316L锻打法兰黑带缺陷原因分析
2018-03-28 07:44:51供稿王哨兵WANGShaobing
金属世界 2018年2期
供稿|王哨兵 / WANG Shao-bing
316L标准牌号为022Cr17Ni12Mo2,具有良好的塑性、韧性、焊接性和耐蚀性能,在氧化性和还原性介质中耐蚀性均较好,可用来制作耐酸设备,如耐蚀容器及设备衬里、输送管道、耐硝酸的设备零件等[1-3]。某客户在生产316L锻打法兰时出现了个别锻打法兰局部区域磁性高且有锈蚀的“条带状的黑带”问题,本文通过检测分析,找出了造成该缺陷的原因。
检测方法
(1) 对316L锻打法兰宏观检验,主要是利用肉眼对生产出来的法兰表面进行检验。
(2) 对316L锻打法兰取样分析,在SPECTROLAB M10型光电直读光谱仪上检测其化学成分,对比所得到的化学成分是否在该钢种的标准范围内。
(3) 制作标准金相样品,在Axin Imager Aim型金相显微镜下观察微观组织形貌。具体实验方法参照GB/T12938—1991“金属显微组织检验方法”。
(4) 对316L法兰样品进行扫描电镜分析,根据得到的能谱图像,对比正常部位和磁性强部位的成分差异。
检测结果
宏观检验
对该客户的生产车间走访,其法兰产品如图1所示,316L锻打法兰上出现了条带状的黑线。圆圈内颜色发暗部位即为磁性强的部位,黑线的最大宽度约3.5 mm,长度35~40 mm。
化学成分分析
根据对客户的316L锻打法兰取样检测,其化学成分如表1所示,完全符合标准要求。
金相检验

图1 样品宏观形貌

表1 316L锻打法兰化学成分(质量分数,%)

图2 缺陷处金相形貌
图2为316L锻打法兰正常部位与缺陷部位的金相形貌对比。可以看出:磁性强的缺陷部位与正常部位有明显的界线;磁性强的缺陷部位颜色较暗,且有较多的硫化物夹杂,金相组织为铁素体组织;正常部位颜色较浅,无夹杂物聚集现象,金相组织为奥氏体组织。
图3为316L锻打法兰正常部位的奥氏体组织,晶粒度为5.0级,无混晶现象。图4为磁性强的缺陷部位的铁素体组织,铁素体的晶粒度为8.0级。缺陷处的晶粒明显较正常处的细小。
扫描电镜分析
利用扫描电镜对316L法兰上有磁性和无磁性的区域进行扫描分析,对比其化学成分存在的差异,具体见图5和图6所示。
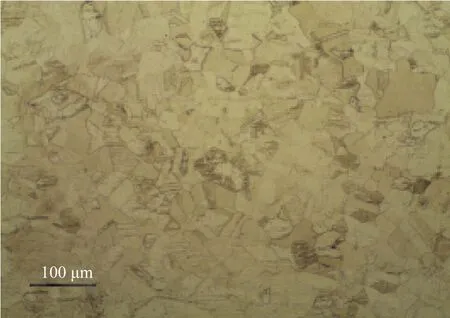
图3 正常部位组织形貌
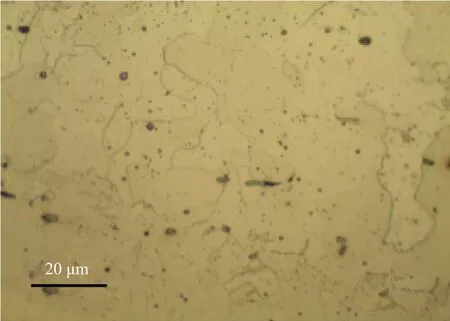
图4 缺陷处组织形貌
利用扫描电镜对比缺陷处与正常部位的能谱结果可以看出:缺陷处主要是Fe质量分数超过90%的异金属,Cr和Ni等基体元素含量很低;个别点的能谱分析有O元素含量偏高的现象,主要是在试样制作过程中Fe基部位在空气中氧化所致,同时导致Fe的质量分数略低;正常部位的Fe质量分数在69%左右,其余元素与所检验的化学成分相差不大。

