袋成型-充填-封口机刀座失效分析
2018-04-24 03:13刘艳梅王铁钢王书源戚厚军
天津职业技术师范大学学报 2018年1期
刘艳梅,王铁钢,王书源,冯 辉,刘 源,戚厚军
(1.天津职业技术师范大学天津市高速切削与精密加工重点实验室,天津 300222;2.天津一重电气自动化有限公司,天津 300457;3.中国科学院金属研究所,沈阳 110016)
袋成型-充填-封口机是量大面广的通用机械产品,该机采用各种塑料复合薄膜或单膜对物料进行包装。经过包装的商品可以防潮、防霉、防污染、防氧化,延长储存期,广泛应用于轻工、食品、药物、化工等行业[1]。一些企业为了在价格方面占有优势,往往采用劣质材料、偷工减料、减化生产工艺等手段降低成本,致使一些包装机质量低劣[2]。同时,封口机工作一段时间后会出现封口不牢或封口不平整等问题,导致封口质量不合格,进而影响最终产品合格率。
袋成型-充填-封口机利用包装袋的塑料材料具有热塑性能,进行加热加压的方法使袋口密封,这种方法称为热封[3]。热封时要求刀座有良好的热传导性能,并且配合良好,封口无皱褶、灼化和压穿现象[4]。某企业购买并使用两种型号袋成型-充填-封口机设备,该设备分别为两个厂家生产,均为热封。其中A企业生产的封口机封装寿命长,一般为3~5年,封口机价格较贵;B企业生产的封口机封装寿命短,一般为1~2年,封口机价格较便宜。由于封口机设备总价格较高,且为每天24 h高频率使用设备,该企业为了在以后选购封口机设备时有依据,要求对封口机失效原因进行分析。本文通过对比两种袋成型-充填-封口机刀座基体和表面防护层的化学成分、显微组织及显微硬度、热传导性能及耐磨性能,分析了封口机的失效原因。
1 试样制备及试验方法
对两种封口机刀座的表面和内部取样并分析。A企业封口机刀座取的样品命名为A,B企业封口机刀座取的样品命名为B。利用直读光谱仪分析A、B样品基体的化学成分,确定材料牌号;利用ZEISS Axiovert 40 MAT光学显微镜观察基体材料的显微组织和刀面表面防护层的形貌特征。利用SHIMADZU EPMA-1610电子探针能谱仪分析防护层的微区成分。利用WILSON 402MVD显微硬度计分析样品基体及表面防护层的显微硬度。应用Micro-image Analysis-Process System(Release Ver.5.7)金相图像分析软件测量刀座表面防护层的厚度。
2 试验结果及分析
2.1 刀座基体化学成分分析
