
气泡、油泡和活性油质气泡在浮选中的应用和机理探讨
2018-05-02 11:13:00池汝安
金属矿山 2018年4期
周 芳 池汝安,3
(1.武汉工程大学化工与制药学院,湖北 武汉 430073;2.绿色化工过程省部共建教育部重点实验室,湖北 武汉 430073;3.中南大学资源加工与生物工程学院,湖南 长沙 410083)
浮选是一种基于矿物颗粒和气泡表面物理化学性质的物理-化学分离过程,这一分离过程的成功实现主要依赖于不同矿物颗粒的表面性质差异。浮选过程中,具有不同表面性质的矿物颗粒与气泡和水形成悬浮液,疏水性颗粒黏附于气泡表面,随着气泡的上浮,从悬浮液中“浮选”至悬浮液表面泡沫层中,这些负载颗粒的气泡被收集成为疏水性产品,而亲水性矿物颗粒则下沉,在浮选设备底部形成亲水性产品。浮选过程涉及固、液、气3相,整个过程非常复杂,不同矿物浮选分离取决于浮选体系中各种物理、化学以及机械因素的总和。Fuerstenau[1]曾经提出用一个包含浮选3元素的三角形来描述完整的浮选过程,如图1所示。

图1 浮选3要素Fig.1 Three factors of flotation
从图1可以看出,在浮选3要素中均存在气泡的身影,物理现象和化学控制中涉及气泡与矿粒的相互作用,机械要素中涉及气泡产生。气泡作为浮选载体在整个浮选过程中有着举足轻重的作用,气泡尺寸、气泡数量、气泡稳定性、气泡表面改性、气泡和矿物颗粒之间的相互作用、气泡动力学、气泡发生装置等均是目前浮选科研工作者们研究的热点[2-4]。
1 气泡、油泡、活性油质气泡浮选对比
1.1 气泡浮选
通常所说的浮选一般均指气泡浮选,即采用气泡作为矿物颗粒载体,这一技术已广泛应用于金属矿、非金属矿、煤、油砂和造纸业等需要颗粒分离和回收的行业中。最早现代意义上的浮选起源于1877年,Bessel兄弟向装有石墨混悬溶液的容器中鼓入空气,空气泡携带石墨到溶液表层,实现了石墨浮选。从此,气泡浮选成为浮选研究者的热点。气泡浮选技术中,气泡的大小、稳定性、表面性质等在浮选过程中有着举足轻重的作用。Warjito[5]采用实验室自制装置观察气泡直径和溶液中松油浓度对气泡动力学的影响,发现浮选过程中的气泡运动可以分为加速阶段、减速阶段和稳定阶段3个阶段,可以人为在溶液中添加松油改变液体表面张力,从而使气泡变小,气泡运动速度减慢。当有松油存在时,气泡达到稳定阶段所需时间更短。通过控制气泡发生器出气孔的直径可以调节气泡的大小。这仅仅是简单地改变气泡的尺寸,针对气泡大小方面,近年来很多科学研究者提出了微泡浮选[6-7]。微泡浮选是通过旋流微泡静态浮选柱等浮选设备来控制气泡的直径、数量及分布。
针对气泡本身的深入研究与探讨已经成为浮选技术的一个研究热点,浮选工作者们做了大量的研究,如通过加入捕收剂、起泡剂、调整剂等浮选药剂来控制和调整气泡的稳定性和表面性质,也有通过改进浮选设备来控制气泡尺寸、数量等相关物理性质,最终达到提高浮选效率的目的。
1.2 油泡浮选
油泡浮选是以油泡代替传统气泡作为浮选载体。油泡浮选技术最早由Gomez、Maiolo和Pelton[8-9]提出,并应用于废纸脱墨工艺中,具体是在气泡或氮气泡表层包裹一层硅油,利用喷雾技术制造油泡来增强脱墨效果。其试验结果表明,相对纯粹的气泡,油泡有利于气泡与固体颗粒之间的液膜破裂,增强油泡与颗粒间作用,从而提高浮选效果。相比于常规的气泡和油滴浮选,油泡浮选是浮选技术的一大进步。
