工业机器人在动力总成工厂智能化提升中的应用
2018-06-04 01:13东风日产乘用车公司PT技术部唐行虎马海涛
世界制造技术与装备市场 2018年2期
东风日产乘用车公司PT技术部 唐行虎 马海涛
通过导入工业机器人及其智能化配套设备,不但可以进一步提高柔性和生产效率,而且对保障作业者人身安全、改善作业环境、减轻劳动强度、节约材料消耗及降低生产成本等都有着十分重要的意义。
一、引言
工业机器人作为先进制造技术的典型代表,是集机械、电子、控制、计算机、传感器、人工智能等多学科先进技术于一体的重要现代化制造自动化装备。它具有高度的柔性和适应性,满足现代生产模式——小批量、多品种以及产品周期短和更新换代快的特点,对改变传统生产模式、提高产品质量和生产效率,实现柔性化生产和科学化生产有重要意义。目前国际上工业机器人主要分为日系和欧系,日系中主要有安川、FANUC、OTC、松下、不二越、川崎等;欧系中主要有德国的KUKA、瑞典的ABB、意大利的COMAU及奥地利IGM等。从机器人的发展趋势看,工业机器人不断向智能化方向发展,完全实现生产系统中机器人的群体协调和集成控制。工业机器人已经成为柔性制造系统(FMS)、工厂自动化(iFA)、计算机集成制造系统(CIMS)的自动工具。
工业机器人及其智能化设备在各个领域都有应用,但50%以上用在汽车制造领域。在汽车生产的冲压、焊装、涂装和总装等传统四大工艺都有工业机器人大量应用。随着智能化集成技术及自动化成套设备的快速发展,目前国内制造业人力成本基本上是以每年10%的比率攀升,导致产品制造成本也在不断升高,企业压力巨大。通过工业机器人导入提升生产线自动化水平,不但改善了之前存在的部分工位作业环境差、劳动强度大课题,同时也有效递减了作业人员数量,提升了生产线适应多机型的“柔性化”水平、生产效率和制造质量,其间接效益显著。还可以进一步提高产品质量和生产效率,而且对保障作业者人身安全、改善作业环境、减轻劳动强度、节约材料消耗及降低生产成本等都有着十分重要的意义。
东风日产乘用车公司发动机工厂于2006年建成并投产,后续经过逐年不断扩建及新工厂陆续投产,目前已经形成了年产超过100万台发动机和30万台变速箱的生产能力。前几年由于生产的产品类型比较单一、综合考虑人工成本相对偏低及行业智能化设备技术成熟度等原因,东风日产动力总成生产线自动化水平不是特别高,相对日产本部工厂甚至国内第一阵营主流厂家自动化水平都处于较低水平。
在新建项目中通过大量工业机器人及其智能化装备植入,并对既存各工程生产线开始实施以提升生产效率、人员递减为目的的自动化提升项目(iFA),提升发动机及变速箱生产线的自动化水平。生产理念,亟需改造成适应性强的柔性制造系统。本文重点讲述工业机器人在机加工生产线上广泛且多用途的应用实例。
二、工业自动化战略路线
