一起500 kV瓷柱式断路器弹簧操作机构机械故障导致合闸失败的原因分析
2018-04-24 01:25:27于柠源任庆帅和兆伟
通信电源技术 2018年2期
于柠源,任庆帅,和兆伟,华 涛
(国网山东省电力公司检修公司,山东 济南 250118)
1 BLG1002A型操作机构动作原理
断路器是能够关合、承载和开断正常回路条件下的电流并能关合、在规定时间内承载和开断异常回路条件下电流的开关装置[1]。它的关合、开断操作,由断路器操作机构的动作实现。
BLG 1002A型弹簧操作机构为北京ABB高压开关设备有限公司产品,结构如图1所示[2]。
1.合闸掣子装置;2.分闸掣子装置;3.分闸缓冲器;4.操作拐臂;5.凸轮盘;6.环形链条;7.合闸弹簧;8.弹簧轭架;9.锁钩;10-11.链轮;12.合闸缓冲器;13.拉杆;14.分闸弹簧。

图1 BLG 1002A型弹簧操作机构
当断路器分闸时,分闸掣子装置的掣子爪被释放,处于压缩状态的分闸弹簧经拉杆拉动操作拐臂向左运动,同时操作拐臂拉动断路器绝缘拉杆,实现分闸。操作拐臂的动作在终端位置经分闸缓冲器阻尼停止动作。当断路器合闸时,合闸掣子装置的掣子爪被释放,环形链条释放带动凸轮盘顺时针转动。凸轮盘旋转360°,并把操作拐臂向右推直至其与分闸掣子装置啮合。操作拐臂向右运动过程中推动断路器绝缘拉杆实现合闸,并经拉杆压缩分闸弹簧储能,操作拐臂的动作在运动终端由合闸缓冲器阻尼,合闸操作完成。
2 故障现象及现场处理过程
工作人员在对某500 kV线路送电过程中,该线路开关合闸后B相立即分闸,而A、C两相未分闸。读取录波数据发现,B相波形仅存在25 ms后即被切除。该时长与开关合-分时间吻合,故可判断开关B相合闸瞬间立即分闸。
在对开关各控制回路进行全面检测合格后,甩开所有二次回路,通过仪器直接加电给分、合闸线圈。操作几次后仍然出现合闸后立即分闸的情况,由此可以确定故障出现在机械部分。
由断路器操作机构的动作原理可知,操作拐臂由分闸位置到合闸位置是靠凸轮盘推动,最终被分闸掣子装置啮合保持完成。如果分闸掣子装置与操作拐臂无法有效啮合,则会导致断路器合闸后无法保持,出现立即分闸现象。依据机构动作原理及机械设计理论,有3个方面原因可能导致分闸掣子装置与操作拐臂无法有效啮合:一是分闸掣子装置机械性能不满足要求;二是操作拐臂尺寸不满足要求;三是凸轮盘尺寸不满足要求。
为确定故障部位,依次对分闸掣子装置、操作拐臂和凸轮盘更换并进行操作。发现,在未更换凸轮盘的情况下,均会出现合闸失败;而更换凸轮盘后,合闸失败的现象消失。因此,初步判定故障元件为凸轮盘。
3 故障原因分析
为分析透彻凸轮盘故障导致合闸失败的原因,首先需要深入了解BLG 1002A型操作机构在动作时分闸掣子装置、操作拐臂和凸轮盘的配合过程。
3.1 合闸过程各元件的动作配合介绍