加拿大Alberta大学的Wheelock课题组[10-11]提出在选煤过程中用空气促进油凝聚,从而减少油消耗量,加强煤选。在这个过程中,少量的空气伴随煤油一起进入煤浆中,形成很细小的气泡,同时煤油覆盖于这些细小气泡表面形成油泡,作为浮选载体负载疏水性煤颗粒形成紧密的气-油-煤团聚体。实验结果表明,通过这种方式可以有效地在浮选液面表层获得灰分含量很低的精煤,底层则主要是灰分组成的矿物。Wheelock课题组针对此项技术设计了一种油泡产生装置,如图2所示[12]。
2003年,Wallwork课题组[13]采用加热管加热煤油至产生煤油蒸汽,煤油蒸汽伴随空气流一起进入浮选装置,浮选回收油砂矿。此项技术中的油泡产生装置如图3所示。

图2 Wheelock课题组设计的油泡产生装置Fig.2 Oil bubble generation equipment designedby Wheelock research group

图3 Wallwork课题组设计的油泡产生装置Fig.3 Oil bubble generation equipment designedby Wallwork research group
2012年,中国矿业大学王永田等[14-15]采用煤油作为捕收剂,仲辛醇作为起泡剂,设计了一种油泡选煤系统,如图4所示。油泡产生原理与Wallwork及Wallwork课题组所制造的油泡产生装置中油泡产生原理类似,采用加热方式获得煤油蒸汽,使其和空气一起进入浮选体系,从而形成油泡。在高温蒸发过程中,煤油发生氧化反应,生成多种含氧化合物,这些含氧化合物的存在提高了煤表面的疏水性,从而大幅提高了煤泥的浮选效率和产品质量。

图4 油泡选煤装置Fig.4 Coal cleaning equipment by oil bubble
1.3 活性油质气泡浮选
在油泡浮选的基础上,加拿大Alberta大学的徐政和教授课题组[16-20]提出了一种活性油质气泡浮选的新概念,通过调整活性油质气泡表面油膜中的药剂类型和含量,调整活性油质气泡的表面性质,促进细颗粒团聚,实现高效浮选。活性油质气泡浮选技术是利用活性油质气泡取代传统的空气泡在浮选中作为矿物颗粒浮选载体,通过不同矿物颗粒之间的可浮性差异,负载可浮矿物颗粒上浮,实现疏水性矿物与亲水性矿物的分离。该技术与油泡浮选又有一定的区别,油泡浮选中,多是采用煤油这种烃油类捕收剂做油泡。而活性油质气泡浮选是油泡浮选技术的改进,将不同油溶性捕收剂添加到油泡表层中的油膜中,控制油泡表面性能,如图5所示。

图5 油浮选、气泡浮选、油泡浮选、活性油质气泡浮选对比Fig.5 Comparison among oil flotation,air bubble flotation,oil bubble flotation and reactive oily bubble flotation