两种刀座内部的化学成分分析结果如表1所示。由表1可知,A封口机刀座的基体牌号为Q345,为一种低合金高强度结构钢;B封口机刀座的基体牌号为45钢,为一种优质碳素钢。

表1 封口机刀座基体的化学成分%(wt)
图1为A刀座基体的显微组织。由图1可见,A刀座的显微组织均匀一致,组织为铁素体+珠光体,显微组织中铁素体和珠光体呈显著的带状分布。
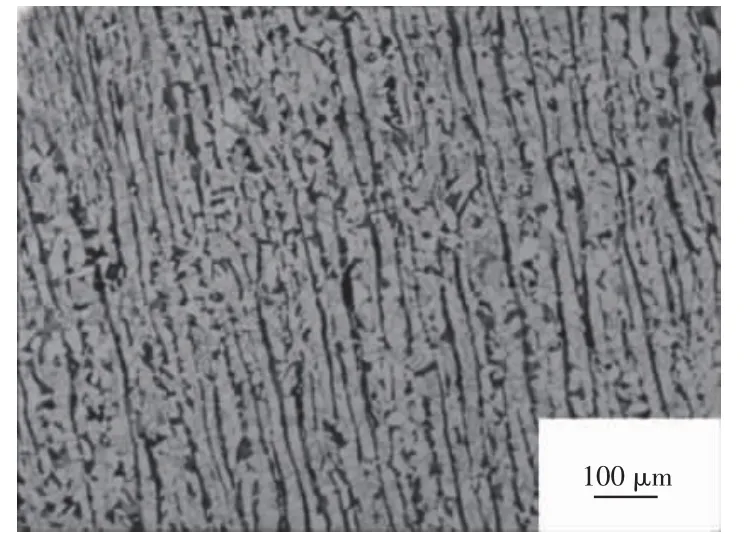
图1 A刀座基体的显微组织
图2为B刀座两个不同位置的显微组织。图2(a)组织为铁素体+回火索氏体,图2(b)为回火索氏体。不同位置显微组织存在差异,显微组织不均匀。
A刀座的显微组织为退火状态的组织,B刀座显微组织为正火+回火及经调质处理的组织。退火状态为近平衡态的组织,组织内部缺陷少,经退火处理的钢件热传导系数高于调质处理等其他热处理组织[5]。
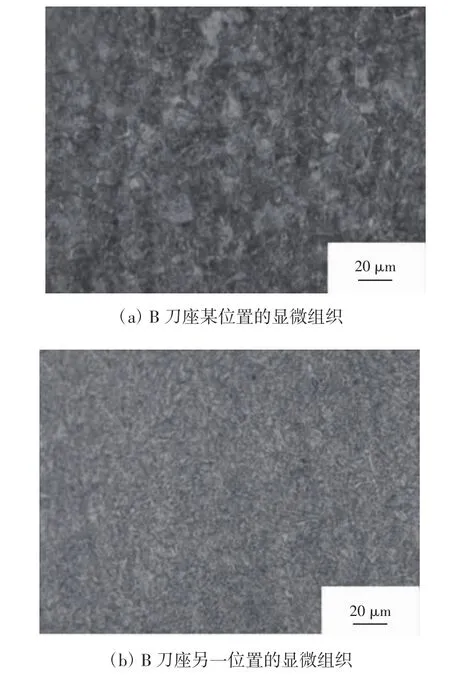
图2 B刀座基体两个不同部分的显微组织
2.2 刀座表面防护层特性分析
图3为A刀座表面防护层及显微组织形貌。图3(a)为样品抛光未腐蚀的形貌,防护层的厚度均匀,与基体结合良好,防护层的平均厚度为10 μm。图3(b)为该样品经过腐蚀后的显微组织,可见,样品的防护层与材料带状组织纵向垂直。
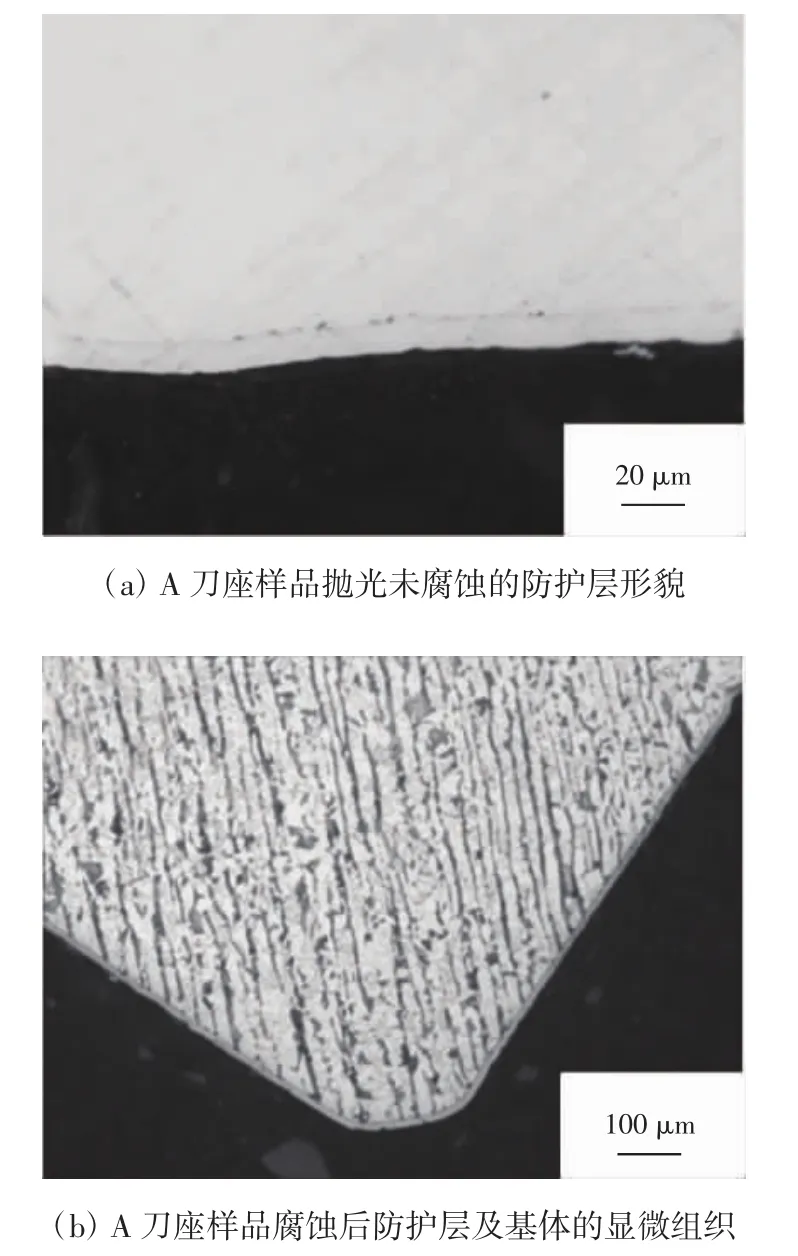
图3 A刀座表面防护层及显微组织形貌
表2为2种刀座表面防护层的化学成分分析结果,由表2可知,A刀座表面防护层为镍磷镀层。镍磷镀层具有高均匀性、高结合强度、高耐磨性、高耐腐蚀性、无漏镀缺陷等优点[6]。

表2 A封口机齿刀表面防护层的化学成分%(wt)
图4为B刀座表面的防护层的显微组织形貌,图4(a)是样品抛光后的形貌,图4(b)是样品腐蚀后的显微组织。可见,刀座表面存在处理层,但不连续,厚度不均匀,最薄处为0,最厚处约为10 μm。
表3为B刀座表面防护层的化学成分分析结果,可知刀座表层存在Cu、Zn、Al等元素,但由于该层较薄且极不均匀,无法确定表面处理层工艺。
2.3 硬度分析和耐磨性能定性分析

图4 B刀座表面防护层和显微组织
表4为封口机刀座表面及内部的显微硬度分析结果。由表4可见,A刀座内部硬度低于B刀座内部硬度,但A刀座表面硬度略高于B刀座表面硬度。A和B刀座表面硬度和耐磨性都高于内部,是刀座的耐磨防护层。

表3 B封口机刀座表面防护层的化学成分%(wt)

表4 封口机刀座硬度(Hv0.05)
