
一种渐开线双导程蜗杆数控车削程序应用
2018-03-30 08:24:13周志军
现代制造技术与装备 2018年2期
闫 涛 周志军
渐开线圆柱斜齿轮,当齿数很少而螺旋角很大时,可以看作渐开线圆柱蜗杆。渐开线圆柱蜗杆左右齿面的导程角相同,为普通渐开线圆柱蜗杆,导程角不同,则为渐开线双导程蜗杆[1]。本文根据文献[2]推导出了渐开线双导程圆柱蜗杆轴向齿廓曲线的表达式。
1 渐开线双导程蜗杆参数计算
从文献可知,渐开线圆柱蜗杆轴向齿廓右侧曲线的参数方程为:
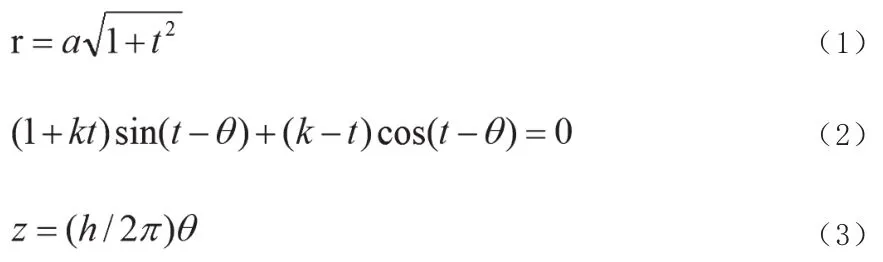
渐开线圆柱蜗杆轴向齿廓左侧曲线的参数方程为:
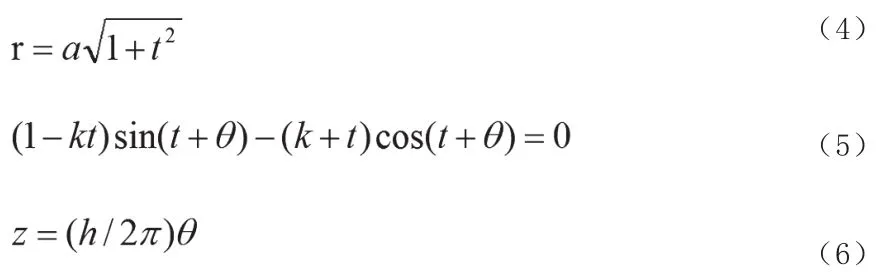
式中,r为齿廓上任意一点到轴线的距离,mm;Z为齿廓上任意一点的轴向坐标,mm;A为基圆半径,mm;H为螺距(或导程),mm;t、θ为参数,rad;k为与轴平面位置有关的常数。
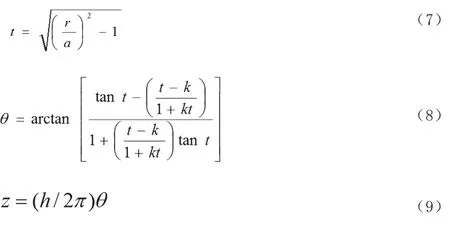
由于数控编程需要,将渐开线圆柱蜗杆右侧参数方程变形得:
由于数控编程需要,将渐开线圆柱蜗杆左侧参数方程变形得:
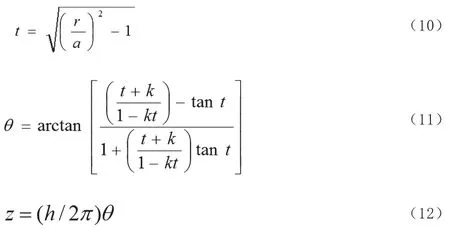
在数控编程中,将r值与的机床坐标系中的X轴坐标值对应;将z值与机床坐标系中的Z轴坐标值对应。
下面以某光热发电上的一种渐开线双导程蜗杆为例,计算出其轴向齿廓曲线上的若干个点,从而使机床根据具体坐标点车削蜗杆。具体蜗杆参数为:
公称轴向模数m=5,齿数Z1=1,齿形角α=15°,公称导程角γ1=3.8141°,公称导程角P1=15.708,左齿面导程Pz=15.551,左齿面导程角γz=3.4863°,右齿面导程Py=15.865,左齿面导程角γy=4.2011°。
对于渐开线双导程蜗杆而言,左右齿面侧导程在变化,需要在车削宏程序中加入不同导程参数,同时,车削加工时,对蜗杆齿面两侧分别车削,刀路相互嵌套,车削完成后齿面成形,为简化计算过程,取k=0.5。计算从齿顶(r=da/2)开始,到齿根结束,保持r的减量为0.01。针对渐开线双导程蜗杆右齿面参数方程,每个坐标点的机床计算过程如下:
(1)给定一个r,由式(7)计算出t;
(2)将计算出的t带入式(8),直接代入计算出θ;
(3)将θ代入式(9)中,计算出z,对应的计算切削至坐标点(r,z);
(4)程序判断r值是否到达齿根参数,如果没有,r=r-0.01继续代入循环以上三条计算指令,直到r到达齿根参数,循环终止。