图5中:油浮选以油滴为浮选载体,捕收剂加在矿浆中,捕收剂与油、水和矿石一起搅拌,由于捕收剂存在于矿浆中,与矿物表面没有直接接触,可能与矿浆中存在的其他物质(如抑制剂、调整剂或矿物的溶解组分)作用降低捕收剂的捕收性能,阻碍捕收剂与矿物的作用,从而降低选矿回收率;气泡浮选时,捕收剂仍然加在矿浆中,浮选载体由油滴变为气泡,相较于油浮选,节省了大量的油,但仍然存在油选捕收剂捕收效率低,容易失活的缺点;油泡浮选多用烃油类捕收剂制作气泡表层油膜,对于油泡浮选,如无捕收剂添加到浮选溶液中,则相对高效捕收剂的浮选体系,烃类油捕收性能稍弱,而如果将捕收剂添加到浮选溶液中,则也存在与油浮选类似的问题;活性油质气泡浮选是将捕收剂加入到某种中性油中,用此含有捕收剂的中性油附着于气泡表层形成活性油质气泡,由于捕收剂是加在气泡表层很薄的油膜之中,相对于加入矿浆中的传统浮选方式,捕收剂用量非常少,同时,可以根据不同需要和目的,任意调节中性油膜中捕收剂的种类和浓度。
加拿大Alberta大学的徐政和课题组为实现活性油质气泡浮选,设计了如图6所示浮选装置[22-26]。此项技术在针对石英、方铅矿、闪锌矿和氟碳铈矿的活性油质气泡浮选试验中均表现出比空气泡、油泡浮选更好的浮选性能。并利用此项技术,实现了磷灰石、白云石和石英的分选[16,18,19,21]。
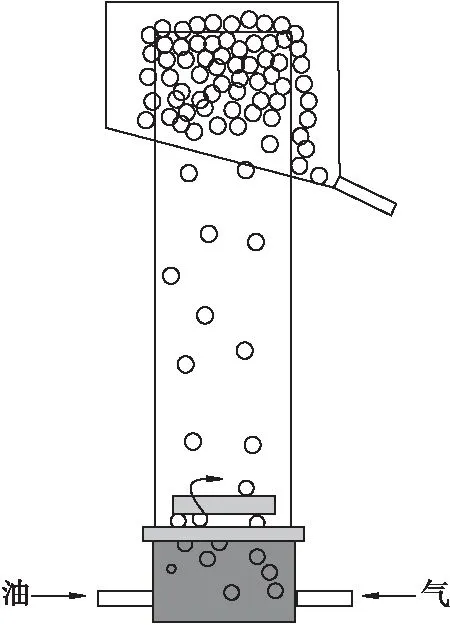
图6 活性油质气泡微浮选示意Fig.6 Schematic illustration of microflotationusing reactive oily bubble
2 浮选动力学
油滴和气泡作为浮选载体的传统浮选中,烃油类捕收剂直接加入水相中,多以液滴形式分散在矿浆中,矿浆中分散小液滴与矿物颗粒作用改变其表面性质,增加矿物的疏水性,再与气泡黏附。这一气泡与矿物颗粒因捕收剂发生作用的过程也被称作气泡矿化。在此过程中,仅有部分矿物颗粒可以直接黏附于气泡表面,大部分情况是油类捕收剂液滴排开水化膜在矿物表面铺展,将亲水性矿物颗粒表面变为疏水性表面。改变后的疏水性矿物颗粒再排开水化膜与气泡黏附。油泡浮选技术中,烃油类捕收剂也是先分散于水相中,完成改变固体颗粒表面性质的过程,再以油泡为载体负载固体颗粒上浮。只是油泡与固体颗粒的作用过程相对气泡和油滴对矿物颗粒的作用更有优势。可以这么说,油滴、气泡和油泡浮选过程均可以分为2个步骤:①捕收剂与矿物颗粒作用,在矿物颗粒表面铺展,改变矿物颗粒表面性质;②油滴、气泡或油泡与表面性质改变后的固体颗粒作用、黏附,负载固体颗粒上浮,实现浮选,如图7所示。

图7 常规浮选步骤Fig.7 Conventional flotation steps
活性油质气泡与矿物颗粒的作用是在油膜与矿物颗粒吸附的同时活性油质气泡也与矿物黏附在一起,是一步完成气泡与矿物颗粒的相互作用,将传统浮选技术中的2步减少为1步,减少了黏附功。其次,捕收剂不直接添加到矿浆中,可以最大程度降低脉石矿物的活化。捕收剂存在于活性油质气泡表面油膜中,水相中(矿浆中)存在的捕收剂就少。比起常规浮选,捕收剂在矿浆中脉石矿物上吸附量非常低,这样可以有效地降低捕收剂的消耗量,降低捕收剂失活的可能性。活性油质气泡浮选技术是活性油质气泡直接与矿物颗粒碰撞吸附,避免了捕收剂与起泡剂、抑制剂、调整剂等其他药剂发生作用,降低捕收剂活性。活性油质气泡表面的捕收剂分子与矿物颗粒疏水表面质点之间存在着某种特殊的化学作用或者电化学作用,只有疏水性的矿物颗粒被活性油质气泡捕获,亲水性矿物颗粒不被捕获,因此活性油质气泡的选择性也相对更高。
3 气泡表面性质