图5 磁性强缺陷部位扫描电镜图

表2 316L锻打法兰磁性强的缺陷处能谱成分(质量分数,%)
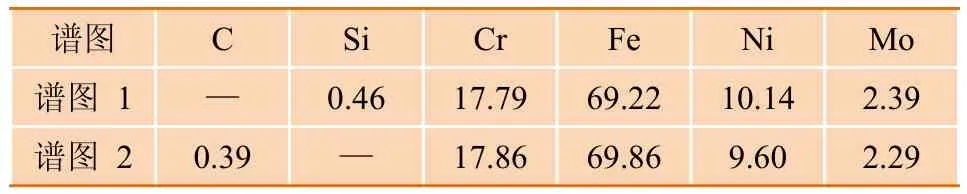
表3 316L锻打法兰正常部位能谱成分(质量分数,%)
讨论与分析
根据316L锻打法兰取样分析,法兰局部磁性强且容易生锈的缺陷原因是该部位为Fe质量分数超过90%的异金属,金相组织为铁素体,且该部位与母体材料界线清晰,初步分析是在钢液凝固过程中卷入异金属而形成。
经与客户沟通,对大量的316L锻打法兰现场检验,呈现局部磁性缺陷的法兰占总体比例的0.25%,结合该厂的生产工艺流程及以往的生产经验,确定了该厂的生产工艺本身不存在导致产生该缺陷的可能。初步判断,本次质量事故发生的原因是现场操作人员在浇注前钢锭模具未认真清理,导致含Fe异金属卷入钢水所致。
结束语

图6 正常部位扫描电镜图
针对客户316L锻打法兰生产中出现个别锻打法兰局部区域磁性高且有锈蚀的“条带状的黑带”问题,利用宏观检验、化学分析、金相分析和扫描电镜分析等检测手段对316L锻打法兰缺陷样品进行检测,发现黑带部位即为磁性强的部位,黑带的最大宽度约3.5 mm,长度35~40 mm。对法兰样品的成分分析表明其成分控制在国家标准所要求的范围内。根据金相分析,局部磁性强的缺陷组织为铁素体组织,晶粒度8.0级,而法兰样品正常部位为奥氏体组织,晶粒度5.0级。对比样品缺陷处与正常部位的能谱结果,缺陷处主要是Fe质量分数超过90%的异金属,样品正常部位的Fe质量分数在69%左右。分析表明,造成这种黑带缺陷的原因是浇铸过程中异金属的卷入。判断该质量事故发生的原因是现场操作人员在浇注前未认真清理钢锭模具导致含Fe异金属卷入钢水形成的。因而合理地控制浇铸过程中操作因素的影响,完全可以避免类似缺陷的产生。
[1] 杜红元,魏献玲,胡效军. 亚稳态奥氏体不锈钢封头应力开裂分析. 石油化工设备,2011,40(1):103
[2] 康学勤,孙智. 供热管道不锈钢波纹管膨胀节失效分析. 压力容器,2007,24(8):38
[3] 盛水平,王杏芳,刘延雷,等. 金属波纹管膨胀节在燃气管网中的应用与事故预防. 管道技术与设备,2011(5):30
[4] 程晓农,戴起勋. 奥氏体钢设计与控制. 北京:国防工业出版社,2005
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:54
汽车维修与保养(2021年12期)2021-03-08 09:34:00
汽车维修与保养(2020年10期)2021-01-22 06:36:54
四川冶金(2018年1期)2018-09-25 02:39:24
智富时代(2018年7期)2018-09-03 03:47:26
电线电缆(2017年4期)2017-07-25 07:49:48
现代制造技术与装备(2015年4期)2015-12-23 10:20:22
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:07:37
上海金属(2014年5期)2014-12-20 07:58:43
石油工程建设(2014年5期)2014-03-20 15:24:44