
电火花整形金刚石微粉砂轮的工艺试验研究
2018-03-30 06:25关佳亮戚泽海孙晓楠路文文
制造技术与机床 2018年3期
关佳亮 戚泽海 孙晓楠 路文文
(北京工业大学机械工程与应用电子技术学院,北京100124)
轴承钢因具有良好的耐磨性、抗腐蚀性及淬火和回火后具有高而均匀的硬度等优点被广泛应用于制造各种轴承套圈、滚动体等轴承零部件。但轴承钢优良的力学性能也使其传统的内圆磨削存在着刚玉类砂轮磨损堵塞后导致加工工件表面产生烧伤、裂纹及圆度差的问题[1]。采用在线电解修整(ELID)磨削技术可实现将金属结合剂超硬磨料砂轮的持续修锐与磨削同步进行,继而克服了轴承钢内圆传统磨削加工中存在的上述难题。而金属结合剂超硬磨料砂轮的整形仍是目前存在的一大难题,且其整形精度将直接影响到后续ELID磨削轴承钢内圆的圆度及表面质量。目前国内外针对金属结合剂超硬磨料砂轮的整形进行了大量研究,如刘忠德[2]采用电火花修整技术针对50~63 μm粒度金属基金刚石砂轮进行单因素试验探究放电电压、脉冲电流、脉冲频率等对砂轮表面形貌的影响规律。黎文[3]采用电火花修整技术对金属结合剂金刚石微粉砂轮进行试验探究电源参数对整形效率的影响规律。王凯[4]采用电火花修整技术对金属基金刚石圆弧砂轮进行试验研究不同放电参数对砂轮圆弧轮廓误差的影响规律。
以上文献主要涉及采用电火花修整技术研究砂轮修整参数对整形效率及砂轮微观形貌的影响规律,但对于电火花修整参数对金属结合剂超硬磨料砂轮微观形貌没有进行量化表达及对于宏观形貌的砂轮圆度没有进行详细研究。因此本文在电火花整形原理的指导下,将砂轮表面三维粗糙度(表面最大峰值SP、表面均方根偏差SQ、表面偏度SSK和表面峰度SKU这4个参数值)作为砂轮表面形貌量化表达的目标参数来评价砂轮整形的好坏。通过采用正交试验研究不同电火花修整参数对砂轮微观形貌表面三维粗糙度的影响规律及最终修整圆度。并用整形后的W40粒度金刚石砂轮对GCr15轴承钢内圆进行在线电解修锐加工得到表面粗糙度为96 nm的已加工表面。