气泡浮选通常指空气泡浮选,其所包含气体成分相同,因此气泡的表面性质多由气泡的尺寸来确定,这也是目前浮选工作者们的研究热点——微泡浮选[6,22,23]。特点是通过减小气泡尺寸来提高浮选回收率和浮选选择性。气泡大小与发泡方式、表面张力、流体力等相关[23]。其中表面张力、流体力等均涉及溶液中的添加剂等,本文着眼于气泡本身,这里就不一一赘述。在常规药剂的使用下,气泡的大小主要与发泡方式相关,如充气式、机械搅拌吸入、真空析出、电解、微孔吸入等。这几种方法中电解可获得直径为0.02~0.06 mm的气泡,而常用的充气式可产生直径约2 mm的气泡[24]。而油泡浮选,油泡表面性质主要由表层油膜的性质所决定,与活性油质气泡有相似点,气泡表层包裹的油膜增加了气泡本身的疏水性,因此油泡比气泡有更好的浮选性能。
活性油质气泡浮选的特点就在于可以通过调整气泡表层油膜中捕收剂的种类和用量来改变活性油质气泡的表面性质。Zhou等[25]从油-水界面表面活性剂解离度这个角度分析了活性油质气泡的特征。通过测试表面电位对比了脂肪酸活性油质气泡与羟肟酸活性油质气泡的表面电性差异。
脂肪酸是一种可水解的弱酸性表面活性剂。在水相中,脂肪酸可以通过水解作用生成脂肪酸阴离子,其在水相中的水解方程式为

脂肪酸在水相中的酸解离常数Ka约为4.95[26-27],可得:
(1)
脂肪酸的解离度以α表示,则其酸解平衡时的解离度为
(2)
假定油-水界面的离子浓度分布符合Boltzma(玻尔兹曼)分布定律,即:
(3)
式中,c为EP时离子浓度,c0为EP=0时离子浓度,EP为外力场中的势能,K为玻尔兹曼常数。那么在外电势场内,EP为
EP=ZFφ0,
(4)
式中,Z为价电数,F为单位电荷电量,为油水界面电位,研究中以表面Zeta电位(ζ)代替,单位为V。将式(4)代入式(3),可得外电势场中离子的玻尔兹曼分布公式,为
(5)

(6)
将式(6)两边同时求取对数,得:
(7)
从而得到:
(8)
通过式(2)可获得脂肪酸解离度与pH的关系:
(9)
通过式(2)和式(8)得到脂肪酸解离度与油-水界面pHoil的关系:
(10)
将脂肪酸活性油质气泡表面电位随溶液pH的变化与式(9)和式(10)作图对比,见图8。
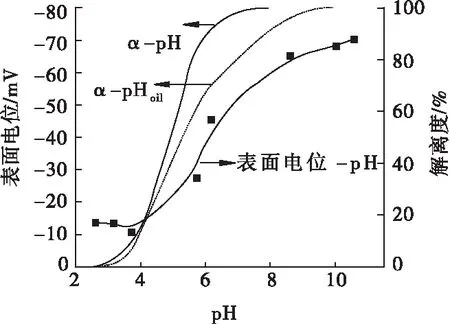
图8 脂肪酸活性油质气泡表面Zeta电位及脂肪酸解离度随pH变化趋势对比Fig.8 Comparison of Zeta potential of fatty acid reactiveoily bubble on degree of dissociation as a function of pH
由图8可以看出,α-pH曲线、α-pHoil曲线与脂肪酸活性油质气泡表面电位-pH曲线非常相似。说明当脂肪酸添加到煤油中形成活性油质气泡时,煤油-水界面吸附有表面活性剂,即脂肪酸。煤油-水界面表面电性与表面活性剂(脂肪酸)本身的性质相关,活性油质气泡的表面电性由煤油中添加的脂肪酸和溶液pH决定。因此这一结果说明合理调整活性油质气泡表层油膜中的捕收剂种类和浓度,可以灵活调控活性油质气泡表面性质。
4 气泡与颗粒的相互作用
