
Processing of RZ5-10wt%TiC in-situ magnesium matrix composite
2018-06-11 13:22:10DeepkMehrMhptrHrsh
Journal of Magnesium and Alloys 2018年1期
Deepk Mehr,M.M.Mhptr,S.P.Hrsh
aDepartment of Mechanical and Industrial Engineering,Indian Institute of Technology Roorkee,Uttarakhand 247667,India
bSchool of Mechanical Sciences,Indian Institute of Technology,Bhubaneswar,Odisha 751013,India
1.Introduction
Magnesium is one of the lightest metallic materials(35%and 78%lighter than aluminum and steel respectively)available for engineering application[1,2].Due to the light weight and adequate structural strength,magnesium alloys are considered as the potential material for reducing the specific weight of the engineering components,especially in aerospace industries by replacing materials such as steel and aluminum alloys[3,4].The authors Guan et al and Wang et al.[3]used aluminum material and high weight percentage(20-50)Ti-C preform in molten magnesium alloy to form Mg-TiC composite.In XRD analysis,they found extra peak of aluminum and TiAl.The presence of extra peak indicated a less extent of growth in tensile strength,i.e.from 162 to 185MPa whereas hardness increased from 61.5 to 83.5BHN in the TiC reinforced AZ91 composite.Likewise,Jiang et al.[4]used Al-TiC master alloy as powder form in molten magnesium.The extra time consuming method with high 10%volume faction of TiC was used to form Mg-TiC.The ultimate tensile strength increased about 160-214MPa and hardness from 60 to 83 BHN.However,%elongation reduced from 9 to 4 for 10 vol%TiC strengthened AZ91.Chen et al.[5]successfully synthesized AZ91-TiC composite using a preform prepared from titanium and carbon at 800°C.This method confirmed the formation of the TiC by XRD.The Cao et al.[6]and Wang et al.[7]successfully achieved in-situ reaction of titanium and carbon in molten magnesium at 800°C.More recently,Shamekh et al.[8]used in filtrated preform of Ti-B4C powder with AZ91 in order to fabricate magnesium MMC reinforced with TiC-TiB.Although different reaction products of Mg-B and Ti-B such as MgB2,TiB2,TiB,Ti3B4and even TiC and Ti2AlC were detected,no evidence of reaction of magnesium and titanium or carbon was observed.Contreras et al.[9]processed 56vol.%TiC-Mg MMC through mechanical alloying route by in filtrating molten magnesium into porous TiC preforms at temperatures of 850 °C-950 °C under argon shielding atmosphere.The reaction from TiC,TiB2and third form Ti2AlC.They observed that the ultimate tensile strength increased from 175MPa to 200MPa and hardness from 183 to 194 VHN.
Among all the Mg alloys,the ZE41 has been as established alloy that contains Zn,rare earth such as Zr,has decent mechanical properties at room and elevated temperatures due to the solution and precipitation hardening.It has been widely used in aircraft gearbox and generator housings,and military helicopter components[10,11].
Towle and Friend[12]reported the effect of the saffil fiber reinforcement distribution in RZ5 MMC obtained through liquid metal in filtration.They observed that the RZ5 MMC properties improved in tension as well as in compression in parallel distributed fiber arrays.
The Mg alloys have been in use for a variety of structural applications.On the other hand,low mechanical properties at high temperatures and low corrosion resistance are their major drawbacks[13].One can improve the mechanical properties of a ZE41 alloy like tensile strength,creep resistance,wear resistance and stiffness by reinforcing ceramic particles such as TiC[14].
In the present work,RZ5 magnesium alloy was reinforced with 10 wt%TiC through self-propagating high temperature(S.H.S)method.The purpose of this work is to investigate the mechanical and wear properties of RZ5-10wt%TiC MMC compared to the RZ5 Mg alloy.
2.Experimental work
2.1.Constituents and processing methods of Mg MMCs(material and processing)
In this study,the base material used was RZ5(Mg-Zn-REZr)cast alloy which was equivalent to ASTM B80 ZE41A.A cast block was produced at Foundry and Forge Division of Hindustan Aeronautics Limited.The chemical composition of RZ5 Mg alloy(Zn=4.5%,Zr=0.54%,Mg=94%and the remainder are Mn,Cu,Fe,Ni and Si)was checked using the BAIRD made atomic absorption spectroscopy machine.The titanium mesh and graphite powder(99.9%purity,average size 20μm)were used as reactants.