1 电火花整形原理
电火花整形金属结合剂超硬磨料砂轮的基本原理如图1所示。金属结合剂超硬磨料砂轮与脉冲电源正极相连接作为阳极,工具电极与脉冲电源负极连接作为阴极,在金属结合剂超硬磨料砂轮与工具电极之间充满绝缘介质,从而形成一个闭合回路。当砂轮与电极之间的距离达到电火花放电条件时,将在砂轮与电极之间形成放电通道,形成强大的瞬间热量作用在金属结合剂超硬磨料砂轮表面,使砂轮金属结合剂蚀除从而达到整形的目的[5-6]。故脉冲电源单个脉冲作用在砂轮表面的热能将直接影响到金属结合剂超硬磨料砂轮的整形效率及精度。而单个脉冲放电能量公式[5]为:
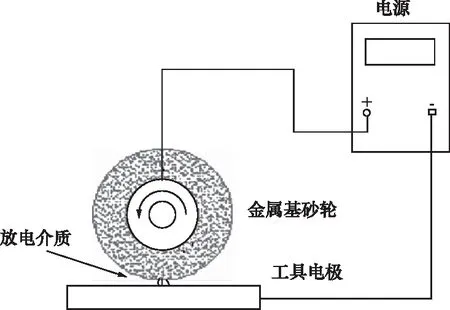
W0=u(t)·i(t)dt
(1)
其中:W0为单个脉冲放电能量;u(t)为间隙瞬时放电电压;i(t)为间隙瞬时脉冲电流;ti为放电持续时间。由公式(1)可知决定单个脉冲放电能量大小的因素为放电电压、脉冲电流及放电持续时间即占空比。故放电参数中的放电电压、脉冲电流及占空比的选择对于金属结合剂超硬磨料砂轮整形圆度及砂轮微观形貌具有重大影响作用,选择合理的电火花整形工艺参数可以得到较好的砂轮表面形貌,即可磨削得到较好的轴承钢内圆表面质量。
2 金刚石砂轮电火花整形实验
本实验采用电火花修整技术对W40粒度铸铁结合剂金刚石平行砂轮进行精密整形,本次实验及检测设备如表1所示。
表1 实验及检测设备
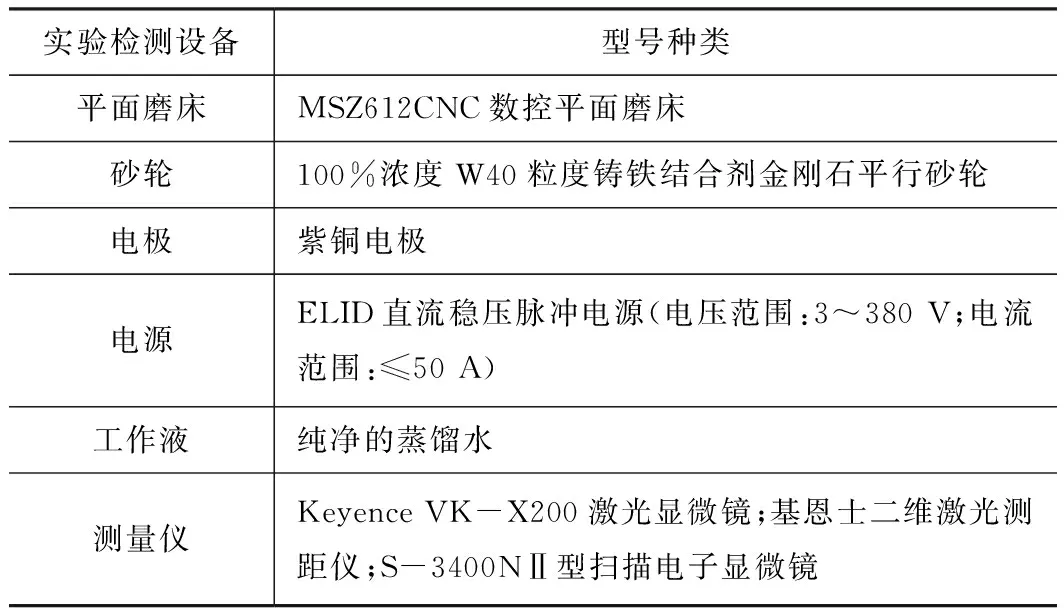