图2为合闸状态下操作拐臂和分闸掣子装置的相对位置。正常合闸状态下,分闸掣子装置滚轴与操作拐臂锁钩啮合,阻止操作拐臂在分闸弹簧作用下向左运动,使断路器保持合闸状态。

图2 分闸掣子装置和操作拐臂相对位置
进行分闸操作时,分闸线圈通电。图3中,衔铁1撞击二级锁钩3,使其顺时针转动,二级锁钩3的动作使一级锁钩4发生顺时针偏转,进而导致滚轴2失去支撑,最终使得操作拐臂失去闭锁向左运动,拉动绝缘拉杆完成分闸。

图3 分闸掣子装置
由机构原理图可知,在合闸过程中,凸轮盘推动操作拐臂向右移动。由凸轮盘几何形状可知,它的边缘到转轴的直线尺寸直接影响操作拐臂的动作距离。若尺寸过小,操作拐臂动作距离过小,将导致分闸掣子装置滚轴与操作拐臂锁钩无法有效啮合。待凸轮盘与操作拐臂脱离后,操作拐臂将在分闸弹簧拉力下迅速向右动作。拉动绝缘拉杆将断路器触头断开,造成合闸失败。若凸轮盘尺寸过大,操作拐臂向右动作距离过大,将导致其回弹幅度过大,使得操作拐臂锁钩与分闸掣子装置滚轴撞击剧烈。长此以往,磨损严重,可能使啮合部位无法有效闭锁,也将造成合闸失败。
3.2 对更换元件的检查
首先对分闸掣子装置进行外观检查,无异常。对图3所示的各动作部件间的缝隙进行测量,1 mm塞尺无法塞入,确定各部件间啮合良好。使用掣子检测仪对分闸掣子装置机械性能进行检测,如图4所示,检测合格。
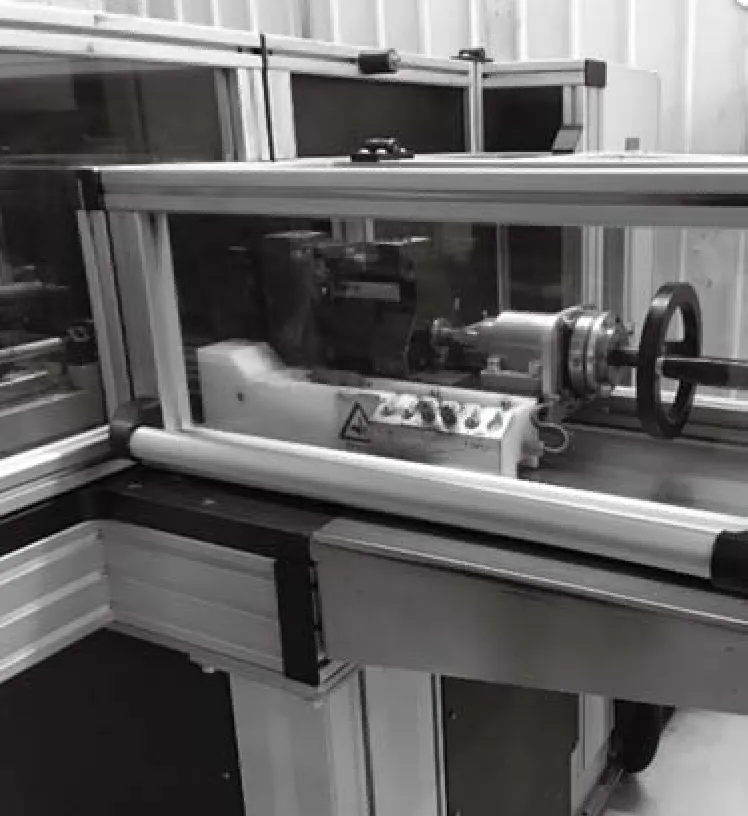
图4 分闸掣子装置机械性能检查
对操作拐臂进行外观检查,无异常。将它装配在同类型机构中进行模拟操作,动作正常,可确定操作拐臂完好。
使用三坐标法对凸轮盘尺寸进行检测,结果显示凸轮尺寸最大偏差-0.825mm,超出允许公差(±0.5mm),最大超差0.325mm,确定凸轮盘尺寸不合格。凸轮盘尺寸出现超差位置,如图5所示椭圆内部。凸轮盘尺寸过小部位直接导致操作拐臂运动距离偏小,大大增加了合闸失败的几率。
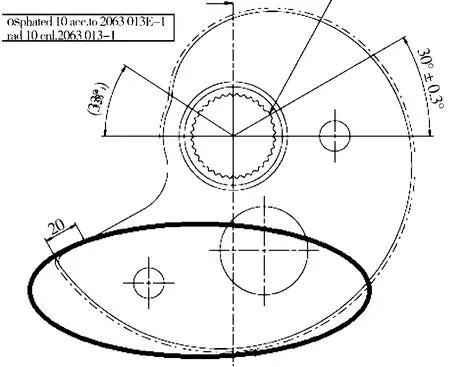
图5 凸轮超差位置
4 凸轮盘制作工艺
凸轮盘的尺寸直接影响BLG 1002A型操作机构在合闸操作完成瞬间能否对操作拐臂实现可靠闭锁,这对凸轮盘表面与操作拐臂接触部位的硬度和耐磨性能提出了很高要求。由ABB技术人员介绍,凸轮盘的主要材料为不锈钢。为增大零件韧性,使它在运行过程中不易发生断裂,该类型不锈钢的含碳量较小。但是,为了增加它表的面硬度,减小磨损,需增大表面部位的含碳量。
渗碳工艺[3-4]为金属材料一种常见的热处理工艺,广泛应用于机械制造行业。具体方法为:将低碳钢部件放于具有活性渗碳的介质内加热,在温度达到900~950℃的单相奥氏体区并保持足够长时间后,使介质中分解出的活性碳原子渗入钢件表面,再经淬火、表面回火等工艺,大幅提高钢件表面层硬度和耐磨性,而其他部分依然保持足够的韧性。
