
国产系统在航空关键结构件加工中的批量应用与性能提升*
2018-03-30 06:25房志亮刘本刚
制造技术与机床 2018年3期
房志亮 刘本刚
(航空工业沈阳飞机工业(集团)有限公司,辽宁 沈阳 110034)
作为数控机床的“大脑”,数控系统直接关系到航空企业生产机密和安全性,多年来对国外数控系统的严重依赖,使国内航空企业总处于被动地位,时刻担心国防安全[1]。为此,开展国产高档数控系统功能的深度开发,瞄准国际主流系统水平,开展与国际主流数控系统的对比试验及工艺优化技术研究,完善和提升高档数控系统的性能与功能,研制满足航空关键零件加工需求的系列化数控系统,形成面向航空领域典型复杂结构件加工的成套解决方案,并在飞机典型复杂结构件加工中进行示范应用,对保障航空制造业快速跨代发展具有重要意义。
1 数控系统功能深度开发与示范应用
以航空领域关键结构件加工为切入点,研制满足航空关键加工需求的高档数控系统,并形成系列化数控产品,扩展数控系统在飞机典型零件加工中的示范应用范围。针对航空结构件加工工艺特点,开展工艺参数及程序优化技术研究,形成面向航空典型结构件加工的成套工艺方案,增强国产高档数控系统对航空结构件加工中的适用性。
1.1 面向航空领域的国产系统关键技术研发与系列化产品研制
高档数控机床的性能主要体现在高速、精密、复合、多坐标联动和网络化通信功能[2],与之配套的数控系统要求具有优异的高速高精控制性能外,对自动补偿技术和自整定以及自诊断技术等配套应用技术也提出了更高的要求。同时,针对航空结构件钛合金材料难加工、铝合金材料去除率大、易变形、小批量多品种等加工特点,基于国产高档数控系统开展工艺参数及程序优化技术研究,有利于提高国产系统对航空复杂结构件加工的适应性。
1.2 高速高精度控制技术开发
高速高精度控制技术主要解决高速、高精和高表面质量轮廓加工过程的运动控制以及薄壁件加工过程中的非线性误差和复杂曲面加工运动光滑控制问题。