实验检测设备型号种类平面磨床MSZ612CNC数控平面磨床砂轮100%浓度W40粒度铸铁结合剂金刚石平行砂轮电极紫铜电极电源ELID直流稳压脉冲电源(电压范围:3~380V;电流范围:≤50A)工作液纯净的蒸馏水测量仪KeyenceVK-X200激光显微镜;基恩士二维激光测距仪;S-3400NⅡ型扫描电子显微镜
3 加工工艺参数优化试验
3.1 试验指标和因素水平的确定
砂轮表面微观形貌对于轴承钢内圆ELID磨削过程和工件表面及亚表面质量都有显著的影响。而评价砂轮是否已得到良好的整形,即磨粒是否充分均匀的突出在砂轮表面而不被结合剂包覆,就必须对砂轮的微观形貌进行检测和评价。因此本文采用间接测量法对不同电火花参数整形后的砂轮微观形貌进行检测评价,即将整形后砂轮的形貌复印在硅橡胶印模上,而后利用Keyence VK-X200激光显微镜对印模表面进行三维粗糙度和微观形貌检测分析。且本文选取砂轮表面三维粗糙度[7-8](表面最大峰值SP、表面均方根偏差SQ、表面偏度SSK和表面峰度SKU这4个参数值)作为砂轮表面微观形貌量化表达的评价指标,表2列出了4个参数值的数学表达式,式中M、N为评定区域内数据点的行列数,z(xi,yj)为点(xi,yj)相对于基准面的高度值。
根据本实验室前期关于电火花修整金属基超硬磨料砂轮的经验[9]及相关文献[10]可知在粗整形时采用大的电火花参数以高效率去除金属结合剂,而在精密整形时采用小的电火花参数以得到较好的砂轮微观表面及砂轮圆度。因此本文在MSZ612CNC数控平面磨床上对W40粒度铸铁结合剂金刚石平行砂轮进行精密整形试验以研究脉冲电流、放电电压及占空比对砂轮表面微观形貌的影响规律。各试验因素均取3个水平,三因素三水平表如表3所示。
表2 砂轮表面三维粗糙度评价参数
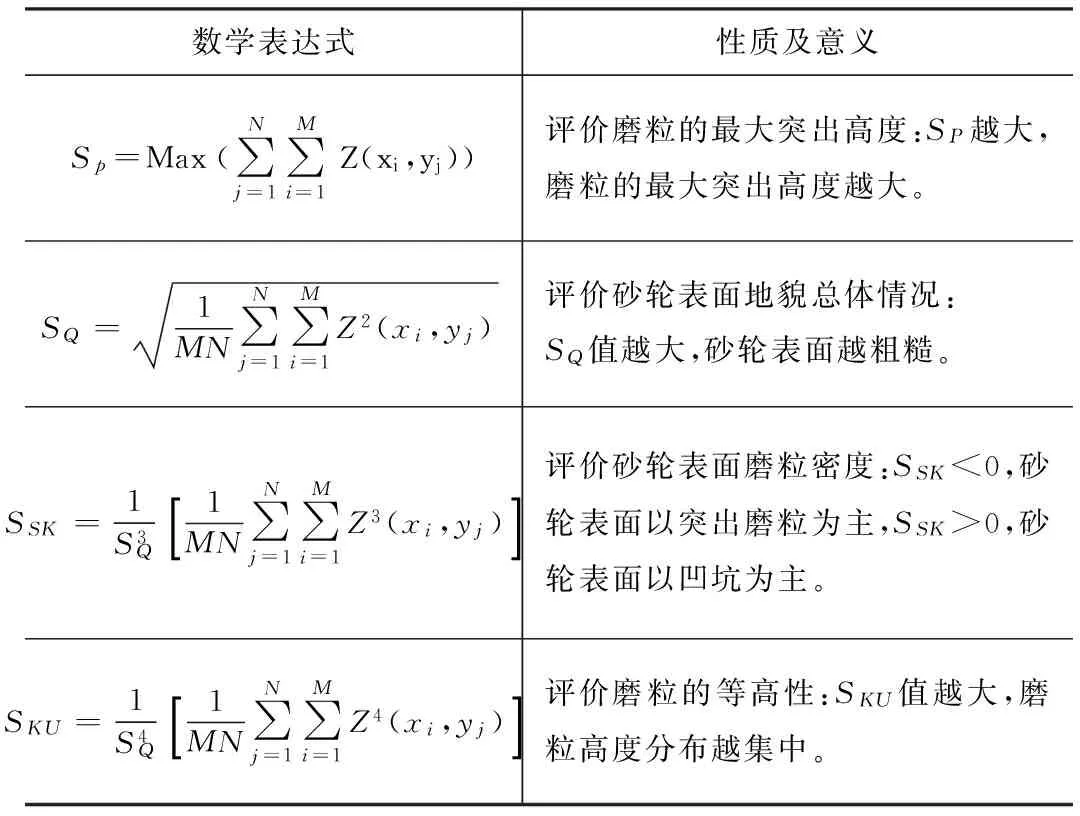