正常情况下,该类型凸轮盘的合格成品外表面采用2 mm渗碳工艺,正常寿命周期内不应因磨损导致零件误差过大。
5 结论及下一步措施
5.1 结论
通过对分闸掣子装置、操作拐臂和凸轮盘的检查试验,确定凸轮盘的尺寸误差过大为该次合闸失败故障的主要原因。技术人员已更换该开关三相机构的凸轮盘,且更换后的分、合闸操作无异常。
5.2 下一步措施
对更换下的凸轮盘进行磨损试验和硬度测试,分析其误差过大的原因,并列为典型案例,作为今后类似缺陷的处理依据。
对新上BLG 1002A型操作机构应加强出厂检测,设备运维管理单位要在出厂监造过程中予以特别关注,保证出厂验收合格。
为防止同类型在运操作机构出现相同故障,工作人员需全面排查所辖变电站的所有断路器,梳理同型号操作机构,并综合分析运行状态,对服役时间较长的设备列出检修计划进行维保,更换凸轮盘。
BLG 1002A型操作机构为ABB公司较老产品,目前已逐步被BLK 222型弹簧操作机构(如图6所示)所替代。由图6可知,BLK 222型弹簧操作机构无凸轮盘结构,而是由操作拐臂牵引偏心拐臂完成合闸。在行程末端,偏心拐臂由分闸掣子装置锁定,保持在合闸位置。零部件的轻微磨损对该类型结构的动作影响较小,使其动作更加可靠。

图6 BLK 222型弹簧操作机构
参考文献:
[1] 周 爽,杨月红,孙 进.交流高压断路器[M].北京:中国电力出版社,2015.
[2] 北京ABB高压开关设备有限公司.SF6断路器HPL 245-550B2和HPL 245-550TB2带BLG 1002A操作机构产品手册[Z].2004.
[3] Dukarevich I S,Gol’dshtein L Y.Chemical Heat Treatment of Carburized Helical Gear Wheels[J].Metal Science & Heat Treatment,1991,33(2):134-136.
[4] 内藤武志.渗碳淬火实用技术[M].北京:机械工业出版社,1985.
猜你喜欢
金属加工(热加工)(2022年9期)2022-09-20 06:16:16
科技与创新(2022年11期)2022-06-14 01:45:56
水电站机电技术(2021年12期)2021-12-21 03:12:50
设备管理与维修(2020年23期)2021-01-04 00:15:14
制造技术与机床(2019年8期)2019-09-03 01:15:02
数字通信世界(2019年3期)2019-04-19 12:42:14
精密制造与自动化(2018年1期)2018-04-12 07:42:50
制造技术与机床(2017年5期)2018-01-19 02:49:06
山西大同大学学报(自然科学版)(2016年2期)2016-12-12 03:19:33
电子制作(2016年11期)2016-11-07 08:43:37