(1)高速高精集成功能。航空铝合金结构件高速加工追求的是高速、高精和高表面质量轮廓,但不同的加工类型所追求的侧重点不同,如果将与不同需求相匹配的加工工艺组合起来,抽象出不同加工策略,则可组成一个高速加工循环,如图1所示。该循环提供了满足三种不同加工需求相对应的加工策略,工件加工时仅需根据需求调用预定义的一个程序指令即可自动实现相关参数设置以与加工工艺匹配,充分发挥机床高速、高精性能,提高加工效率。
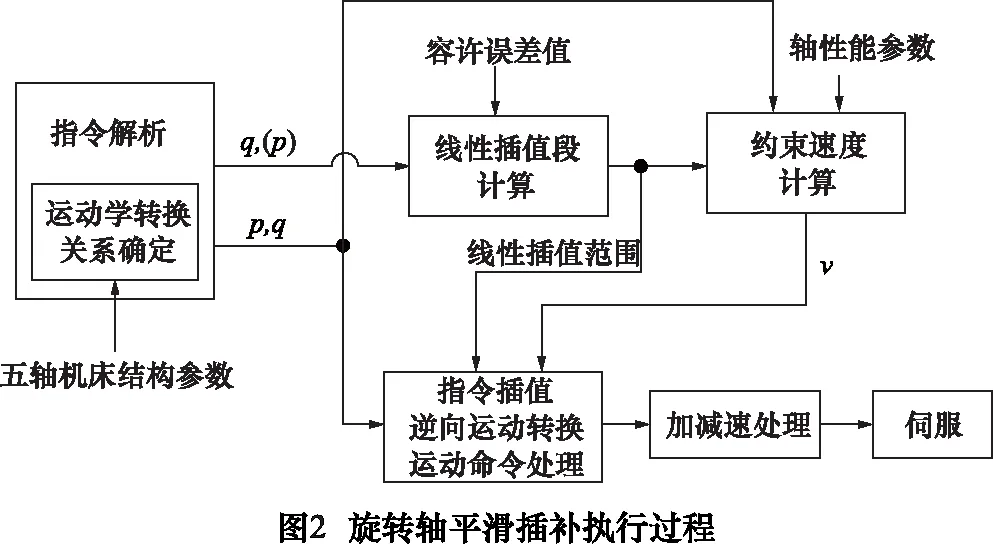
(2)平滑矢量控制功能。五轴加工功能和性能是高档数控系统的一个重要指标,目前该功能还被欧美国家列入控制销售。通过分析旋转轴线性插补和矢量插补过程中刀具姿态的变化情况,抽象出刀具姿态误差模型[3]。根据加工允许的刀具姿态误差,在矢量插值段中插入线性插值段,防止靠近奇异点处产生的旋转轴急速转动。结合指令行程和旋转轴性能进行旋转轴插补速度钳制,使用三次样条曲线对矢量插值段和线性插值段进行平滑连接,保证整个插补过程中速度的连续平滑。具体控制流程如图2所示。

(3)光滑TCP控制功能。针对航空结构复杂曲面CAM编程时离散逼近而产生的微小多面体CNC程序插补中没有考虑运动平滑性而产生的刀具振动,致使工件表面刀痕明显,表面质量差,通过分析旋转轴运动引起的非线性误差,确定旋转轴转动幅度与非线性误差间关系和开发选择轴位置优化算法和轨迹重新规划,对轨迹生成阶段所得NC文件中旋转轴位置进行优化,以避免超出机床加工非线性误差的限制,减小刀具姿态误差,克服旋转轴频繁加减速运动,达到高速高效加工的目的。
1.3 配套应用技术研究与开发
空间误差补偿技术、伺服参数自优化技术、故障自诊断技术和网络功能已成为高档数控系统的不可或缺的关键技术。基于这些关键技术,高档数控系统展现了强大的自适应能力和高效加工优势。
(1)五轴机床校验和优化补偿功能。五轴RTCP加工时,加工程序都是基于没有误差的机床结构模型和工件的基准位置进行编制的,位置参数直接决定了控制器内运动学转换关系。实际生产中却存在结构机械误差和工件安装位置误差,导致加工精度差,效率低下[4]。对此研发了一种智能的误差补偿方法,通过对测量出的空间内刀具运动轨迹进行回归分析,计算出运动学相关各参数实际位置与基准位置的偏离矢量,并自动输入到结构补偿参数表中,由数控系统自动完成补偿,如图3所示。