In Step 1,RZ5 Mg alloy was melted in graphite crucible superheated at 750°C in argon shielding as shown in Fig.1.In Step 2,titanium mesh in a graphite crucible melted in another coke- fired furnace at 1650°C.The preheated graphite powder wrapped in aluminum foil then were introduced into the liquid titanium melt with argon shielding.The reaction continued at 1850°C for 30 min holding time as shown in Fig.1.In Step 3,the titanium,carbon melt was poured into the molten RZ5 Mg alloy after 30 min of holding time as shown in Fig.1.After this,mechanical stirring for 5 min was applied for fairly uniform dispersion TiC particles.In the last Step 4,the melt was cast into a mild steel metal mold.Magnesium does not reat with carbon and titanium as per the Ti-Mg binary phase diagram.It means no intermetallic compounds formed.Magnesium reacts with carbon formed magnesium carbide which is not stable above 953K.

Fig.1.Experimental procedure for RZ-TiC composite.
The RZ5-10wt%TiC MMC samples were prepared by adopting a standard metallographic procedure for microscopic examinations.The samples were polished using different size of SiC grit papers of 600,800,1200,and 1500 followed by cloth polishing with magnesium oxide powder.The picral etchant was used for the metallographic study.The microstructures of the etched samples were examined using SEM(FE-SEM Quanta 200 FEG,Germany)as shown in Fig.2.The compositional test was carried out using EDS(FESEM Quanta 200 FEG coupled with EDS secondary detector)and phase analysis was done using XRD(D8 Advance(Bruker AXS),Germany using the target as copper).