东风日产动力总成制造自动化水平提升项目制定了总体战略和详细的实施路线(见图1),首先从把握现状课题开始,进行案例收集、自动化技术研究等,并检讨了未来发动机各生产线的理想姿态,制定Q、C、T等各方面目标——形成了高效、低成本、节能环保、品质提升的自动化改造策略,从而进一步提升技术力并为制造成本递减寻求突破口,确保在行业中的领航能力。
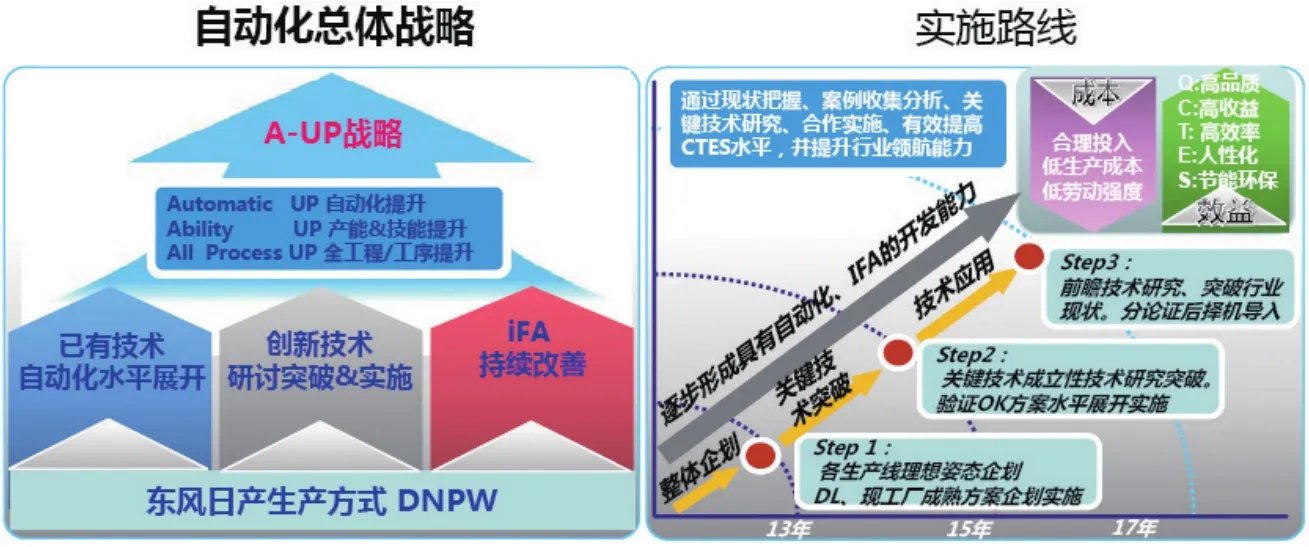
图1 工业自动化战略路线
实施中充分结合自身特点创新发挥工业机器人及其智能化设备在自动化方面的优势,使之在发动机及变速箱制造各工程领域得到灵活应用,不但解决了之前存在的突出课题,而且实施后经济效益和社会效益显著。
工业机器人及其自动化设备的技术改造方案主要有如下几方面:
(1)智能机器人清洗机。
(2)柔性加工单元(FMS)。
(3)柔性装配中心。
(4)机器人在测试线上的应用。
(5)机器人在铸造工厂的应用。
(6)基于移动机器人的同期生产体系建立。
三、机器人在发动机各工程的技术方案
1. 智能机器人清洗机
传统的清洗机普遍为专机,投资成本高,而且应对市场的变化能力较差,无法对应其他机种,设备维修使用成本偏高。清洗机转台在设备内部,所有的工装夹具都是针对单一设计,无法进行换型,而且不便于观察。清洗动作分为多个步骤,动作复杂且相互关联,调整与维修都有很大的困难。老的清洗专机占地面积较大,增加生产线平面图布置难度。
利用更新机会导入的新式机器人清洗机(见图2)可以改变这种情况,品种换型时只需要更换机械手夹爪即可对应。机器人同时具备机种识别功能,系统可以根据识别机种自动选择程序和切换夹具。在手动状态下,各个动作也能单独控制,用于清洗机检修与调节。机器人清洗机的优点:
(1)占地面积小。
(2)结构简单,维修简单成本低。
(3)机种切换便捷。
新式的机器人清洗机在内部构造有去毛刺、清洗和吹气三个工位,清洗流程与要求都可以满足技术式样,而且节拍有大幅度的提高。新式清洗机也便于推广到新生产线中。设备选用史陶比尔生产的TX200型工业机器人生产的机器人,防护等级为IP67,该机器人在空气湿度大和在水中应用有良好的防水性能。
同时,在清洗机内部采用机器人去除工件上残留的毛刺,颠覆传统的打磨或高压重新去毛刺方式,取得意想不到的效果。
机器人去毛刺柔性高,能针对不同凸轮轴孔出口形状的毛刺去除进行动作轨迹调整,同时还能实现毛刷直径磨损的自动补偿以延长毛刷寿命。另外,工作中不会产生噪声、水雾等环境问题。清洗机中机器人去毛刺工位原理如下:
(1)工件的上下料及定位结构。根据生产线的总体物流输送方式,可以采用自动滚道上下料,在自动滚道上安装顶升定位装置对工件进行定位,也可采用机器人搬送工件上下料,将工件装夹在定位夹具上对工件进行定位。