(2)参数在线调试与优化功能。伺服系统控制算法越来越复杂,参数越来越多,且很多相互间存在强非线性耦合关系。该参数通过人工整定很难找出更优的控制方案。对此基于重要参数识别和最优调整算法相结合开发了在线调试与性能优化功能。
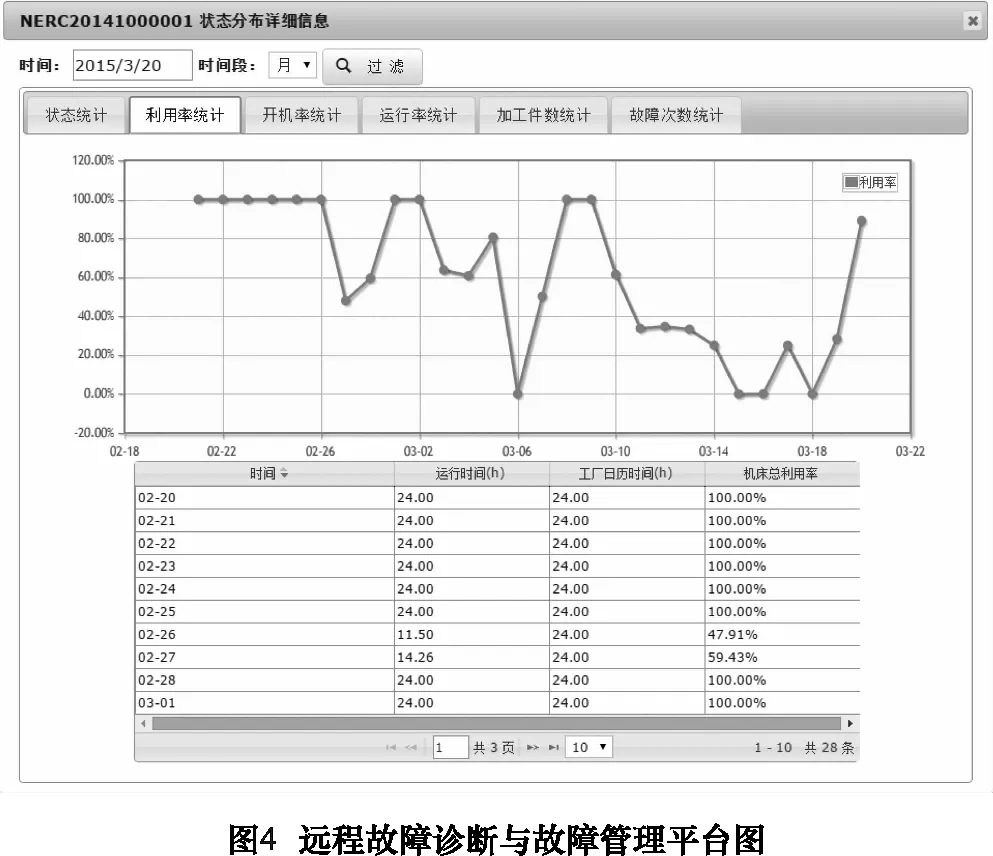
(3)机床故障诊断功能。故障诊断技术一直是数控系统发展的的关键技术之一,备受重视。随着开放性数控系统发展,故障诊断技术在数控领域已得到快速发展,在实际生产中发挥了重要作用,尤其是基于车间数字化网络和专家系统的状态监控和健康诊断技术得到了突飞猛进的发展。如图4所示是开发的基于专家系统的数控系统故障诊断系统功能结构图。
1.4 工艺参数及程序优化技术研究
分析机床主轴输出功率与切削参数的相关性,开发功能模块优化加工程序,满足机床功率平滑输出的要求,保证工件加工质量一致性。如图5所示是基于Vericut开发的工艺参数与程序优化效果图。

1.5 国产高档系统在航空结构件加工中的示范应用
根据航空典型结构件加工工艺特点和需求,突破上述关键技术后,国产系统形成了系列化数控产品,包括华中8型和蓝天数控GJ400系列,基本涵盖了高速切削、强力铣削和多坐标联动、多主轴加工中心等高档机床配套需求。国产系统已对30台进口机床的原装数控系统完成了国产化替代,实现了在航空典型结构件(壁板、梁、框、肋、缘条、角材和接头等)加工中的示范应用,所加工的零件经质检合格后全部装机,涵盖了所有在研重点型号飞机。
2 国产系统与进口系统对比测试与性能提升
2.1 搭建对比试验平台
选择“十一五”数控专项支持的数控机床,其中五台配套进口先进数控系统,另五台配套上述研发的面向航空领域的系列化国产数控系统,共10台套数控系统组成5组对比试验平台。具体配置如表1所示。
2.2 功能、性能与可靠性对比试验
该试验从4个方面开展国产系统与进口主流系统的对比分析与测试:系统技术对比分析;功能与性能测试;联机带载性能测试;联机带载稳定性测试。
表1 对比试验平台配置