数学表达式性质及意义Sp=Max(∑Nj=1∑Mi=1Z(xi,yj))评价磨粒的最大突出高度:SP越大,磨粒的最大突出高度越大。SQ=1MN∑Nj=1∑Mi=1Z2(xi,yj)评价砂轮表面地貌总体情况:SQ值越大,砂轮表面越粗糙。SSK=1S3Q1MN∑Nj=1∑Mi=1Z3(xi,yj)[]评价砂轮表面磨粒密度:SSK<0,砂轮表面以突出磨粒为主,SSK>0,砂轮表面以凹坑为主。SKU=1S4Q1MN∑Nj=1∑Mi=1Z4(xi,yj)[]评价磨粒的等高性:SKU值越大,磨粒高度分布越集中。
表3 三因素三水平编码表
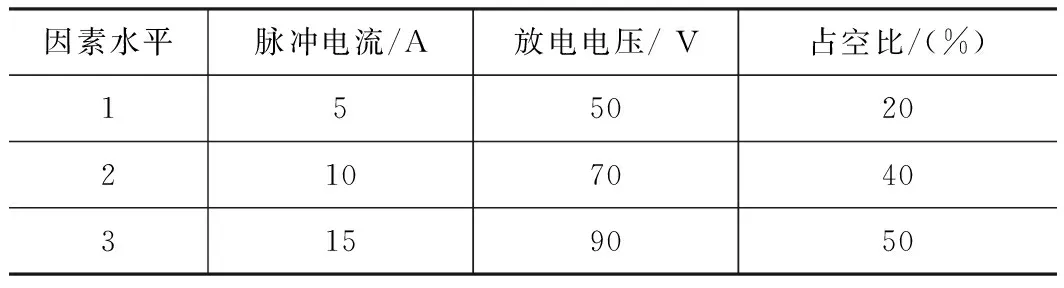
因素水平脉冲电流/A放电电压/V占空比/(%)15502021070403159050
3.2 试验方案及结果
采用三因素三水平设计9组试验,经Keyence VK-X200激光显微镜对精密整形后砂轮复印在硅橡胶印模表面进行三维粗糙度检测,结果如表4所示。
3.3 试验结果分析
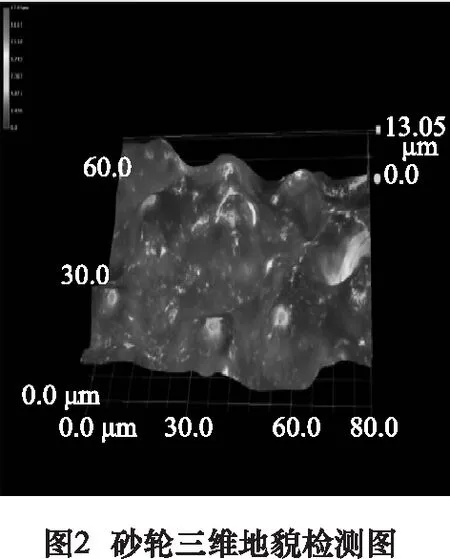
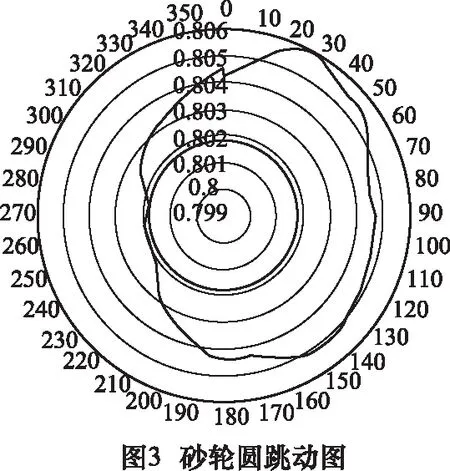
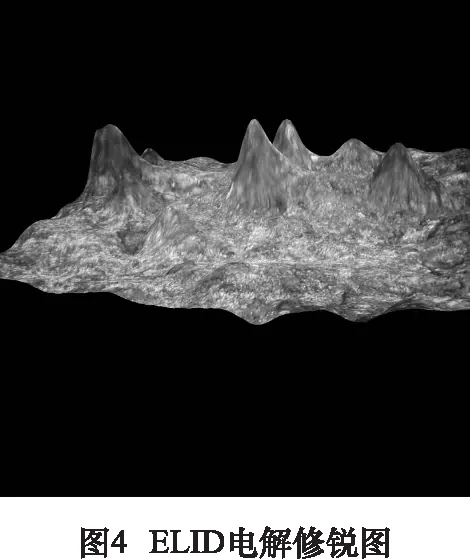
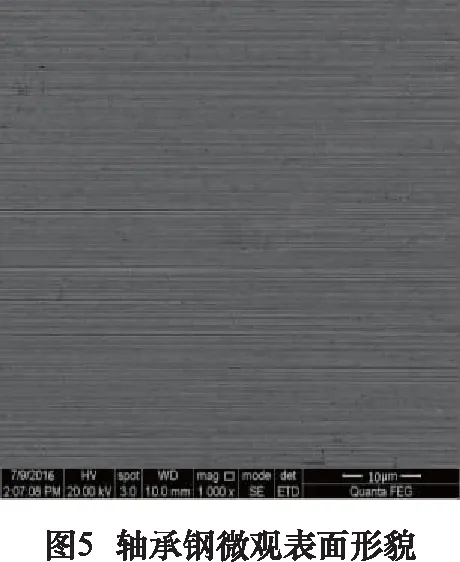
分析A(脉冲电流)因素各水平对试验砂轮表面最大峰值SP指标的影响。根据KA1、KA2、KA3的大小可以判断A1、A2、A3对实验SP指标的影响大小。由于KA1 表4 正交试验设计表及测试结果 实验序号脉冲电流A/A放电电压B/V占空比O/(%)Sp/μmSQ/μmSSKSKU15902020.565.16-0.386.4525704015.416.03-0.55.1335505013.735.26-0.273.94410702012.194.87-0.694.79510