(2)机器人的选型。根据工件尺寸大小及毛刷机构的重量选择机器人,一般情况下,小型机器人即可使用要求。
(3)毛刷结构设计及机器人动作轨迹设计。首先根据缸盖凸轮轴孔出口的形状及尺寸,设计适当尺寸的毛刷机构,再进行毛刷动作轨迹的设计,同时加入毛刷直径磨损补偿功能。
2. 柔性加工单元
传统的专机生产线投资高,生产机型单一,且生产中受单台设备影响力大,设备由人手动上下料,换型时手动切换工件,因此对操作者来说劳动强度大,危险性较高。
机器人在整个模块加工单元中要完成以下任务(见图3):
(1)上下料的动作。
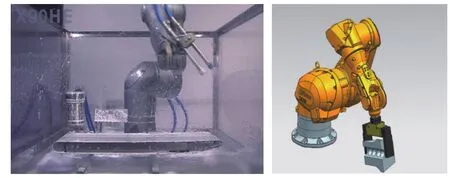
图2 清洗机中的机器人
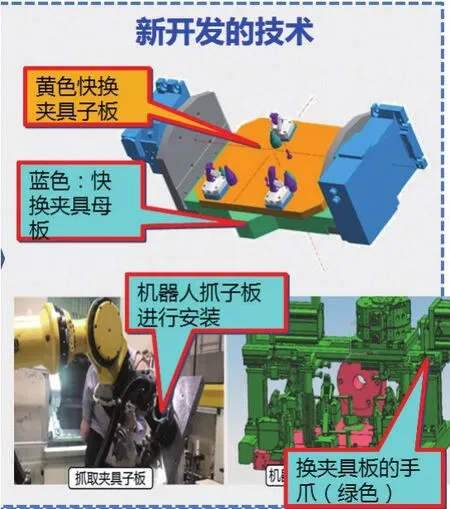
图3 柔性加工模块和夹具自动更换机器人
(2)具备机种识别和信息传递功能。
(3)完成夹具的快速自动切换。
AGV把工件输送到上料平台后,先进行机种识别,然后机械手抓取工件;同时对机种信息再次识别,进行防错确认;然后加工中心自动切换加工程序,对工件进行加工。6轴机器人抓取工件加工模块中的每台加工中心,都采用箱式快换夹具的方式,不同机型的产品可通过夹具的更换轻松地达到生产目的。液压夹具更换是通过机器人先把抓取工件的夹爪更换为抓取液压夹具的夹爪,然后直接对液压夹具进行更换,夹具自动更换时间从人工所需的6h降低到3min左右,效率提升99%。
3.柔性装配中心
发动机装配从传统的流水线升级为自动化、柔性化、智能化的装配中心模式,大量采用柔性装配机器人,协作机器人;全线基本采用自动搬送和安装,部分外装部品也采用自动安装;采用机器人安装、拧紧,柔性化程度高;通畅的物流供给:全线kit(短机、缸盖总成、线束、螺栓除外);装配线管理系统,全线设备在线管理。
现有的装配内容有:人工部品安装,部品涂胶在线外半自动/在线全自动进行,人工螺栓安装拧紧。存在不足:部品人工安装和螺栓人工安装自动化难实现,生产线的自动化受限。外装部品自动安装拧紧的局限:外装部品的自动化难实现,生产线的自动化受限。柔性化的局限:新机型和产量变化的对应时,专用设备改造量大,周期厂,投资高。
理想的状态: 开发部品自动安装、螺栓自动安装、自动涂胶、自动拧紧的自动化、柔性化的设备 。
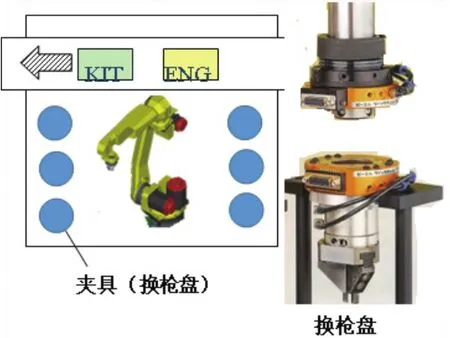
图 4
螺栓拧紧机器人采用可变距离拧紧枪,可换拧紧枪的设计结构,对应多种产品的螺栓拧紧装配(见图4);定位销压装柔性机器人,采用卧式压装姿态,定位销和导向套分别由两台自动上料机自动供料到取料点;机器人抓取销及导向套放置到暂存台上,然后切换拾取压头;气锤集成安装在压头上;压装气锤由机器人抓取,作业时机器人轻压保持不动;定位销和导向套有各自的压头(也可设计为一体),定位销和导向套由机器人拾取安放在压头上,能够一台设备对应多种型号的销子压装,柔性更好;机器人协作工位,通过视觉系统引导,两台以上的机器人共同作业,完成十多种部件的装配工序(见图5、图6)。