2.4 A刀座失效形式分析
A封口机刀座接近中部的齿刀表面存在严重磨损区域,如图5所示。
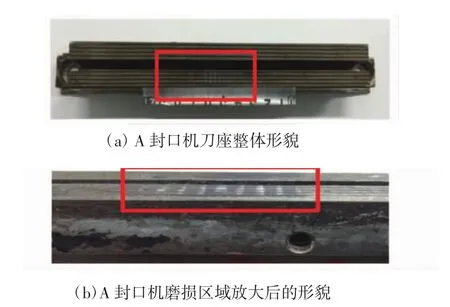
图5 A刀座磨损区域形貌
图5(b)为图5(a)方框区域放大的刀座形貌图。可见,封口机刀座有磨损现象。图6为该磨损区域的显微组织。可见,刀座的镍磷镀层磨损,刀座内部金属裸露。内部金属硬度低,耐磨性能差,会导致磨损加速,磨损到一定深度,封口机刀座失效。
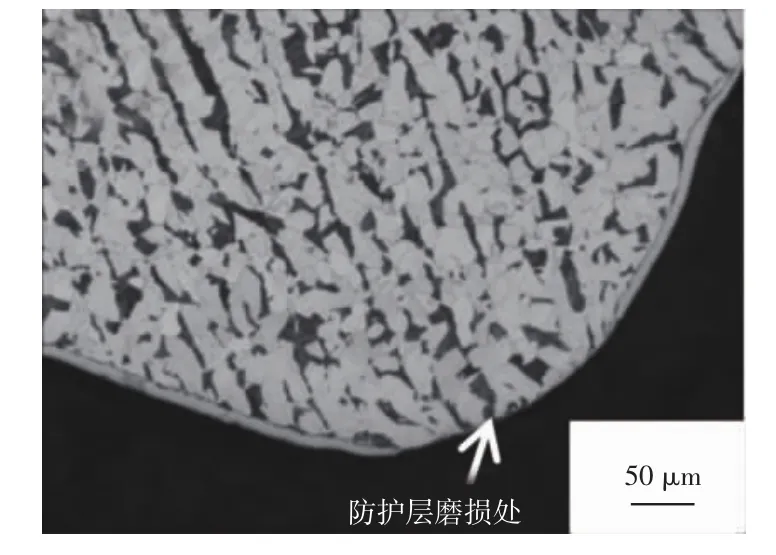
图6 A刀座磨损区域显微组织形貌
3 结果分析与讨论
采用成型-充填-封口机进行包装的封口处应平整,无皱褶、灼化和压穿现象。塑料袋的热封口强度应符合国家标准的规定[7]。封口机封口质量不合格的原因主要有以下几种:①封刀温度过高或过低,或温度不均匀,影响密封性能。②热封压力不合适,热封压力过大、过小或不均匀都会影响封口的密封。③热封薄膜质量有问题。如果复合里料不均匀,处理效果不好,并恰好出现在封口处,会影响封口质量。④封口速度过快,包装袋温度未升温到要求温度,会影响封口质量[8]。
后两种原因不是封口机自身问题引起的,已排除,不列入分析项。因此,只就前两种封口问题原因作为评估封口机封口质量的分析项,来探究两个厂家的封口机寿命不同的影响因素。
分析两种刀座内部的化学成分和组织可知,A封口机刀座的基体为牌号是Q345的低合金高强度结构钢,组织为铁素体+珠光体,各个部位均匀一致,为退火状态的组织[9]。B封口机刀座的基体为一种优质碳素钢,牌号45钢。显微组织不均匀、混杂,有些区域组织为回火索氏体,有些区域分布着少量铁素体或网状铁素体,为调质热处理不良后的组织,是原材料内部成分偏析及热处理时温度不均匀导致的结果[9-10]。退火状态为近平衡态的组织,组织内部缺陷少,较经过其他热处理的组织的导热系数高[11-12]。因此,A刀座的导热系数高于B刀座。同时,A刀座显微组织均匀,且带状组织垂直于刀座表面防护层,可以使刀座到达最好的导热效果。封口机刀座的温度稳定性、温度分布均匀性是决定封口机封口质量的重要因素;材料自身的导热率、比热容、线膨胀系数等参数又直接影响封口机工作时的加热速度和加热均匀性。显然,A刀座材料的选择和均匀的热处理后的材料组织都使得A刀座较B刀座的加热速度和均匀性更优良。