根据上述计算方法,我们计算了渐开线双导程左齿面各个参数点坐标值,整个计算工作全部由数控车床根据宏程序自行完成,将左右齿面计算过程嵌套在同一循环中,用FUNAC程序语言编写。
2 数控机床渐开线双导程蜗杆程序编写
本文介绍的渐开线双导程蜗杆加工选用刀具为刀宽3mm外圆槽刀,计算参数中考虑刀宽因素,将左右齿面参数方程整合到同一车削宏程序中。同时,程序编写过程中,需要考虑机床对弧度是否识别问题,并做好相应单位换算。以下程序根据上述渐开线双导程蜗杆参数编写,具体如下:
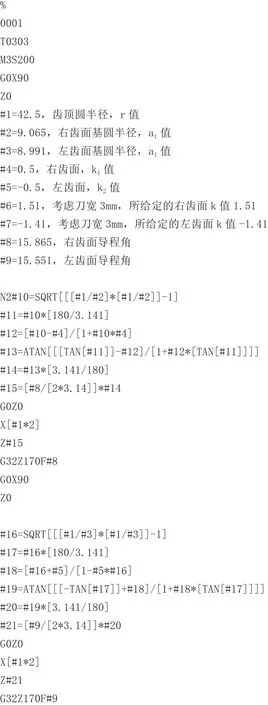
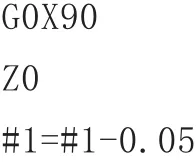
IF[#1GE38]GOTO2 判断X方向坐标是否达到给定值38,如果未达到继续循环N2
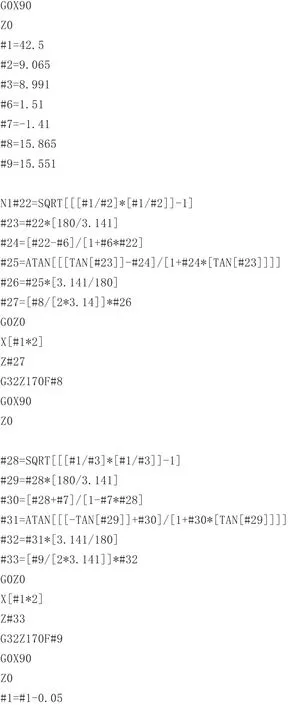
IF[#1GE32.5]GOTO1 判断X方向坐标是否达到齿根位置,如果未达到继续循环N1

3 结语
目前,渐开线双导程蜗杆在光热发电得到了非常广泛的应用。但传统的加工方式主要依靠铣削,利用旋风铣进行粗加工,再利用磨齿机对蜗杆齿面磨削精加工,加工时间及成本相对较高,同时机床成本投入较高,对于小型企业来说,设备投入负担较重[3]。而以上数控加工的宏程序已在数控车床上完成试切测试,齿形良好,完全可以用于蜗杆粗加工,能够快速、有效地完成蜗杆粗加工,精加工则需要选择成形刀进行精车,以精代磨,减少工艺工序,提高加工效率。
[1]《数学手册》编写组.数学手册[M].北京:高等教育出版社,1971:99-110.
[2]贾代金.一种车削渐开线圆柱蜗杆的新方法[J].新技术工艺,2000,(8):14-15.
[3]齿轮手册编委会.齿轮手册(下册)[M].北京:机械工业出版社,1990:156-160.
猜你喜欢
北京信息科技大学学报(自然科学版)(2022年6期)2023-01-12 10:00:38
重型机械(2020年3期)2020-08-24 08:31:46
装备制造技术(2020年12期)2020-05-22 09:25:24
机电工程(2020年1期)2020-03-04 06:06:48
制造技术与机床(2017年11期)2017-12-18 06:47:08
现代商贸工业(2017年22期)2017-09-13 16:58:20
现代商贸工业(2017年22期)2017-09-13 12:50:21
文理导航·教育研究与实践(2017年9期)2017-09-08 07:48:00
制造技术与机床(2017年3期)2017-06-23 08:11:24
武汉理工大学学报(交通科学与工程版)(2015年1期)2016-01-08 05:41:05