自动化方面的效果:台装配中心实现了部品自动安装、自动涂胶、自动检测、自动安装螺栓、自动拧紧的全工程自动化。
柔性化方面的效果:新机型增加通过换枪盘更换不同的抓手即可,产量提升增加相同的装配单元或将部品从装配单元中移出,由人工对应;产量减少,增加安装的部品数量。
4. 机器人在测试线上的应用
变速箱自动测试:在变速箱组装后总成上试验台架进行测试,传统作业是通过吊装,作业时间长,节拍满足不了整线的要求,时间要求50s,实际计算需要66s;作业员劳动强度大,为解决节拍问题和降低劳动强度,采用了机器人方式。
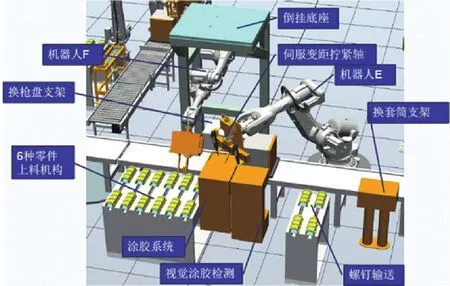
图5 机器人协作作业区
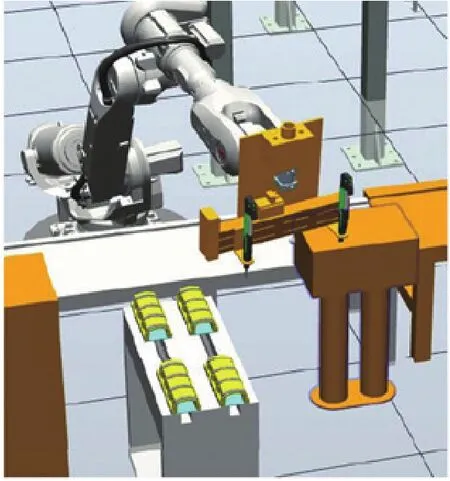
图6 机器人可变距拧紧作业区
为了应对产能需要及解决以上不足,最后研讨采用机器人上下料方案,很好地解决以上存在的问题,如图7所示。
变速箱在装配主线完成装配后输入到暂放台1,机器人通过PLC系统全自动控制分别根据试验台1、2的状态上料,同时将根据实验台工作状态将实验后的变速箱放到暂放台2上,暂放台2根据后面输送滚道的状况进行放料输送到下料工位。该方案较好解决了之前滚道方式存在的问题。
5.机器人在铸造工厂的应用
缸盖铸造车间的作业环境非常恶劣,高温,粉尘,重体力作业,迫切需要最大限度地用自动化机器人代替人工作业。缸盖铸造时铝液浇注温度在715℃以上,成形工件温度在400℃以上。原来采用助力装置取放工件,虽然有效防止员工与铸件直接接触,但在运转过程中高温需要作业员做好高温防护,本工位作业环境相对较差。通过改善导入自动取件系统,使用机器人自动下料和放置,利用视觉系统仿真模拟人工找准夹持位置,实现柔性自动化。
自动下料系统实施后,下料作业区域全部由机器人完成,员工完全与高温作业区域分开,大大减轻员工作业负荷,改善此工位作业环境。
该系统采用FANUC M-710iC/70机器人,最大承重可达70kg,6轴控制,最大服务2050mm,防护等级IP67(防尘防水),具有自动负载检测功能,配合FANUC iR Vision视觉系统,可实现视觉系统与机器人联动的智能化作业。
低压浇注自动下料系统主要包含以下内容:
(1)接取系统。浇注机自动脱模后,工件掉落在接工件托盘中。
(2)快冷装置。机器人通过视觉系统“看见工件”,抓取工件后,输送至工件快速冷却装置,冷却前半段利用汽化潜热带走大量热量,后半段利用水雾冷却实现继续冷却,20min可降320℃。
(3)刻印系统。通过与浇注机通信,利用刻印装置刻印2D码记录铸件信息,实现产品信息化,利于追溯和产品跟踪。