The tensile properties of the RZ5 Mg alloy matrix and RZ5-10wt%TiC composite were determined in accordance with ASTM E8M-96.The tensile tests were conducted on flat specimens of diameter 5mm and gauge length 25mm using an automated servo-hydraulic testing machine(INSTRON 8501)with a strain rate of 0.001 s-1.The three specimens were tested for the composite and RZ5 matrix and average test results were noted.The fractography was performed on the tensile fractured surfaces for predicting failure mechanisms of the composite using SEM.
The micro-hardness of RZ5 and RZ5-10wt%TiC sample was determined using the MATSUZAWA MXT50 automatic digital Vickers micro-hardness tester.The micro-hardness measurements were made to assess the hardness of magnesium matrix in the vicinity of TiC particulates of the composite.The micro-hardness measurements were conducted using a pyramidal diamond indenter with a facing angle of 136°,500 g indenting load,and dwell time of 15s.

Fig.2.(a)Microstructure of RZ5 alloy showing the EDS spot,(b)EDS of spot 1,(c)EDS of spot 2,(d)EDS of spot 3.
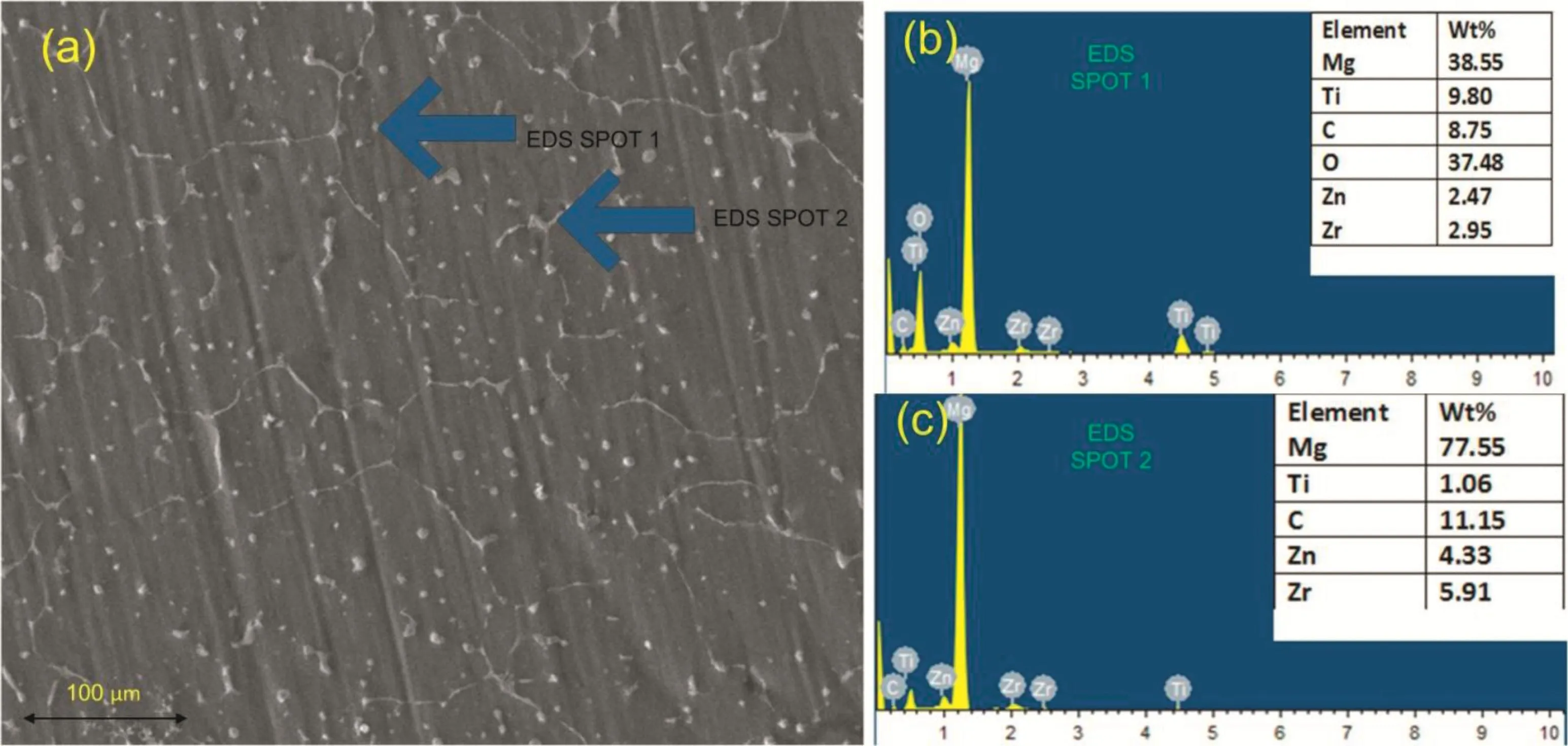
Fig.3.(a)Microstructure of RZ5-10wt%TiC MMC showing the EDS spot,(b)EDS of spot 1,(c)EDS of spot 2.
3.Results and discussion
3.1.Microstructural analysis
Fig.2(a)depicts SEM image of RZ5 Mg alloy microstructure after 15s of etching.The microstructure exhibits the equiaxed grain structure ofα-Mg with a grain size of 250μm.On the grain boundaries,N-phase(Mg7Zn3RE)is clearly visible which has been distributed eutectically.Within the grain,few larger particles have also been observed.