气泡与颗粒之间如何相互作用、相互作用的强弱决定了整个浮选过程和浮选的分离效率,其相互作用规律受表面化学、胶体化学、流体力学、化学工程和水利工程等多种因素影响。气泡与颗粒的相互作用可分为3个过程:气泡与颗粒碰撞过程,颗粒在气泡表面黏附过程,颗粒从气泡表面脱附过程。而其中,颗粒在气泡表面的黏附是浮选的关键,决定了浮选中疏水性和亲水性矿物颗粒的浮选分离[28-29]。用于描述胶体分散体系稳定性的经典DLVO理论被用于解释矿粒-矿粒间和气泡-矿粒间的相互作用。Zhou等[19-21]通过DLVO理论分别计算了空气泡与磷灰石颗粒之间的范德华作用力和活性油质气泡与磷灰石颗粒之间的范德华作用力,如图9所示。

图9 磷灰石与不同气泡之间的范德华相互作用(R气泡=0.406 5 μm 和R磷灰石=0.543 2 μm)
Fig.9VanderWaalsinteractionbetween
apatiteanddifferentbubbles(R气泡=0.4065μmandR磷灰石=0.5432μm)
■—活性油质气泡;●—空气泡
从图9可以看出,活性油质气泡与磷灰石矿物颗粒之间为范德华引力,而气泡与磷灰石颗粒之间为范德华斥力,活性油质气泡由于在气泡表层附着了一层含有捕收剂的油膜,改变了气泡的范德华吸引能大小,将气泡浮选体系中的范德华排斥力改变为范德华引力,增强了气泡载体对矿物颗粒的黏附力,有利于浮选。
同时,Zhou等[19,21]也通过DLVO理论分别探讨了脂肪酸活性油质气泡对磷灰石和氟碳铈矿的黏附力。发现溶液在pH=4.6~11.2时,脂肪酸活性油质气泡捕收磷灰石能力较强,磷灰石与脂肪酸活性油质气泡在此区间聚合,随脂肪酸活性油质气泡上浮,实现浮选。对于氟碳铈矿来说,溶液pH=4.8~10,脂肪酸活性油质气泡对氟碳铈矿有较强捕收能力,可实现浮选。图10为不同pH条件下氟碳铈矿与不同气泡间的相互作用,从图10可以看出:无论何种溶液pH条件下,气泡与氟碳铈矿间的总势能始终在零分界线上方,呈正值,说明空气泡与氟碳铈矿为斥力,间接说明在传统气泡浮选中,空气泡与氟碳铈矿之间存在很大的斥力;脂肪酸活性油质气泡与氟碳铈矿间的总势能在整个计算作用距离范围内始终为负值,说明脂肪酸活性油质气泡与氟碳铈矿间为引力。图10直观地说明了,在不考虑其他势能的影响,仅考虑DLVO作用势能情况下,脂肪酸活性油质气泡相对空气泡对氟碳铈矿矿物颗粒有更强的捕收力,有利于浮选。
5 活性油质气泡在浮选中的应用
相较于常规气泡浮选,油泡浮选和活性油质气泡浮选由于气泡发生装置的限制,目前工业上应用较少,但是在实验室及小型试验中,大量实验结果证明了活性油质气泡浮选相较于气泡和油泡浮选的优越性。

图10 不同pH条件下氟碳铈矿与不同气泡之间的相互作用Fig.10 Interaction between bastnaesite anddifferent bubbles on different pH conditions △—pH=2.85,空气泡;□—pH=4.99,空气泡;○—pH=8.60,空气泡;▲—pH=2.85,脂肪酸活性油质气泡;■—pH=4.99,脂肪酸活
低阶煤的浮选中,Qu等[30]采用活性油质气泡浮选,考察了不同表面活性剂对活性油质气泡尺寸、对形成活性油泡油膜的柴油的表面张力和黏度的影响,发现表面活性剂的添加可减小油泡尺寸,降低柴油的表面张力,增加其黏度。同时,不同表面活性剂的添加对表面张力和黏度的改变也不同[31-35]。此外,该作者还对比了普通柴油油泡和添加了表面活性剂的柴油油泡即活性油质气泡对于低阶煤的浮选作用,结果表明,活性油质气泡对于低阶煤有更好的浮选效果。采用非离子型表面活性剂2-乙基己醇制备活性油质气泡,在总药剂用量为4.43 kg/t时,在较低的表面活性剂与柴油配比(表面活性剂与柴油质量比为0.023)下对低阶煤进行浮选,可获得可燃体回收率为78.83%的低灰精煤(灰分含量11.16%)。
