
英格索兰空压机组控制电路改造
2018-05-30 02:20滕严徵
设备管理与维修 2018年3期
滕严徵
(广西百色银海铝业有限责任公司,广西百色 533000)
0 引言
电解多功能天车是电解铝企业生产的主要设备,承担着电解槽出铝、更换阳极、提升母线、电解槽打壳等工作。多功能天车运行状况的好坏,将直接影响电解生产的正常进行。
供气系统是多功能天车主要系统之一,为打壳、阳极夹具开启、电解槽出铝、电解槽母线提升、多功能天车各机构行走轨道吹扫、料管下料等现场生产作业供气,如供气中断,这些生产作业活动将无法进行。供气系统的主体设备是空压机组,广西百色银海铝业有限责任公司电解铝生产车间多功能天车使用的空压机组有两种:英格索兰空压机组和沈阳伟纳空压机组。空压机组将空气压缩后,通过管路输送到各个用气装置。
1 英格索兰空压机组
英格索兰空压机组是由电机驱动的单级螺干式压缩机组,与其他用气附属设备用管路、导线连接在一起,安装在一个底座上组成一个集动力、控制为一体的空气压缩机箱式机组(图1)。英格索兰空压机组由电机、压缩机、风冷却器、油冷却器和油分离器等装置组成。
压缩机主机工作过程分为3个阶段:①吸气阶段;②压缩阶段;③排气阶段。空气经过空气进气滤清器后进入压缩机,压缩机对空气进行压缩,空气和润滑油的混合气体从压缩机排出后进入分离系统(油分离器)。混合气体流经分离系统后,空气和润滑油分离,分离后的润滑油流入油冷却器进行冷却,再经过油过滤器过滤后返回到润滑系统,同时分离后的空气流入风冷却器。压缩空气经过冷却后通过管路输送到各个用气设备。
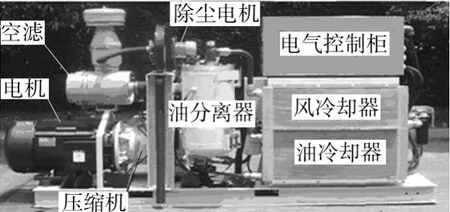
图1 英格索兰空压机组
2 存在的问题
广西百色银海铝业有限责任公司电解生产车间有6台英格索兰空压机组,空压机组的控制箱置于机组油冷却器和风冷却器的顶部(图1),控制指令、压力信号检测及反馈、故障信号等通过很多的控制线缆连接到多功能天车电源柜,连接线路电缆很多,现场的运行环境恶劣,高温、高粉尘环境下,常发生的故障:①控制箱内控制线路较多(图2),容易出现老化、绝缘性能降低,因设备运行多年,线路杂乱,出现线路故障时排查处理用时较长;②电气元器件在高温、高粉尘环境下运行性能下降,常出现故障造成机组停机;③在机组出现重大故障,需要拆卸检修时,必须将机组配电箱上的连接电缆全部拆出,工作量大,且因控制线缆接头较多,恢复接线时容易出现接错线路的情况,由于现场检修作业环境恶劣,作业强度大,工作效率较低。