504016.855.76-0.716.08610905021.626.45-1.037.25715502022.176.1-0.556.18815704016.427.28-0.534.19915905011.804.17-0.194.5K149.752.7554.92K250.6644.0248.68K350.3953.9847.15表面最大峰值Sp/μmK116.4517.1216.13K217.0818.1819.07K317.5515.7815.88表面均方根偏差SQ/μmK1-1.15-1.53-1.62K2-2.43-1.72-1.74K3-1.27-1.6-1.49表面偏度SSKK115.5216.217.42K218.1214.1115.4K314.8718.215.69表面峰度SKU 综上分析,当脉冲电流10 A时,SP、SSK、SKU均取到最佳值,而SQ值也接近最佳值;根据占空比及放电电压对砂轮微观地貌的影响规律,并综合考虑电火花整形工艺参数对修整圆度的影响[4],选择占空比为20%,放电电压70 V。因此得到砂轮整形的最佳工艺参数为:脉冲电流10 A,放电电压70 V,占空比20%。 选取优化后的整形参数(脉冲电流10 A,放电电压70 V,占空比20%)对W40粒度金刚石砂轮进行电火花整形实验,整形后砂轮表面三维粗糙度的评价参数SP、SQ、SSK及SKU分别为13.05 μm,4.89 μm,-0.35,5.307,砂轮三维地貌检测如图2所示。由图2可知磨粒突出高度较好,且突出高度分布集中。并在此最优工艺参数下进行电火花精密整形后用基恩士二维激光测距仪对砂轮外圆轮廓进行采集及滤波处理后得到如图3所示的砂轮圆度为4.18 μm的外圆轮廓精度,可知在此最优整形工艺参数下可得到较好的整形圆度。 