试验组机床类型国产系统进口系统1五坐标加工中心(35120U)华中8型HNC-848SINUMERIK840D2五坐标加工中心(35120U)蓝天数控GJ400SINUMERIK840D3五坐标桥式高速铣(2060U)蓝天数控GJ400FIDIAC204三坐标桥式高速铣(2060)蓝天数控GJ300SINUMERIK840D5三坐标桥式高速铣(3060)蓝天数控GJ300SINUMERIK840D
(1)技术对比分析
以SINUMERIC 840D和国产系统对比分析为例,在功能方面各有所长:
①在轴的控制能力方面,如最大轴数、 通道数、最小插补周期方面,国产系统略优于840D。
②支持编码器协议方面,国产系统支持BISS协议、SICK的HYBFACE 等其他协议,为伺服电动机选型提供了更多的选择余地。
③在主轴控制方面功能差不多, 840D 在轴和主轴间切换、多主轴间切换更灵活。
④在插补功能方面,西门子 840D 除了样条插补、空间圆弧插补以外,还具有多项式插补功能,而 HNC-848 开发了虚拟轴插补、平衡切削等功能。
⑥刀具管理和刀库管理功能是 840D 的一个特色功能,可以对姊妹刀、刀具寿命、 刀具类型进行管理, 也可以对定点还刀、 随机还刀策略自由选择,国产系统也具有类似的丰富的刀具管理功能。
⑦均提供了丰富的HMI二次开发接口。
⑧西门子 PLC 在 IO 扩展接口方面更灵活,支持 Profibus-DP 接口、AS-i 接口等。
⑨补偿功能对机床的精度保持性有着至关重要的意义,840D 和国产系统都支持双向螺距补偿、垂度补偿、温度补偿、空间补偿、过象限补偿等高级功能,840D 还具有针对垂直轴的电子重力补偿,而华中 8 型具有快移/进给分别间隙补偿功能,还支持U 盘直接导入激光干涉仪的补偿数据。
⑩安全集成是840D 参照欧洲安全标准开发的功能。目前国内还没有类似的安全控制标准, 国产系统没有类似功能。
(2)功能与性能测试
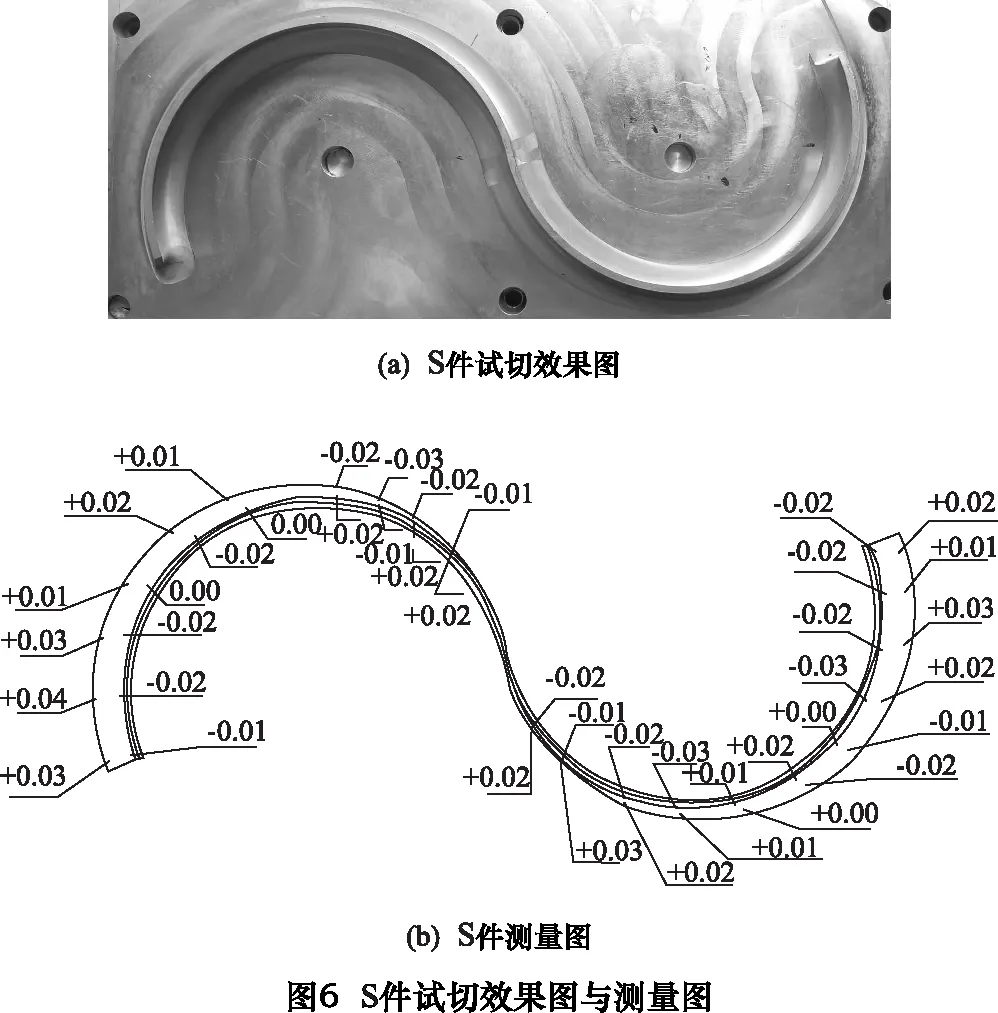