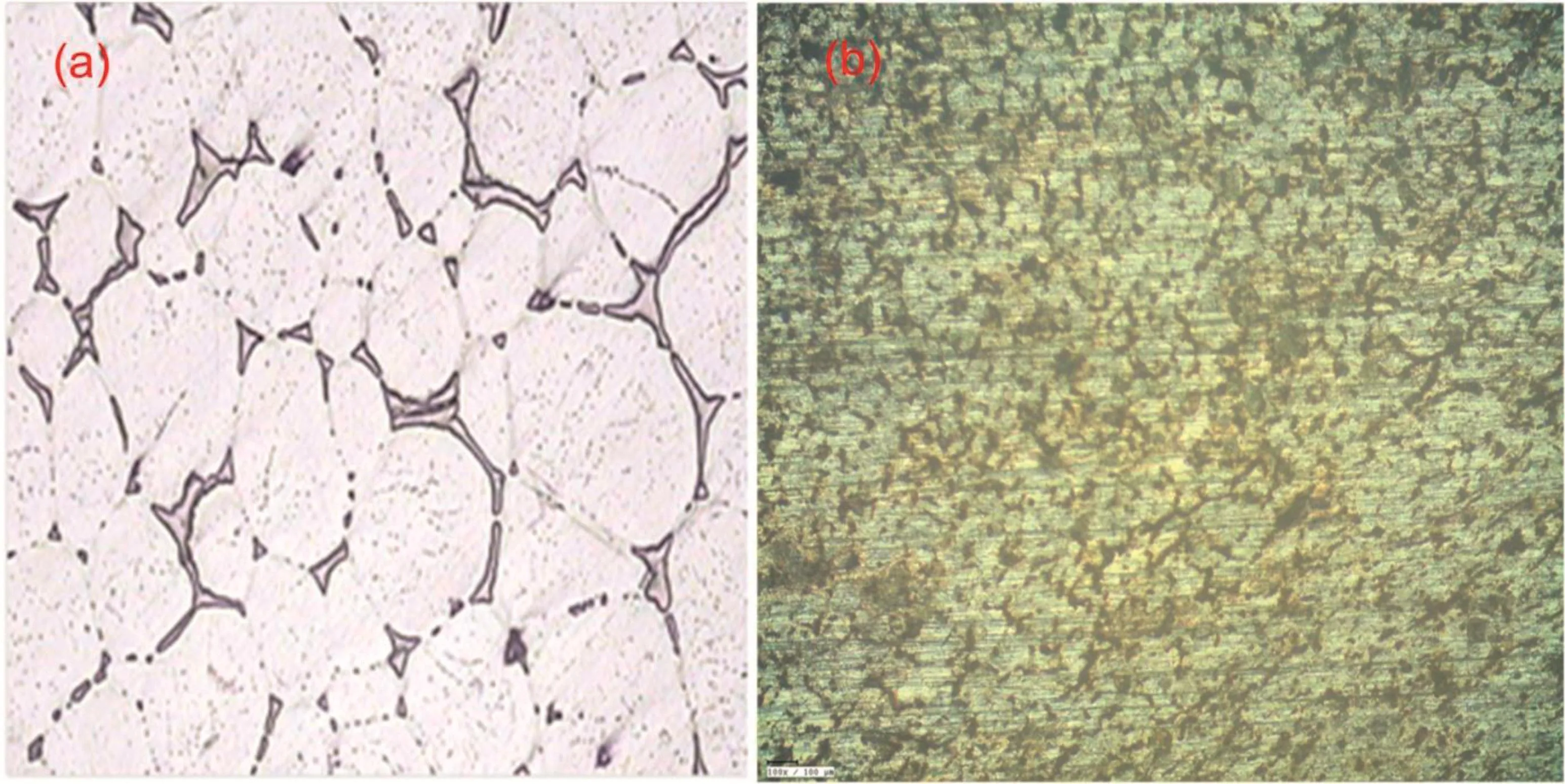
Fig.4.(a)Optical microstructure of RZ5 Mg alloy,(b)RZ5-10wt%TiC MMC.

Table 1 Comparison of mechanical properties of RZ5 Mg alloy and RZ5-10wt%TiC.
Fig.2(b)depicts an EDS elemental point mapping of RZ Mg alloy which indicated zirconium rich particles zone.The zirconium concentration was high compared to the surrounding matrix and low at the edge of the interaction zone.While Fig.2(c)depicts an EDS elemental point mapping that indicated magnesium rich zone.Also,Fig.2(d)depicts the magnesium rich zone with some part of zinc particles found.
An EDS elemental point mapping of particles indicated(Fig.3(a)that secondary particle(TiC)was uniformly distributed to the surrounding of the matrix and also grain size of particle decreased.It is clear from Fig.3(b),i.e.EDS spot 1 and Fig.3(c)EDS spot 2 that inside the grain boundary and on grain boundary have TiC particles respectively.The SEM analysis indicated that TiC particles were fairly uniformly distributed in the magnesium matrix without any cluster formation.There was no evidence of interfacial reaction between the magnesium matrix and the TiC particles.The presence of TiC particles indicated grain refinement of composites and the strengthening of composite.Fig.4(a)and(b)is used to determine the average grain size of RZ5 Mg alloy and the composite respectively.
3.2.XRD analysis

Fig.5.XRD and peak analysis of RZ5-10wt%TiC MMC.
