ZJ118型卷接机组针板装配工装的设计
2018-04-02 08:38:03徐亚军
机械管理开发 2018年3期
徐亚军, 马 臣
(1.常德烟草机械有限责任公司, 湖南 常德 415000; 2.山东中烟青岛烟厂技改办, 山东 青岛 266000)
引言
ZJ118型卷接机组是我国第一台自主研发的卷烟机,具有技术先进、卷接质量好、有效作业率高、消耗少、噪音低、智能控制、自我诊断、操作便捷、维修方便等特点,整体技术及性能指标达到了中速卷接机组国际先进水平,是集成创新与自主研发相结合的成功范例,实现了国产卷接设备研制向质量、效率的转变,开启了国产烟机装备中国烟草时代。ZJ118转接机组取丝都是通过针辊来完成,针辊是由36块针板和回转辊组成,每块针板表面有160颗钢针,钢针与回转轴有一定的间隙,且成一倾斜角度[1]。如图1所示,针板通过2个规格为4×20的内六角圆柱头螺钉和2个橡胶圈来安装固定在回转辊上。在安装过程中钢针的锋利和倾斜角度导致橡胶圈套在内六角圆柱头螺钉出现扎手、操作不便等装配难点。基于传统装配的缺点和不便,本文设计了针板专用装配工装,其安装操作方便,解决了装配过程中钢针扎手的难题,提高了装配工作效率。
1 针板的传统装配过程及问题分析
图1所示的针板结构特征,现场装配用直径为3 mm的内六角扳手将内六角圆柱头螺钉缓缓送入针板的螺钉孔直至孔的底部,然后将针板翻过来,手动将橡胶圈缓慢套进内六角圆柱头至针板底部,最后将针板通过内六角圆柱头螺钉固定住回转辊上已完成对针板的装配[2]。
整个装配过程大概分三步完成,在步骤1的过程中由于内六角扳手常用为球头形状,易造成扳手内六角圆柱头螺钉直接分离,难以手动将螺钉送至针板的螺钉孔。步骤2的装配中,翻转针板的过程容易出现扎手现象,且将橡胶圈套入螺钉过程中螺钉没有固定在底孔,造成橡胶圈套入速度和效果降低。步骤3的过程,由于每块针板带有160颗锋利的钢针,没有合适的工装不便将其搬送到回转辊上并完成装置。另外,由于针辊是72颗外六角圆柱头螺钉以及72个橡胶圈将36块针板安装固定在回转辊上组成的,没有合适的工装来对其进行组装与安装,整个装配工作会耗费大量时间,无法满足必要的装配效率。还会导致被扎手的频率上升。因此,设计出较为简单、实用、易于现场操作的工装显得尤为重要。
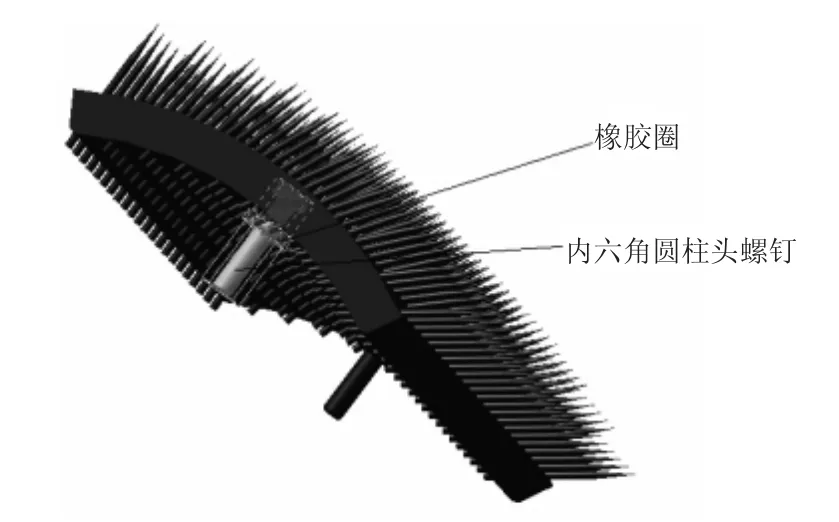
图1 ZJ118针板结构图
2 专用工装的设计