将电火花精密整形后的W40粒度金刚石砂轮进一步进行ELID在线电解修锐后得到如图4所示的较好砂轮微观形貌。由图4可知ELID电解修锐砂轮形貌相比于图2电火花精密整形砂轮形貌而言金属结合剂被完全电解去除后金刚石磨粒全部均匀突出。并用此ELID在线电解修锐后的W40粒度金刚石砂轮磨削轴承钢内圆,经S-3400NⅡ型扫描电子显微镜检测加工工件得到如图5所示的表面粗糙度为96 nm的轴承钢微观形貌。由图5可知工件表面不存在烧伤及裂纹等缺陷,而只是在工件表面留有磨粒耕犁去除的微小纹路,表面质量较好。 本文在电火花精密整形原理的基础上,通过对W40粒度铸铁基金刚石砂轮进行电火花精密整形正交试验得到以下结论: (1)由电火花精密整形原理中单脉冲放电能量可知放电电压、脉冲电流及占空比是影响电火花整形金刚石砂轮表面三维粗糙度值的主要因素。 (2)通过采用正交试验对W40粒度铸铁基金刚石砂轮进行电火花精密整形得到最优工艺参数为脉冲电流10 A,放电电压70 V,占空比20%。 (3)在此最优工艺参数的基础上对砂轮进行电火花精密整形得到表面三维粗糙度的评价参数SP、SQ、SSK及SKU分别为13.05 μm、4.89 μm、-0.35、5.307,得到精度为4.18 μm的砂轮圆度。 (4)将电火花精密整形后的W40粒度金刚石砂轮应用在ELID磨削轴承钢内圆中得到表面粗糙度值为96 nm的加工表面,且工件表面不存在烧伤及裂纹等缺陷。 [1]张飞虎, 曹红波, 栾殿荣, 等. GCr15钢的ELID磨削性能实验研究[J]. 金刚石与磨料磨具工程,2005, 25(6):57-61. [2] 刘忠德,张飞虎,王凯,等. 电火花修整金属基圆弧砂轮表面形貌的实验研究[J].金刚石与磨料磨具工程,2016, 36(5):32-37. [3] 黎文. 金属结合剂金刚石微粉砂轮的电火花修整工艺实验研究[D]. 长沙: 湖南大学,2013. [4] 王凯. 