五轴加工功能测试主要针对RTCP基本功能测试、使用标准球验证RTCP联动精度;简单五轴样件加工(锥台NAS件)和多坐标联动S试件加工。如图6所示是对比试验中配套国产系统的五坐标联动加工中心所加工的S件样件与测量图,测量88点,尺寸精度可全部控制在±0.04 mm以内,满足了航空结构件加工精度需求。
学生在使用显微镜的过程中出现问题在所难免,教师的任务是教会学生使用方法。除了在学生使用显微镜过程中出现问题能够及时发现并加以解决外,实验室工作人员对显微镜使用的登记管理及日常维护也是非常必要的[4,5]。
(3) 联机带载性能测试和稳定性测试
联机带载测试主要包括加工工件精度、功能测试、加工工件粗糙度检测及加工耗时和稳定性测试。
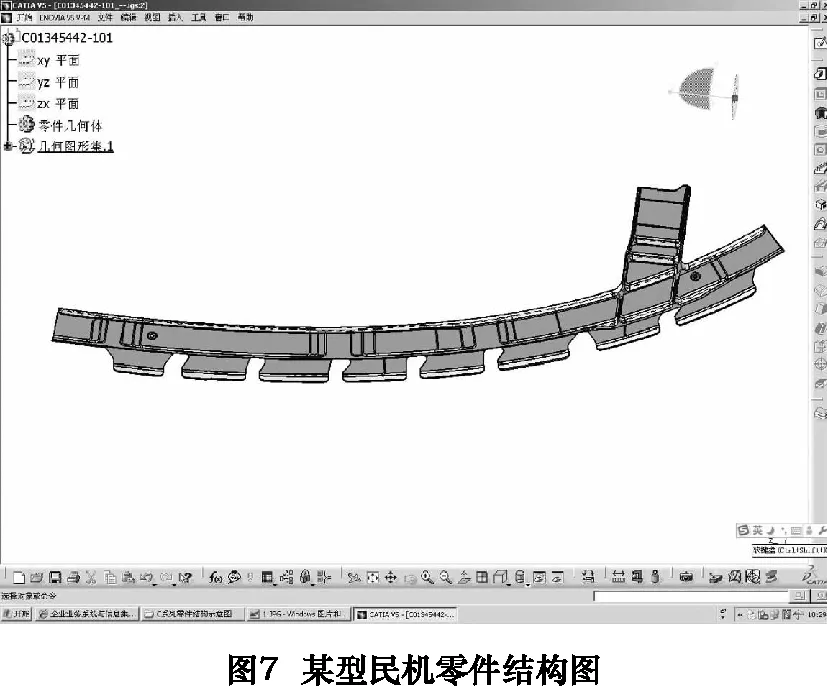
如图7、图8是对比试验中,某台配套国产系统的高速桥式加工中心加工的某型民机典型框类结构件。
以该零件加工对比分析为例,在该零件上选取了 65 个采样点,由测量机检测上述采样点处的加工精度。对比该零件在两台机床上的加工精度检测报告发现,该零件加工精度已经满足了加工精度要求,但配套进口系统机床的零件加工精度更好。经质检中心检测,工件表面平整光滑均可达到所需粗糙度要求。该型工件加工总耗时平均为 8 h,其中总耗时包括刀具的加工时间与人力干预时间,刀具加工时间为 6 h,人力干预时间为 2 h。总耗时与配套进口系统相比平均多耗时0.5 h。

2.3 国产系统功能改进与性能提升
在开展对比试验测试过程中发现了诸多功能与性能问题,均提出了解决方案,并做了针对性改进,显著提升了国产高档数控系统在航空典型复杂结构件中的应用水平。
(1)增加光栅尺和电动机位置比较功能
针对反馈脉冲丢失,位置环错误,数控系统没有相关的检测报警,导致了过切,增加了该功能。
(2)增强控制器耐高温能力
投入示范应用的个别系统经常发生编码器报警,跟踪发现是电柜温度高后易致伺服发生报警引起的。分析发现驱动单元的编码器控制芯片耐高温能力差,更换其他品牌芯片后,再没有出现类似的问题。
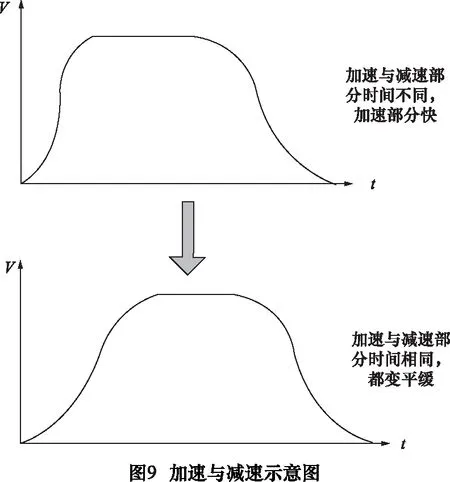
(3)复杂曲面加速度调整