Fig.5 represents the XRD spectrums of RZ5-10%TiC composite fabricated by an S.H.S method with a molar ratio of titanium and carbon 1:1 according to the stoichiometry calculation.In RZ5-10%TiC composite only TiC,Ti8C5and TiO2phase was observed.The TiC is mostly observed in first phase chemical reactions at higher temperature process among all phases.The reason for the formation of TiO2is due to holding time applied for molten titanium and carbon reaction.Consequently,both tensile and ductility improved considerably in the produced MMCs.The titanium carbide particles formed when reaction temperature was more than 1800°C.The temperature range obtained according to the phase diagram of Ti-C.The titanium carbide particles were spherical in shape.Table 1 displays that the grain size of TiC ceramic particles produced was 20μm.The mean linear intercept method was used to determine the average grain size for 50 measurements using the image-j software.The optical micrograph is used to measure grain size of particle as shown in Fig.4.

Fig.6.Comparison of tensile behavior between RZ5 Mg alloy and RZ5-10wt%TiC.
3.3.Mechanical properties
3.3.1.Hardness
To study,the hardness of as-cast RZ5 Mg alloy and RZ5-10wt%TiC MMC,a standard Vickers hardness testing machine with a pyramid indenter of load 500 gm was used for sample testing.The Vickers hardness of RZ5 Mg alloy and RZ5-10wt%TiC MMC is a function of wt%of TiC particle.The load was applied for 15s and an average of four readings was taken for each sample at different locations.It is observed from Table 1 that the Vickers hardness of RZ5-10wt%TiC MMC increased compared to the RZ5 alloy from 73 to 105 VHN.The increase in hardness occurred as a result of a reduction in grain size due to TiC particles.

Fig.7.SEM fractographs of(a)RZ5 matrix(b)RZ5-10wt%TiC MMC,(c)presence of TiC in tearing ridge.
3.3.2.Tensile properties
Fig.6 depicts the stress and strain graph of RZ5 Mg alloy and RZ5 Mg alloy with TiC reinforcement 10wt.%with a tensile strain rate of 0.001 s-lat room temperature.The RZ5-10wt%TiC MMC first started to deform elastically.With 10 wt%TiC particles in RZ5 Mg alloy,fracture occurred at higher stress and strain levels.The properties like yield stress,%elongation,ultimate tensile stress and Young’s modulus are shown in Table 1.
According to Fig.6,the ultimate tensile strength of RZ5 Mg alloy(179MPa)was comparable to the RZ5-10wt%TiC composite(195MPa).It seems that as TiC added in RZ5 alloy,loads were transferred to reinforcement.The external load applied during tensile test internal stresses developed between the RZ5 matrix and TiC particle.This interaction created stress concentration and consequently localized damage might have happened in the form of TiC particle cracking,inclusion,RZ5-10wt%TiC interface debonding and particle agglomeration.These damages relaxed the internal stress and effectuated decrease in strain hardening rate of RZ5-10wt%TiC composite[15].
4.Fracture surface morphology
Fig.7(a and b)showed the RZ5 Mg alloy and RZ5-10wt%TiC MMC fracture surface respectively.The fractography of the RZ5 alloy after tensile test exhibits quasi-cleavage fracture(dimple and cleavage),where the atoms are gradually separated at room temperature as shown in Fig.7(a).Some cracks(indicated by arrows)occur inα-Mg in RZ5 alloy during tensile test.This could reflect the intergranular mechanism,that is,the micro-cracks initiated by the break of eutectics and they propagate along the grain boundaries and merge up with other cracks,leading to final failure.Besides,part of the micro-cracks can progress across the grains due to the soft matrices and leave some cleavage planes.Theα-Mg due to tensile stress concentration form the origin of the crack,the further extension could lead to the final failure of the RZ5 alloy.
Generally,micro-cracks are generated in the composite due to the interfacial stresses between matrix and reinforcements observed at room temperatures.The tensile fracture image of RZ5-10wt%TiC composite reveals cleavage and dimples as shown in Fig.7(b).It is certain that the failure of the composite during tensile deformation originates from interface debonding between reinforcement TiC and matrixα-Mg,which are clearly shown in Fig.7(b).The dimples and cleavage were seen in matrix indicating ductile-brittle behavior(mixed mode).A widespread quantity of energy was consumed for forming microvoids(porosity),causing formation of cracks.Now failure occurs by coalescence of voids in the tensile stress part of them progressing across the grains as cleavage fracture.The fracture of the MMC started from the matrix as shown in Fig.7(b).