封口机刀座作为加工过程中直接接触包装袋的零部件,需要具有一定的耐磨性能。厂家应采用表面热处理或表面化学热处理的方式来提高刀座的耐磨性能。在一定条件下,单位滑动距离内磨损的体积与材料的硬度成反比[13-14]。A、B两个封口机刀座基体材质不同,A刀座内部硬度低于B刀座内部硬度,因此B刀座内部耐磨性高于A刀座内部。但耐磨性都不高,不是决定封口机寿命的决定因素。A、B两种封口机刀座都进行了表面强化,A刀座表面硬度高于B刀座表面硬度。A封口机的表面强化层为镍磷镀层,厚度均匀致密,有效提高了刀座的耐磨性,进而提高刀座的使用寿命;而B封口机的表面强化层的工艺不明,厚度不均匀,影响了封口机刀座的耐磨性能,进而影响刀座的使用寿命。B封口机刀座的镍磷镀层磨损,刀座内部金属裸露,导致刀座封口失效。随着封口机工作时间的增长,封口机刀座会出现不同程度的磨损,当磨损到一定程度时,就会出现刀面不平整,压合不均匀等问题。刀座的硬度和耐磨性能是影响封口机刀面和底座工作寿命的重要因素[8]。
研究表明:材料基体的耐磨性能不是决定刀座使用寿命的决定因素,而刀座表面的防护层的选择及质量才是决定刀座使用寿命的决定因素。因此,对封口机刀座材料进行高质量的防护层处理,可以提高封口机刀座的耐磨性能,进而提高刀座的使用寿命。
4 结论
(1)A封口机刀座的基体为牌号是Q345的低合金高强度结构钢,组织为退火状态的组织。B封口机刀座的基体为45钢,显微组织不均匀,为调质热处理不良后的组织。A刀座的导热系数高于B刀座。
(2)A、B两种封口机刀座都进行了表面强化。A封口机的表面强化层为镍磷镀层,厚度均匀致密,有效提高了刀座的耐磨性,进而提高刀座的使用寿命;而B封口机的表面强化层质量差,影响了封口机刀座的耐磨性能,进而影响刀座的使用寿命。
(3)A封口机刀座的镍磷镀层磨损,刀座内部金属裸露,刀座磨损量加大,导致刀座封口失效。
(4)对封口机刀座材料进行高质量的防护层处理,提高刀座的耐磨性能,可以提高刀座的使用寿命。
参考文献:
[1]机械工业包装机械产品质量监督检测中心.2004年袋成型-充填-封口机产品质量国家监督抽查结果[J].包装与食品机械,2004,22(3):51-52.
[2]李江.袋成型-充填-封口机产品质量行业状况分析[J].包装与食品机械,2006,24(2):50-53.
[3]黄颖.包装机械结构与设计[M].北京:化学工业出版社,2007.
[4]孙智慧,徐克非.包装机械概论[M].北京:印刷工业出版社,2007.