Liu等[16-17]采用活性油质气泡进行了硫化矿的浮选试验,采用煤油为中性油载体,溶解不同的油溶性捕收剂棕榈酸钠(NaPa)、棕榈酸(HPa)、十二烷基黄原酸钾(KDX)、十二胺(DDA)和十二胺盐酸盐(DACl)制取不同的活性油质气泡,分别进行二氧化硅、方铅矿和闪锌矿的单矿物浮选试验,结果显示:不同捕收剂对活性油质气泡表面性质的影响主要由表面活性剂的离子化程度决定;DACl可以将油泡表面电性由负电转变为正电;pH=9时,DDA活性油质气泡与二氧化硅的相互作用非常强烈;KDX活性油质气泡对方铅矿的黏附作用较强,pH=4~10时,对闪锌矿的黏附作用较弱,对二氧化硅没有任何黏附作用。接触角测试结果显示,所有活性油质气泡与矿物表面的作用均强于传统的气泡,即活性油质气泡对矿物具有更强的捕收能力。在单矿物微型柱浮选试验中,利用活性油质气泡实现了矿物的选择性浮选。
Zhou等[19-21]提出了一种结合脂肪酸活性油质气泡和传统气泡浮选分离磷灰石、白云石和石英的新工艺。人工混合矿试验结果表明,溶液pH=9时,在1 mmol/L Na2SiO3存在下,采用活性油质气泡浮选可以从磷灰石、白云石和石英中分选出磷灰石。实际磷矿石柱浮选试验结果表明,脂肪酸活性油质气泡浮选磷灰石单矿物回收率均高于传统气泡浮选回收率。溶液pH=9.06时,脂肪酸活性油质气泡浮选磷灰石时精矿P2O5品位为35.67%,磷回收率达95.97 %。而Zhou等[10]也用脂肪酸活性油质气泡进行了氟碳铈矿单矿物浮选试验,浮选回收率达到60.5 %,远高于传统脂肪酸气泡浮选回收率(22.9%)。
6 结 语
对比了传统气泡、油泡、改进的活性油质气泡浮选3者的区别,从气泡表面性质、浮选动力学和气泡与颗粒的相互作用3个方面阐述了3种气泡的浮选机理,指出了活性优质气泡较传统气泡和油泡具有更加良好的矿物捕收能力,并分析了这种新技术在浮选工业中的应用。浮选过程是一个多学科交叉的研究领域,泡沫是浮选过程中重要的一环。浮选技术的不断发展与更新有利于解决结构复杂、矿物嵌布粒度更细、更难处理矿物资源的高效回收和利用。浮选载体的研究从浮选方法、浮选手段的角度为浮选行业开辟了一个崭新的研究领域。
[1] Fuerstenau M C,Jameson G J,Yoon R H.Froth flotation:a century of innovation[M].Englewood:Society for Mining Metallurgy & Exploration,2007.
[2] 李 振,刘炯天,王永田,等.浮选技术的发展现状及展望[J].金属矿山,2008(1):1-6.
Li Zhen,Liu Jiongtian,Wang Yongtian,et al.Development actuality and prospect of flotation technology[J].Metal Mine,2008(1):1-6.
[3] 邱冠周,伍喜庆,王毓华,等.近年浮选进展[J].金属矿山,2006(1):41-52.