针对 S 曲线加速度调整,解决了有匀速阶段的 S 曲线加减速加速与减速阶段加加速度不受路径加加速度约束的问题,优化了参数“路径加加速度”不能限制所有加减速过程的问题,如图9所示。
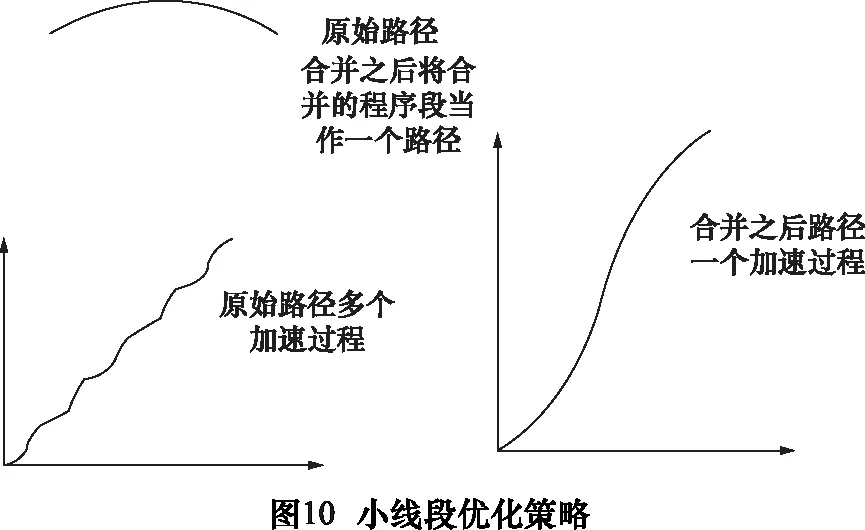
(4)小线段优化
小线段多段连接以小线段衔接速度为依据将多个小线段连接合并,把连接在一起的程序段作为一个程序段进行处理,只进行一次速度规划,优化策略如图10所示。
3 国产系统调试与性能优化典型案例分析
基于国产系统示范应用实践经验和对比试验分析,显著提升了国产系统综合性能,最终实现了国产系统在航空典型复杂结构件正式生产中应用的重大突破。其中选录了部分国产系统性能调试与优化过程中较典型的案例。具体分析如下:
(1)加工 S 件过象限处出现凹坑(图11)
当进给轴沿某方向运动,指令突然向反向移动,在换向时机器不能平稳立即反向而可能出现短时的粘性停顿。过象限突跳补偿参数主要用于弥补机床在换向时的短暂粘性停顿,该现象可导致被加工零件在圆弧象限点处产生台阶痕迹。对此,国产系统提供了两种过象限误差补偿方法。
(2) 五轴联动加工时零件表面光度差
发现零件表面光度差,通过在线调试与优化软件SSTT 分析,数控系统发出的位置和速度指令均正常,但实际反馈速度波动异常。分析原因认为主要是由于 VMC35120U 机床均为硬轨结构,导轨接触面积大,机床各轴惯量大,导致伺服驱动速度环参数无法进一步提升,动态响应性能较差造成的。具体解决方法是通过调整陷波器参数(伺服参数 PB32-PB38),消除频响曲线中“尖峰”处对应频率引起的异响和振动,如图 12所示,来尽可能地提高速度比例增益(伺服参数 PA2),减小速度波动。


(3)五轴RTCP程序加工过程中复位时振动明显,且有异响声。
经分析发现,面板复位按键触发的复位动作在收到当前移动轴的零速到达信号之前就发出取消移动指令,造成各轴紧急停止。具体解决方法是修改运动控制逻辑,复位时等待轴运动停止后再执行复位动作,防止各轴紧急停止造成的振动问题。
4 结语