金属基金刚石圆弧砂轮在线电火花修整与检测技术[D]. 哈尔滨:哈尔滨工业大学,2015. [5] 曹凤国. 电火花加工[M].北京:化学工业出版社, 2014: 25-32. [6] 段文. 600#金属基砂轮电火花修整研究[D]. 长沙: 湖南大学,2016. [7] 张涛. 砂轮表面形貌幅值和空间参数的研究及评定软件的设计[D]. 泉州:华侨大学,2014. [8]Jiang X Q, Scott P J, Whitehouse D J, et al. Paradigm shifts in surface metrology, Part II:The current shift. Proceedings of the Royal Society A, 2007, 463(2085): 2071-2099. [9] 关佳亮,赵显辉,任勇,等. 航天用SiCp /Al 复合材料卫星输出轴精密磨削工艺研究[J].组合机床与自动化加工技术,2017(2):146-149. [10] 高大晓. ELID磨削砂轮的电火花精密整形与氧化膜状态识别[D]. 天津:天津大学,2008.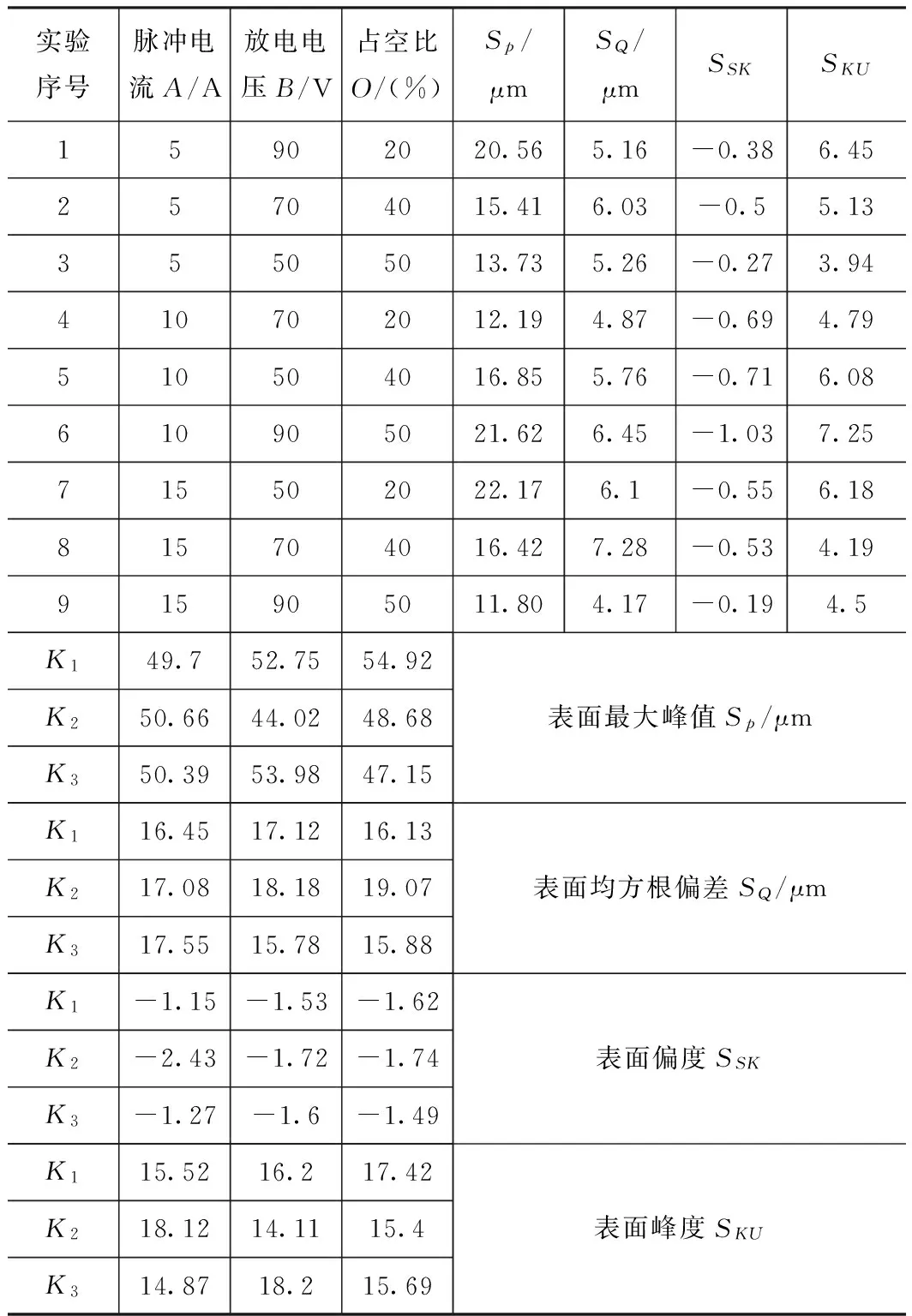
4 最优工艺参数实验验证及结果分析
5 结语
猜你喜欢
机械工程材料(2022年6期)2022-08-03
VOGUE服饰与美容(2022年5期)2022-05-01
金刚石与磨料磨具工程(2021年3期)2021-12-06
装备制造技术(2020年3期)2020-12-25
湖北农机化(2020年4期)2020-07-24
兵器装备工程学报(2019年4期)2019-05-05
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
