弹架管除锈机的设计及应用
2018-05-23 10:10熊健
中国设备工程 2018年9期
熊健
(大庆油田射孔器材有限公司,黑龙江 大庆 163000)
弹架管是石油射孔行业使用的一种长约6.5米,壁厚约1.5毫米的空心合金钢管,它经过激光切割加工后成为各种尺寸的弹架,弹架装配上射孔弹后,才能进行油井射孔作业。现各种直径尺寸的薄壁钢弹架管在激光加工切割中使用越来越多,而很多弹架管的表面有铁锈,在激光切割前必须进行除锈处理,不然它会严重地影响弹架的加工质量,造成激光切割出的弹架表面毛刺大,切割不透等问题,有时甚至损坏激光切割机的重要部件感应头,给公司造成极大的经济损失。我公司的弹架管现采取人工用砂纸擦拭除锈的方法,虽简单,但效率低,劳动强度大,难以保证弹架管的除锈质量。考虑到这种情况,为生产需要,我们设计了一台用动力钢丝轮刷进行刷削的弹架除锈机。
1 结构简图及工作过程
弹架除锈机,主要由动力传动装置,钢丝轮刷装置,导向装置,液压送进装置,电器控制箱,防尘罩等组成。如下图1所示。
除锈前,将弹架管定位于中心架14上,移动块4粗调整,使钢丝轮刷接近弹架管,精调整三个螺杆10,使钢丝轮刷轻压在弹架管上,按下电器控制箱上启动按钮,电机13开始转动,主电机经减速皮带轮5使空心轴1转动,空心轴再带动T形槽盘3和移动块4转动,移动块4、调整杆10和钢丝轮刷15連接在一起,因此它们一同旋转。轻压在弹架管上的三个旋转的钢丝轮刷,利用钢丝的弹性力对弹架管表面进行刷削除锈,弹架利用液压送进装置,从左至右送进,到弹架送进完毕,此管除锈才算完成。
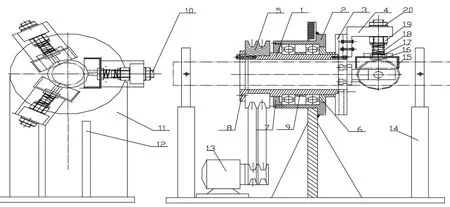
图1 装配图
2 钢丝轮刷去锈原理
钢丝轮刷可看成是一种多刃切削刀具,每根刷丝皆能进行切削加工,在弹架管表面和刷子钢丝接触的过程中,由于它们之间有相对较轻的挤压接触力,利用动力电机带动钢丝刷高速旋转,通过它们之间的相对运动,借助于钢丝刷对弹架管的连续摩擦、切削,对弹架钢管进行除锈,达到去除弹架管表面铁锈的目的。
3 设计方案的选择
主要针对如何提高除锈效率,考虑采用何种结构及运动方式。
方案一:弹架旋转送进,每个钢丝刷绕自身主主轴旋转。
从方案一上分析,弹架送进定位,需使用中心架。需要用使弹架转动和送进的动力装置,因弹架管长,有一定的弯曲,旋转时,摆动大,摩擦不充分,影响除锈效果。另外动力装置有一定重量,必须设计与弹架相应长度的送进导轨,三个钢丝轮刷的自转,需配备相应的动力系统,因考虑到相互间的位置关系,需独立的三个动力装置。
方案二:弹架直线送进,三个钢丝刷绕弹架管主轴作旋转运动。一方面三个钢丝刷在盘3的带动下,整体绕弹架管子中心旋转刷削,另一方面每个钢丝刷自身在不平衡切削力的作用下,绕自身轴线旋转,并作复合刷削运动。
从方案二分析,弹架送进定位,需使用中心架,送进需提供动力,三个钢丝轮刷的旋转,需配备动力装置,因是绕弹架管旋转,三个轮刷可设计成使用一个动力装置。
两种方案的效果对比如下表1所示。

表1
通过对两种方案的效果对比,我们选择了方案二。这种轮刷空套结构的优点在于(1)钢丝轮刷在绕弹架管公转的同时,也绕调整杆自转,这样可以使钢丝轮刷整个端面都可利用来进行磨擦、切屑除锈,提高了钢丝轮刷的使用寿命和除锈效果。(2)始终保持对弹架管的一定的摩擦力。新轮刷刚开始工作时,弹架管送进到位,弹架管与轮刷弹性接触,它对轮刷有一定的反作用力,迫使轮刷工作时离挡板1有3毫米左右的距离,轮刷使用一段时间以后,钢丝轮刷磨损变短后,不需要马上更换钢丝轮刷,而是轮刷在弹簧力的作用下,自动向挡板1移动进行补偿,从而使除锈效率得到提高。