Qiu Guanzhou,Wu Xiqing,Wang Yuhua,et al.Advance in flotation in recent years[J].Metal Mine,2006(1):41-52.
[4] 李小兵,郭 杰,周晓华,等.浮选气泡制造技术进展[J].选煤技术,2003(6):60-62.
Li Xiaobing,Guo Jie,Zhou Xiaohua,et al.Advance in bubble preparation technology of flotation[J].Coal Preparation Technology,2003(6):60-62.
[5] Warjito,Kautsar I P A.Effects of pine oil on dynamics of bubble in froth flotation[J].Applied Mechanics and Materials,2014,493:155-160.
[6] 刘华森,阳春华,王雅琳,等.微泡浮选中气泡尺寸影响分析与参数优化[J].矿业工程研究,2009,24(4):58-61.
Liu Huasen,Yang Chunhua,Wang Yalin,et al.Influence analysis and parameter optimization of bubble diameter in micro-bubbles flotation process[J].Mineral Engineering Research,2009,24(4):58-61.
[7] Poh P E,Ong W Y J,Lau E V,et al.Investigation on micro-bubble flotation and coagulation for the treatment of anaerobically treated palm oil mill effluent (POME)[J].Journal of Environmental Chemical Engineering,2014(2):1174-1181.
[8] Gomez C O,Acuna C,Finch J A,et al.Aerosol-enhanced flotation deinking of recycled paper-silicone oil offers an effective way of forming a layer on the bubble surface[J].Pulp & Paper,2001,102(10):28-30.
[9] Maiolo J A,Pelton R.Aerosol-enhanced flotation--a possible approach to improved flotation deinking[J].Journal of Pulp and Paper Science,1998,24(10):324-328.
[10] Shen M,& Wheelock T D.Coal agglomeration with microbubbles[J].Coal Preparation,2000,21(3):277-298.
[11] Shen M,Wheelock T.D.Development and scale-up of a gas-promoted oil agglomeration process for coal beneficiation[J].Minerals & Metallurgical Processing,2001,18(2):87-94.
[12] Wheelock T D,Meiyu S.Coal beneficiation by gas agglomeration:USA,6632258[P].2003-10-14.
[13] Wallwork V,Xu Z,Masliyah J.Bitumen recovery with oily air bubbles[J].The Canadian Journal of Chemical Engineering,2003,81(5),993-997.
[14] 于 伟,王永田.神府低阶煤油泡浮选试验研究[J].煤炭科学技术,2015,43(10):152-157.
Yu Wei,Wang Yongtian.Study on oil-bubbles flotation experiment with low rank Shenfu coal[J].Coal Science and Technology,2015,43(10):152-157.
[15] 李甜甜.伊泰低阶煤煤泥浮选实验研究[D].徐州:中国矿业大学,2014.
Li Tiantian.Study on Flotation of Yitai Low-Rank Coal Slime[D].Xuzhou:China University of Mining and Technology,2014.
[16] Liu J,Mak T,Zhou Z,et al.Fundamental study of reactive oily-bubble flotation[J].Minerals Engineering,2002,15(9):667-676.
[17] Liu J,Mak T,Zhou Z,et al.活性油泡浮选基础研究[J].国外金属矿选矿,2003(2):15-21.
Liu J,Mak T,Zhou Z,et al.Fundamental research on reactive oily bubble flotation[J].Metallic Ore Dressing Abroad,2003(2):15-21.
[18] Xu Z,Liu J,Zhou Z.Selective reactive oily bubble carriers in flotation processes and methods of generation and uses:USA,6959815 B2[P].2005-11-01.
[19] Zhou F,Wang L,Xu Z,et al.Application of reactive oily bubbles to bastnaesite flotation[J].Minerals Engineering,2014(10):139-145.
[20] Zhou F,Wang L,Xu Z,et al.Interaction of reactive oily bubble in flotation of bastnaesite[J].Journal of Rare Earths,2014,32(8):772-778.