[5]ROGER N,LUMLEY,NATALIA D,et al.The role of alloy composition and T7 heat treatment in enhancing thermal conductivity of aluminum high pressure diecastings[J].Metallurgical and Materials Transactions A ,2013,44:1074-1086.
[6]李雪松,吴一,吴化.光亮剂对ZL101铝合金表面化学镀镍磷合金层的影响[J].铸造技术,2009,30(7):929-932.
[7]中华人民共和国国家发展和改革委员会.塑料袋热压式封口机(JB/T9086-2007)[J]. 包装与食品机械,2009,27(1):5-9.
[8]王雁.粮食加工设备维修[M].成都:西南交通大学出版社,2006.
[9]胡光立,谢希文.钢的热处理原理和工艺[M].西安:西北工业大学出版社,2010.
[10]李炯辉,林德成.金属材料金相图谱上册[M].北京:机械工业出版社,2006.
[11]SHANGINA D V,GUBICZA J,DODONY E,et al.Improvement of strength and conductivity in Cu-alloys with the application of high pressure torsion and subsequent heattreatments[J].Journal of Materials Science,2014,49:6674-6681.
[12]杨思一,吕广庶.渗流铸造泡沫铝合金性能的测试研究[J].材料工程,2005(3):52-54.
[13]刘家浚.材料磨损原理及其耐磨性[M].北京:清华大学出版社,1993.
[14]彭振,杜文栋.激光熔覆FeCoCrCuNiMoVSiB高熵合金涂层的制备和性能研究[J].江苏科技大学学报(自然科学版),2017,31(1):35-39.
猜你喜欢
广州化工(2022年20期)2022-12-01
石材(2022年3期)2022-06-01
石材(2022年3期)2022-06-01
军民两用技术与产品(2021年8期)2021-11-24
科学大众(2020年12期)2020-08-13
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
中国材料进展(2019年5期)2019-07-20
制造技术与机床(2019年4期)2019-04-04
BOSS食尚(2016年6期)2016-06-01