根据针板的结构以及72颗内六角圆柱头螺钉的特点,设计出了如下页图2所示的简易工装1。此工装主要由底座、手柄以及非球头外六角形状的固定杆组成。其中底座固定弧形;针板摇摆的方向,手柄方便针板的翻转,为套橡胶圈的装配做好准备;非球头外六角固定杆则是固定内六角圆柱头螺钉并将其送入针板上的螺钉孔。
根据橡胶圈的尺寸与结构特征设计出来如下页图3所示的简易装置2,工装2的内径略大于螺钉直径而外径略小于橡胶圈外径,这样能保证工装2能套入内六角圆柱头螺钉并将橡胶圈固定在针板上。最后针板通过配好的内六角圆柱头螺钉以及橡胶圈固定在回转辊上完成针辊的装配。
3 结论
根据车间装配人员的要求和装配对象的特点,设计了简易工装1和工装2。与传统装配方法相比,整套工装有如下优势:一是工装具有设计加工简单,装配操作灵活的特点,对装配技巧要求低,工装1手柄的设计满足了现场针板翻转要求;二是工装2采用了双向通孔设计,具有加工简单,节约生产成本的优点,装配橡胶圈时不用区分工装工作面,两边都可以完成对橡胶圈的装配;三是整套工装符合现场装配工作人员的要求,工装的操作简单、灵活且实用,简化了针板的装配过程,降低了针板钢针扎手的风险,降低了劳动强度,提高了装配效率。
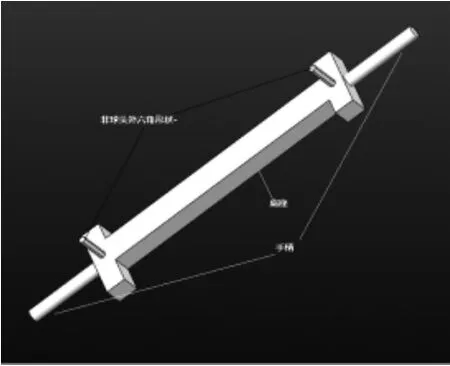
图2 简易工装1
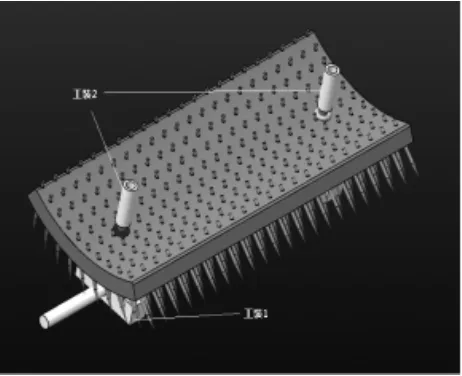
图3 橡胶圈装配图
[1]YJ17-YJ27卷接机组编写组.YJ17-YJ27卷接机组[M].北京:中国科学技术出版社,2001.
[2]常德烟草机械有限责任公司.ZJ118型卷接机组操作说明书[Z].常德:常德烟草机械有限责任公司,2011.
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30 10:48:04
橡塑技术与装备(2022年11期)2022-11-08 01:14:12
橡塑技术与装备(2022年9期)2022-09-05 14:50:14
隧道建设(中英文)(2022年3期)2022-04-20 01:55:12
防爆电机(2020年6期)2020-12-14 07:17:06
模具制造(2019年4期)2019-06-24 03:36:46
橡塑技术与装备(2018年17期)2018-09-01 06:59:26
山西教育·幼教(2017年2期)2017-04-23 06:56:47
作文大王·低年级(2017年4期)2017-04-10 00:43:01
科技资讯(2016年7期)2016-05-14 15:10:16