
35 t/h吹风气余热回收装置原始开车烘炉
2018-05-25 02:51李少华
氮肥与合成气 2018年4期
李 勇,张 凯,李少华
(阜阳市节能化工工程有限公司,安徽阜阳 236030)
随着国家治理环境的力度越来越大,化工企业的环保投入也不断增加。间歇式煤制气生产企业使用吹风气余热回收利用装置进行节能环保方法有效,如何保证并延长主要装置的使用寿命,原始开车时的烘炉工作就显得十分重要。现就阜阳市节能化工工程有限公司为浙江某化工企业施工安装的35 t/h吹风气余热回收装置的烘炉工作进行总结。
1 装置能力
该化工企业有13台造气炉,配有合成弛放气、合成放空气,可产生35 t/h的高压蒸汽供其他岗位使用。配套燃烧炉为Φ7 824 mm×24 000 mm×12 mm。
2 烘炉工作
(1) 烘炉的目的
烘炉是为除去炉内耐火浇筑材料等中的水分,使浇筑材料在一定温度下达到陶瓷化,以达到提高燃烧炉的使用效果及寿命[1-2]。低温烘炉是为了除去燃烧炉中施工材料的绝大部分水分;高温烘炉是为了进一步提高燃烧炉内施工材料的强度,确保燃烧炉的使用寿命。
(2) 烘炉前准备
检查炉内施工结束后交接工作是否正常,确保无死角,检查与系统相连接的设备、管道、阀门是否正常、畅通,需要加盲板处是否已安装,确认无误后方可进入烘炉阶段。
(3) 烘炉阶段
整个过程分下部烘炉和上部烘炉两个阶段。下部烘炉阶段即烘干阶段,通过缓慢升温,使浇筑料等材料中所含95%左右的游离水、结晶水等水分缓慢逸出。此过程中应杜绝急剧升温、降温现象,以免出现水汽急剧蒸发而造成炉墙等出现裂缝、变形甚至坍塌的情况。上部烘炉阶段即烧结阶段,是使浇注料等材料晶格产生变化呈现陶瓷化现象[3-4]。烘炉进度计划如表1所示。
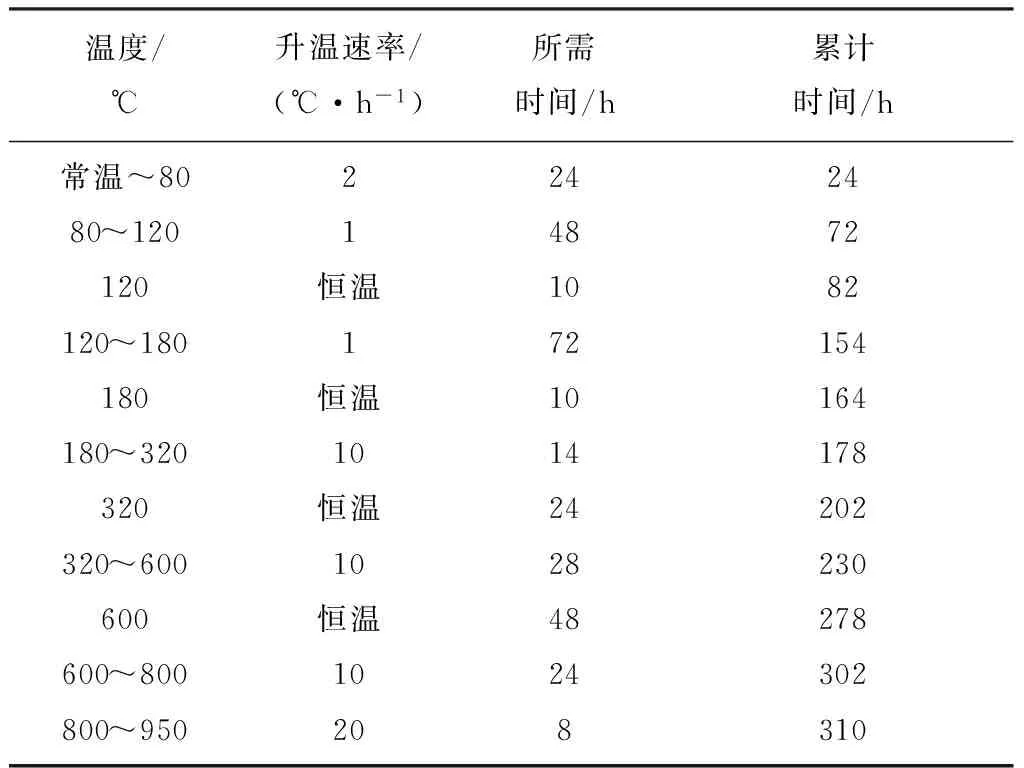
表1 烘炉进度计划
① 下部烘炉阶段
制作一简易燃烧装置放置于燃烧炉下部中间,点火前做好动火分析,数据合格后即可点火[5]。
严格按计划烘炉时间及温度进行操作,如有波动,采取以计划温度为准、时间顺延的原则。计划用时202 h,实际用时220 h。
② 上部烘炉阶段
使用燃烧炉上已安装完成的助燃混燃器,点火前整个燃烧炉系统必须置换彻底,做好动火分析,数据合格后即可点火,用鼓风机、引风机调节控制温度。上部烘炉阶段除控制好温度、升温时间外,特别要注意控制好上下层温差,做到燃烧炉的上下层温差越小越好。计划用时80 h,实际用时106 h。
3 烘炉效果
烘炉结束后降温,进入炉内检查,正常情况为炉墙等均无裂缝、变形、坍塌的现象。该装置运行至今,已2年有余,均未出现坍塌、裂缝及壁温超温的现象,说明运行状况良好。
燃烧炉烘炉的效果,是影响燃烧炉使用寿命的重要环节。低温烘炉是基础,高温烘炉是关键,不可偏颇,两者相辅相承,只有很好地结合,才能得到好的效果(个别单位不重视低温烘炉的重要性,强制缩短低温烘炉时间,快速升温结果造成烘炉结束后检查出现炉墙有裂缝、变形等不可挽回的问题)。从运行至今的效果来看,燃烧炉的使用寿命完全可以达到10年甚至更长。
参考文献
[1] 徐兰勇.吹风气余热回收系统工艺设计[J].山东化工,2015,44(24):118- 119.
[2] 彭春生.影响吹风气余热回收装置安全经济运行的因素探讨[J].中氮肥,2006(1):4- 7.
[3] 李虎,米晋斌.吹风气余热回收装置改造总结[J].化肥工业,2014,41(6):51- 53.
[4] 邢一德.低温节能型吹风气余热回收技术的应用与探讨[J].化肥工业,2008,35(2):54- 56.
[5] 刘乃仓,智勇,侯博亚.造气炉吹风气余热回收装置的节能技术改造[J].化肥设计,2010,48(4):51- 53.
猜你喜欢
舰船科学技术(2022年10期)2022-06-17
有色设备(2021年4期)2021-03-16
文萃报·周二版(2019年2期)2019-09-10
读者(2019年3期)2019-01-28
文苑(2018年22期)2018-11-15
文苑·经典美文(2018年11期)2018-11-14
电子制作(2017年8期)2017-06-05
中国公路(2017年12期)2017-02-06
应用化工(2014年4期)2014-08-16
中国火炬(2014年8期)2014-07-24