[21] Zhou F,Wang L,Xu Z,et al.Reactive oily bubble technology for flotation of apatite,dolomite and quartz[J].International Journal of Mineral Processing,2015(5):74-81.
[22] Yoon R H.细粒浮选的进展——微泡浮选[J].国外金属矿选矿,1993(6):1-4.
Yoon R H.Advance in fine particle flotation-micro bubble flotation[J].Metallic Ore Dressing Abroad,1993(6):1-4.
[23] Dobby G S,Finch J A.Particle size dependence in flotation derived from a fundamental model of the capture process[J].International Journal of Mineral Processing,1987(3):241-260.
[24] Katkar D R,Mallikarjunan R,Venkatachalam S.细粒石英的电浮选[J].江西冶金,1992,12(1):62-64.
Katkar D R,Mallikarjunan R,Venkatachalam S.Electroflotation of fine quartz[J].Jiangxi Metallurgy,1992,12(1):62-64.
[25] Zhou F,Wang L,Xu Z,et al.Role of reactive oily bubble in apatite flotation[J].Colloids and Surfaces A:Physicochemical and Engineering Aspects,2017,513:11-19.
[26] Shibata J,Fuerstenau D W.Flocculation and flotation characteristics of fine hematite with sodium oleate[J].International Journal of Mineral Processing,2003(2):25-32.
[27] Brennand C P,Ha J K,Lindsay R C.Aroma properties and thresholds of some branched-chain and other minor volatile fatty acid occurring in milkfat and meat lipids[J].Journal of Sensory Studies,1989,4(2):105-120.
[28] Ralston J,Foenasiero D,Hays R.Bubble-particle attachment and detachment in flotation[J].International Journal of Mineral Processing,1999(6):133-164.
[29] Dai Z,Fornasiero D,Ralston J.Particle-bubble collision models-a review[J].Advances in Colloid and Interface Science,2000,85(2/3):231-256.
[30] Qu J,Tao X,He H,et al.Synergistic effect of surfactants and a collector on the flotation of a low rank coal[J].International Journal of Coal Preparation and Utilization,2015(1):14-24.
[31] 李芳积,曾兴兰.氟碳铈矿粗细分选新工艺[J].稀有金属,2003,27(4):482-485.
Li Fangji,Zeng Xinglan.Bastnasite separation process based on size fractions[J].Chinese Journal of Rare Metals,2003,27(4):482-485.
[32] 邱显扬,何晓娟,饶金山,等.油酸钠浮选氟碳铈矿机制研究[J].稀有金属,2013,37(3):422-428.
Qiu Xianyang,He Xiaojuan,Rao Jinshan,et al.Flotation mechanism of sodium oleate on bastnaesite[J].Chinese Journal of Rare Metals,2013,37(3):422-428.
[33] 刘炯天,周晓华,王永田,等.浮选设备评述[J].选煤技术,2003(6):25-33.
Liu Jiongtian,Zhou Xiaohua,Wang Yongtian,et al.Review on flotation equipment[J].Coal Preparation Technology,2003(6):25-33.
[34] Aldrich C,Marais C,Shean B J,et al.On-line monitoring and control of froth flotation system with machine vision:a review[J].International Journal of Mineral Processing,2010(4):1-13.
[35] Han H,Hu Y,Sun W,et al.Fatty acid flotation versus BHA flotation of tungsten minerals and their performance in flotation practice[J].International Journal of Mineral Processing,2017(9):22-29.
猜你喜欢
欣漾(2024年2期)2024-04-27 15:19:49
选煤技术(2022年1期)2022-04-19 11:15:12
选煤技术(2021年3期)2021-10-13 07:33:36
新潮电子(2021年7期)2021-08-14 15:53:12
建材发展导向(2021年13期)2021-07-28 07:14:48
中国化工贸易·中旬刊(2020年3期)2020-07-01 17:51:13
儿童故事画报·发现号趣味百科(2019年9期)2019-02-02 04:12:19
山东工业技术(2017年6期)2017-03-28 20:28:56
中国机械(2014年13期)2014-04-29 18:11:18
金属矿山(2014年7期)2014-03-20 14:19:52
