单目相机的标定
在图像的采集过程中,由于相机光学原因,我们会发现相机的成像是存在畸变的[5]。那么单目相机的标定就是为了获取摄像机的内外参数矩阵,同时也会获得每一幅标定图像的旋转和平移矩阵,内参数矩阵和畸变向量,这些参数可以对之后相机拍摄的图像进行矫正,得到畸变相对较小的图像。本文在标定的过程中采用的相机标定的输入为11X7,单位长度为1 mm/格的棋盘格图像。
标定的步骤为:
第一步,通过单目摄像头拍摄16张不同角度的棋盘格的照片。
第二部,通过opencv寻找出棋盘格中的角点。
第三步,通过基于zhang和Brown的算法求出攝像头的内参数矩阵和畸变向量。 标定的输出为:内参数矩阵fx,fy,Cx,Cy)和畸变向量(k1,k2,P1,p2,p3)(注意,这里有两个不同的焦距fx,fy。因为单个像素点在低价成像仪上是矩形而不是正方形。实际上,焦距fx=f×Sx,f为实际的物理焦距长度,Sx为x方向的像元尺寸[6]。同理,fy=f×S)。
1.3激光三角测距的算法
相机激光示意如图2所示,A为整个测量的基准平面,B是物体靠经激光透镜一定距离后的平面。当被测物体表面移动x,反应到光敏面上像点位移为x'。a为接收透镜到物体的距离(物距),6为接收后主面到成像面中心的距离(一般去焦距月,臼为激光束光轴与接收透镜之间的夹角。D为激光光束轴到透镜中心的距离。接收透镜的焦距为f,其余的参数如图2所示[7]。
在△ABC中,由正弦定理得:
在直角三角形△CDE(∠CDE=90°,中,ctgθx=b/x′,将其带入到上式,得:(2)
以上就是整个算法的推导过程和机械结构示意[8]。
2 激光线亚像素提取
制作好固定架和安装好摄像机与激光器,并在后面保持不再变动[9]。三维扫描时,激光线投射在物体表面,摄像机从另外一个角度获得被测物体表面调制后的激光线图像。从三维扫描数学模型可知,激光线在摄像机中的坐标提取的偏差,将直接影响物体三维坐标的获取精度[10]。所以,如何稳定可靠地提取出激光线条纹图像的位置,是三维扫描中的关键。
像素定位细分算法包括以下几种。
2.1形心法
对于图像中以圆、椭圆和矩形等对称图形,利用形心法求取图像的亚像素坐标是首选方法。形心法的算法非常简单明了,但该算法只有对灰度对称分布的目标才能有较好的效果[11]。如果目标靠投影等方法形成或当目标平面有较大夹角时,形心会偏移。因此,该法通常只适合目标图像本身不变形的场合。
2.2质心内插法 该方法适用的前提是图像成像分布基本是正态分布[12],并且CCD成像的光电效应保证在现行端段。
2.3灰度质心法
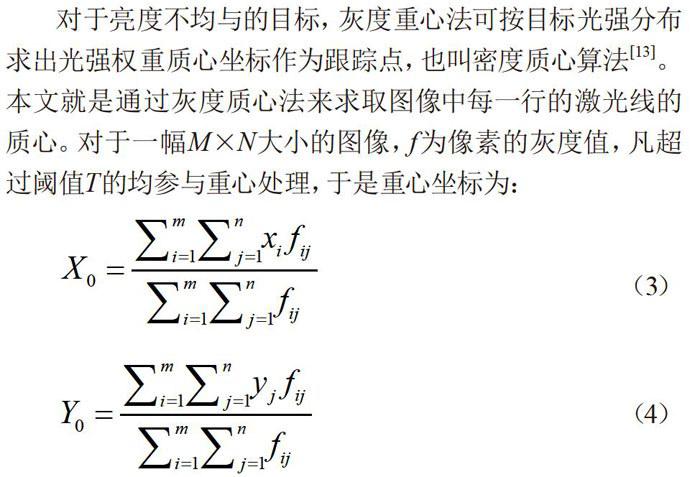
对于亮度不均与的目标,灰度重心法可按目标光强分布求出光强权重质心坐标作为跟踪点,也叫密度质心算法[13]。本文就是通过灰度质心法来求取图像中每一行的激光线的质心。对于一幅M×N大小的图像,f为像素的灰度值,凡超过阈值T的均参与重心处理,于是重心坐标为:
xi表示第i行的坐标,yj表示第j行的坐标,fij表示第i行第j列的像素值。
對于一副激光线的图片,因为激光线的宽度,它在图像上是占有10-20个像素值的宽度。这在实际的处理过程中,对于测量窗框的深度坐标精度存在很大影响,对与固定区域的质心坐标可以作为我们整个计算深度坐标的输入信息。这对于整个系统的测量精度有较大的提高。
3 实验及结果分析
在实验设计过程中,本文采用螺旋测微仪为移动模块[14],测微仪的最小位移为0.01 mm,通过采样频率为0.1 mm逐步采样。通过式(2)计算位移,其中a=143.616,θ=3.147 17(弧度制)。测量数据误差对比如表1所示,可以观察到,在采用灰度质心法求取深度位移时,最大偏大误差在位移为1.3 mm时偏大0.0 611 mm,以及最大偏小误差出现在位移为0.1 mm时,偏小0.055 5 mm。可以看出,通过用灰度质心法[15]求取激光线的亚像素坐标对于系统的测量精度的提高有很大效果。
4 结语
本课题主要研究了木材喷涂行业工件三维测量的自动测量,旨在利用图像处理技术自动检测定位代替以往的人工喷涂的模式,提高木材窗框喷涂的效率。利用VS2013软件作为设计平台,以数字图像处理技术为核心,从定位测量检测算法的实用性出发,设计了木材喷涂行业工件三维测量算法。该算法通过精确的区域定位,准确地判断木材工件的位置,满足了后续喷涂定位的要求。
[参考文献]
[1]马岩我国数控木工机械的发展现状及自动化技术的研发方向[J].林业机械与木工设备,2012 (1):4-9
[2]张国福,沈洪艳.机器视觉技术在工业检测中的应用综述[D].长春:长春工业大学,2013.
[3]陈建可.基于机器视觉的实时轮毂智能识别系统的研究[D].太原:太原科技大学,2014
[4]秦亚航,苏建欢,余荣川机器视觉技术的发展及其应用[J].科技视界,2016( 25):12-35.
[5]林贻斌激光三维轮廓检测技术研究[D].天津:天津理工大学,2005
[6]张文斌.基于线结构光的三维视觉关键技术研究[D].太原:中北大学,2013.
[7]王鹏光栅投影三维轮廓测量技术标定方法的研究[D].西安:西安科技大学,2006.
[8]梁猛,方强等腰三角形结构光编码的面形测量误差分析[J].光学学报,2000 (11):20-46.
[9]冯金城.高精度实时激光三角测距系统设计[D].南京:南京理工大学,2008
[10]李高勇.用光传感器测量微小角位移的方法及装置的研究[D].上海:东华大学,2007.
[11]KAZUHIKO I, HITOMI Y, KI-ICHIRO K, et al.Measurement of恤ickness of a thin film by means of laser interference at manyincident angles[J].Optics and Lasers in Engineering, 2004(1):19-29
[12]ZHAOYU L,XU z L.Amelioration and precision improving of slitVVidth measurement system based on恤e orthogonal linear CCD[J].Infrared and Laser Engineering, 2006(1):74-75