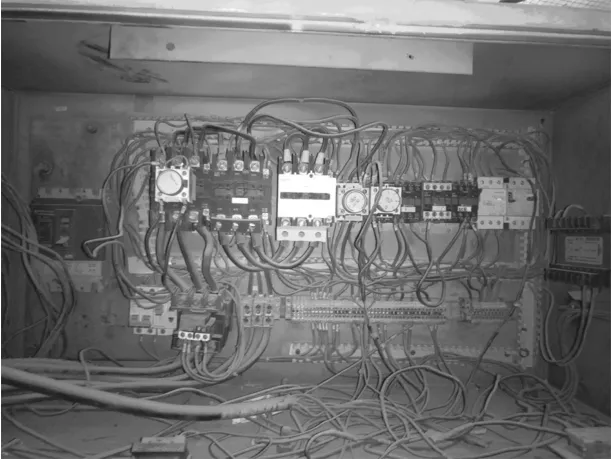
图2 空压机组控制箱(整改前)
3 空压机组控制线路改造
为减轻检修工作的强度,提高工作效率,针对机组在运行、检修维护过程中存在的问题,对英格索兰空压机组的控制电路进行改造,将控制箱与机组分离,电气元器件移至多功能天车配电柜内(图3),在不改变机组运行方式的前提下对线路进行简化,减少部分元器件的使用,延时器件用PLC程序计时器的虚拟装置替代,控制线路改由PLC程序控制(图4),减少控制线缆的使用,同时空压机机组上只配置一个端子箱,端子箱带有就地控制功能,在机组端子箱内配置航空快速插头的母接头,多功能天车配电柜连接的控制线缆采用航空快速插头的公插头,拆装时只需将快速插头拔出或插上即可完成作业。

图3 空压机组电路元件平面布置(整改后)
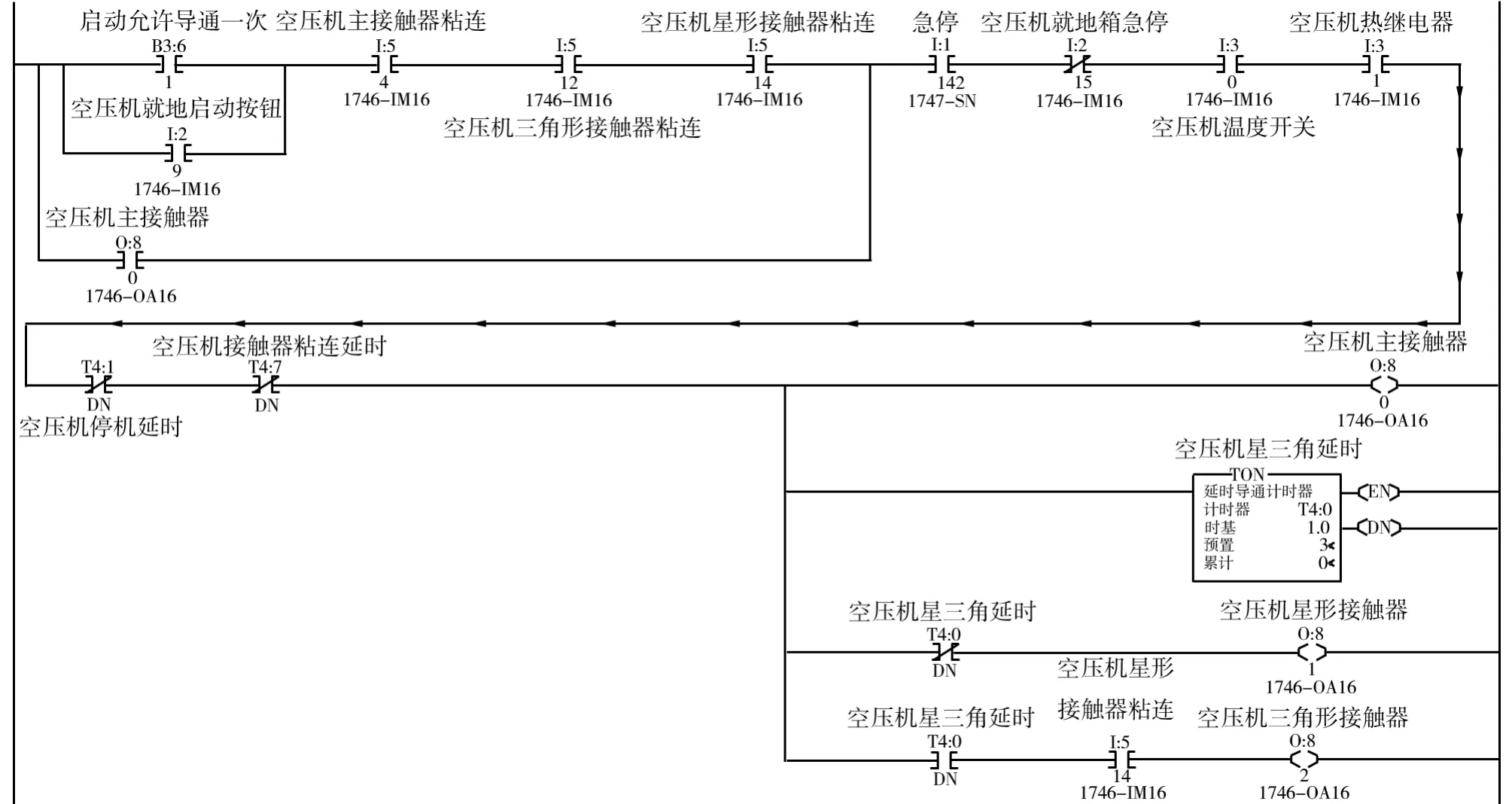
图4 PLC程序梯形图
在地面进行检修试机时,只需将配套的配电箱快速插头插上即可完成检修后的试机工作。
4 结语
英格索兰空压机组控制线路的改造,不会对空压机组控制线路的出厂设置产生任何影响,控制线路的改造采用PLC控制技术,提高了控制线路保护的可靠性,降低了检修维护成本,保证空压机组的正常运行,为电解车间的正常平稳生产提供了保障。
猜你喜欢
石油石化绿色低碳(2022年2期)2023-01-06
玩具世界(2022年1期)2022-06-05
节能与环保(2022年3期)2022-04-26
山东冶金(2019年6期)2020-01-06
活力(2019年17期)2019-11-26
制造技术与机床(2019年8期)2019-09-03
智慧少年(2018年10期)2018-12-24
江西建材(2018年1期)2018-04-04
中国质量监管(2016年10期)2016-07-10
柴油机设计与制造(2015年3期)2015-12-05