(4)自动装盘。利用iR vision进行数据采集,准确抓取工件和放置,省去通常为满足机器人的准确抓取必须采取的机械预定位夹具,具有很高的柔性,可以非常容易实现混流多产品生产。
该系统导入后,可实现下料高温区域无人化自动作业,直接取消员工接触高温工件作业,不仅可有效改善作业环境,而且可减少在制时间降低库存,实现同期生产和提升效率。
工件修整和加工:铸造缸盖在浇注成型过程中,根据结构需要,水套、进排气、顶盖需要砂芯成型。砂芯成型使用模具热芯盒成型,具有以下特点:
(1)温度高。模具270~280℃之间,砂芯温度180~200℃。
(2)效率高。砂芯烧结时间80~90s。
(3)修毛刺。砂芯芯头和模具结合面毛刺需修整。
采用人工修毛刺方法,具有温度高、节拍紧、人工修整存在品质差异方面的不足。从改善作业环境、效率提升和品质保证三方面结合,导入工业机器人系统,实现了整个工序对作业人员要求高的部分自动化作业。
机器人自动修芯和取件系统导入后,解决了原人工修砂芯面临高温、粉尘等作业恶劣环境的课题,而且提高了砂芯品质稳定性。实现柔性化生产,不同产品间程序预调试,切换线时仅需要更换模具和治具即可生产,能够适应各生产车型及节拍的变化,且不用担心人工误作业造成产品不良。
经过实践验证,此系统运行稳定,基本无故障,且产品品质稳定,从1人/台制芯机人员配置缩减至1人/6台制芯机,人员削减5/6。
发动机缸体在高压铸造时,为了得到较好的外观及内部质量,在完成品的基础上毛坯还设计有浇口,渣包、真空溢流槽等浇铸辅助系统。铸造制品取出后,为了得到接近成品的状态,需要对这些附带的部分进行去除。改善前该工序往往采用人工敲打去除的方式进行,存在工作负荷量大,节拍紧张,人为作业差异性大制品误损伤的不足和弊端。从降低人工负担、生产效率提升、产品品质保证方面考虑,导入工业机器人,完成和保证整个工序。
机器人浇口自动切断系统的主要工作内容:
(1)压铸机联动。通过与压铸机通信,机器人在收到工件铸造完成放置在暂放台的指令后,机器人移动到该位置抓取工件,进行下一步的切断及辅助工作。完成后回到原点待机位置,直至下一次循环。
(2)夹取装置。采用特制的适用于产品特殊外形的夹头,安装在机械人头部,完成对工件的无夹伤抓取。夹头适用于不同机种的发动机缸体,切换机种时更换少量专用治具即可。
(3)浇口切断机。机器人抓取工件至浇口切断机时,给其指令,安全门自动打开,机器人继续抓紧工件进入机器内部,到事先调试好的位置配合机床内的刀具及专用治具,进行切割和撞击,最终完成毛坯的浇口、渣包、真空溢流系统的去除,得到接近成品的状态。
通过机器人浇口自动切断整套系统的应用,实现了每次循环:制品由粗糙完整品的输入到接近成品的输出,全部自动完成,无需人工作业。大大减少了人工成本的投入,机器人的高重复精度也提高了产品一致性。