Also,some tearing ridges are observed on the fracture surface from Fig.7(b)and(c).The plastic deformation(at grain boundaries)occurred due to the presence of TiC in dimples and matrix alloy necked down to narrow ridge.This results the tensile strength increased as the TiC wt%increased,whereas,the ductility decreases.Apparently,the fracture mode of MMC is quasi-cleavage.But the fracture surface of MMC has less small cleavage planes than that of RZ5 Mg alloy,which results in a slight increase in ductility.The fractography results match with the results of the tensile test.
5.Conclusions
In-situ RZ5-10wt%TiC MMC synthesized through SHS method using argon.The following points are observed from the present study:
1.Fairly even distribution of TiC particles observed in RZ5-10wt%TiC MMC.
2.The hardness of RZ5-10wt%TiC MMC enhanced 50%compared to the unreinforced RZ5 alloy.
3.The tensile strength increased from 179MPa to 195MPa for RZ-10 wt%TiC composite.
4.RZ5-10wt%TiC MMC showed ductile-brittle(mixed mode)behavior with TiC reinforcement due to nature of bonding between matrix and hard particles.
[1]H.Y.Wang,Q.C.Jiang,X.L.Li,J.G.Wang,Scr.Mater.48(9)(2003)1349-1354.
[2]Q.F.Guan,H.Y.Wang,X.L.Li,Q.C.Jiang,J.Mater.Sci.39(16)(2004)5569-5572.
[3]H.Y.Wang,Q.C.Jiang,X.L.Li,F.Zhao,J.Alloys Compd.366(1)(2004)L9-L12.
[4]Q.C.Jiang,X.L.Li,H.Y.Wang,Scr.Mater.48(6)(2003)713-717.
[5]L.Q.Chen,Q.Dong,M.J.Zhao,J.Bi,N.Kanetake,Mater.Sci.Eng.:A 408(1)(2005)125-130.
[6]W.Cao,C.Zhang,T.Fan,D.Zhang,Mater.Trans.49(11)(2008)2686-2691.
[7]J.J.Wang,J.H.Guo,L.Q.Chen,Trans.Nonferrous Met.Soc.China 16(4)(2006)892-896.
[8]M.Shamekh,M.Pugh,M.Medraj,Mater.Chem.Phys.135(1)(2012)193-205.
[9]A.Contreras,V.H.Lopez,E.Bedolla,Scr.Mater.51(3)(2004)249-253.
[10]A.J.López,B.Torres,C.Taltavull,J.Rams,Mater.Des.43(2013)144-152.
[11]Z.Trojanová,V.Gärtnerová,P.Lukáˇc,Z.Drozd,J.Alloys Compd.378(1)(2004)19-26.
[12]D.J.Towle,C.M.Friend,Mater.Sci.Eng.:A 188(1)(1994)153-158.
[13]M.Cabibbo,Materials Science Forum,Vol.678,Trans Tech Publications,2011,pp.75-84.
[14]Z.Trojanová,Z.Száraz,F.Chmelík,P.Lukáˇc,J.Alloys Compd.504(2)(2010)L28-L30.
[15]P.M.Singh,J.J.Lewandowski,Metall.Mater.Trans.A 24(11)(1993)2531-2543.
 Journal of Magnesium and Alloys2018年1期
Journal of Magnesium and Alloys2018年1期
- Journal of Magnesium and Alloys的其它文章
- Microstructure and mechanical properties of Mg-Nd-Zn-Zr billet prepared by direct chill casting
- Structural and elastic properties of Mg3CuH0.6ternary hydride by ab initio study
- An investigation on the hardness and corrosion behavior of MWCNT/Mg composites and grain refined Mg
- Microstructure and texture evolution in LZ91 magnesium alloy during cold rolling
- Joining of AZ91 Mg alloy and Al6063 alloy sheets by friction stir welding
- Superhydrophobic surface of Mg alloys:A review