以进口先进数控机床为应用对象,通过国产系统对原装数控系统的国产化替代,完成了国产系统在航空领域的批量化示范应用,同时实现了国产五轴联动高档数控系统在航空领域应用的重大突破。历时5年共有35台套国产系统经标准件试切合格后正式投入航空关键结构件生产线中,实践应用证明数控系统国产化替代后能够恢复机床原有加工精度和性能水平,实际生产中系统运行稳定,基本满足了航空关键结构件加工的需求。根据数字化车间网络对投入使用的国产系统运行故障记录与统计数据,参照GJB-899A-2009《可靠性鉴定和验收试验》中的定时试验分析方法推算得到,该批投入航空结构件生产线中的国产高档系统实测平均无故障时间(MTBF)已高于20 000 h,达到了预期目的。
[1] 刘本刚,赵宇,陈小娟,等.五轴联动国产数控系统在航空加工中的应用与验证[J].制造技术与机床,2015(2):45-50.
[2] 房志亮,刘本刚,方柏鑫,等.国产数控系统DNC网路接口解决方案及实现[J].制造技术与机床,2015(8):141-144.
[3] 刘本刚,王碧玲,王石,等.五轴数控加工非线性误差分析及控制策略[J].航空制造技术,2015(15):60-66.
[4] 武汉华中数控.华中8型数控系统参数说明书[Z].2013.
[5] 武汉华中数控.HSV-180UD系列交流伺服驱动单元使用说明书[Z].2013.
[6] 武汉华中数控.华中8型数控系统用户使用说明书[Z].2013
[7] 武汉华中数控.华中8型数控系统PLC编程说明书[Z].2013.
[8] 邹方.PLC实现机床主轴自动换挡[J].航空制造技术,1999(5):53-56.
[9] FOREST-LINE.GIGAMILL 29LS/5 Maintenance manual [Z].2000.
[10] 邓星钟.机电传动控制 [M].武汉:华中科技大学出版社,2000 .
猜你喜欢
中国设备工程(2022年12期)2022-07-11
装备制造技术(2020年4期)2020-12-25
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