6.基于移动机器人的同期生产体系建立
移动式机器人(AGV)将实在的效益载入汽车制造业,适应现代制造技术要求柔性化、灵捷化、智能化及信息化的发展趋势。发动机装配线从加工部品下线到各种零件到装配线组装,移动式机器人的灵活应用使发动机装配的生产组织、信息管理和物流技术等方面都实现了质的飞跃。
传统的发动机装配线的生产模式以人的管理为中心,使得各个流程之间存在很多衔接的问题,为了避免对后工程的影响,往往建立大量的库存来避免各种异常造成后工程停线。为了要和整车生产顺序对应,还要进行二次倒运重新排序。另外市场需求越来越多样化,发动机的种类也随之增多,原来单一品种的生产模式无法适应市场的需求,需要一个对应发动机装配线内多品种混流的生产组织模式,产品的更新换代周期也不断缩短,如何快速的应对是提升企业竞争力的关键。
东风日产经过多年的探索和自主创新,通过现代的软件技术、网络通信技术、RFID技术等,以移动机器人技术为载体,形成了一套先进的发动机装配同期生产体系。主要包括生产指示系统、部品指示系统、信息化选装系统和品质追溯系统四个部分,在功能上相互独立,而在构造上集成一体,充分利用资源,减少投资。
以车辆订单为前提的生产计划来指导现场的生产,采用网络通信技术、数据库处理技术、RFID技术等信息技术建立一个不依赖于人的生产指示系统,把现场设备和指示系统高度集成,大大提高了生产效率和准确性,实现与整车同期生产。加工成品下线、部品仓库等根据装配生产机型顺序信息,提供相应的零件,通过移动式机器人自动运输到装配线指定工位上线组装。发动机总成基本按照整车厂要求的顺序下线并供给,替代了之前的人工配送、排序的方式。通过智能化的物流供给模式,柔性的配送网络,使内部物流的运输变得标准而简单。
移动式机器人(AGV)技术目前国内已经比较成熟,通过购买电动机、电池等关键部件,我司已具备自主研发、组装、调试能力。
四、结语
东风日产乘用车公司在动力总成(发动机和变速箱)制造领域的工厂自动化(iFA)项目经过2012年规划,一期项目2013~2015年分步实施,目前按计划推进中,已经完工投入使用,效果达到预期,产生了显著的经济效益和社会效益。□
猜你喜欢
机械工业标准化与质量(2022年9期)2022-09-30
石油沥青(2021年5期)2021-12-02
文化创新比较研究(2020年7期)2021-01-13
制造技术与机床(2019年7期)2019-07-22
铁道通信信号(2019年3期)2019-04-25
现代机械(2018年1期)2018-04-17
科学与财富(2016年28期)2016-10-14
工业设计(2016年6期)2016-04-17
焊接(2015年9期)2015-07-18
锻压装备与制造技术(2014年3期)2014-09-25