4 动力传动装置
刷削除锈所需的力比较小,弹架与刷轮之间的冲击也不大,而且作用的力多为径向力,故选用了运转平稳,结构紧凑的深沟球轴承。轴承内环与空心轴采用过渡配合,两个轴承之间加装挡套9,增加空心轴1的支撑面,从而保证运转的平稳性。零件在轴上的轴向固定采用轴肩、轴端挡圈等形式。为防止空心轴转速过快,钢丝轮刷对弹架的冲击过大,选用了转速较低的电机,并用皮带轮进行一级减速。
5 液压送料方案

图2
本液压系统主要由油源供给部分、控制调节部分、辅助部分和执行部分组成。
除锈机送料运动的控制回路如图2所示,其工作原理为:这里只对其快退控制回路做一简单介绍。压力油经单向阀1到达三位四通电磁换向阀2,这时换向阀2右边电磁铁2DT通电,液压油经过外控单向阀3。单向阀8(可调节流阀9此刻不起作用)到达油缸右腔,使得右腔压力上升,此刻两位两通电磁换向阀7断电,油缸左腔压力回油通过换向阀7右端(此刻可调节流阀6,单向阀5不起作用),压力回油通过液控单向阀4、换向阀2回入油缸。该回路通过换向阀的电磁铁通电来控制油路方向,增加了两位两通换向阀7,利用它的通断来实现工进、快退不同速度的转换。
6 电气系统设计方案
除锈机电气控制主要有以下任务。
(1)与液压控制系统一起来协调控制各个运动部件的所要求的工作循环。(2)控制驱动电动机,控制油泵电机和吸尘电机的启动和停止等。
7 应用
根据设计图纸,我们制造了除锈样机,样机经过调试后,我们投入生产中进行试运行,1年多来,共完成了十多种直径型号,5万多米弹架管的除锈加工作业,经除锈后的弹架管,表面无铁锈附着情况,弹架管表面光亮平滑,适合激光切割要求。
8 结语
除锈方法改进后,通过对不同外径的射孔枪用弹架管进行表面除锈试验,经过数据比对分析,可以得出结论。
(1)采用钢丝轮刷对弹架管进行摩擦除锈,要比人工用砂纸擦拭除锈效果好。(2)采用钢丝轮刷装置的转速应控制在150转/分~200转/分。(3)弹簧的作用力要用行程调整螺杆控制,保证钢丝轮刷上的钢丝在弹架管表面弯曲不超过2mm。(4)效率高,除锈机的加工效率可达40米/小时,比改进前工效提高5倍。(5)劳动强度低,操作简便,同改造前比,现除锈操作人员由4人减少为1人。(6)弹架管除锈后合格率100%。
除锈机经过设计制造后,已经应用到生产中,经实践证明除锈机结构设计合理,性能良好可靠,操作方便,可以极大地减轻工人的劳动强度,完全满足使用要求,达到了预计的设计效果,可在同行业大力推广。
参考文献:
[1]徐灏主编.机械设计手册1[M].机械工业出版社.1988.
[2]增正明主编.机械工程材料手册—金属材料[M].机械工业出版社,2003.
[3]成大先 主编 《机械设计图册》 化学工业出版社 1997年.
[4]蔡春源 主编《机电液设计手册》 机械工业出版社1996年.
猜你喜欢
火箭推进(2022年5期)2022-10-19
化工管理(2021年7期)2021-05-13
科学技术与工程(2020年13期)2020-06-13
科学技术创新(2020年10期)2020-01-05
电子制作(2017年17期)2017-12-18
中国科技纵横(2016年14期)2016-10-10
电子制作(2016年19期)2016-08-24
新课程学习·下(2015年2期)2015-10-21
中国海上油气(2015年3期)2015-07-01
筑路机械与施工机械化(2014年2期)2014-03-01