
电动机定子片模具新型定位轴
2018-03-26 09:37中车永济电机公司工模具分厂山西044502薛金良
金属加工(冷加工) 2018年3期
■ 中车永济电 机公司工模具分厂 (山西 044502) 薛金良
动车电动机对定子片同轴度要求很高。这就要求定子片分离时,剖切模定位轴与定子片孔有较小的配合间隙(双边0.01mm),以避免因间隙造成的同轴度超差或迭压后定子内圆不齐。不是同一套复冲模冲出的定子片孔大小不同,造成下工序分离时,定子片孔与剖切模定位轴配合松紧不同,造成剖切模与复冲模必须进行选择性搭配:即冲出定子片孔稍大的复合模搭配定位轴稍大的剖切模;冲出定子片孔稍小的复合模搭配定位轴稍小的剖切模。给生产造成诸多不便。
1. 原工艺或模具存在的问题
以某种高铁电动机定子片模具为例。定子片加工采用复合模冲制的工艺方法,经过两道工序完成定子片的冲裁加工,定子片孔尺寸范围为90.000~90.035mm。
(1)定子片的冲裁工艺(见图1)。工序1:用复冲模加工,冲裁出孔、转子槽、定子槽、通风孔和定子外圆。工序2:用剖切模加工,使定子、转子分离。
(2)原定位轴结构。图2为改进前定位轴结构,定位轴大端与图1中工序1定子片的孔配合(双边间隙0.01mm),下端与模具下模部分配合(过盈0.005~0.010mm)。
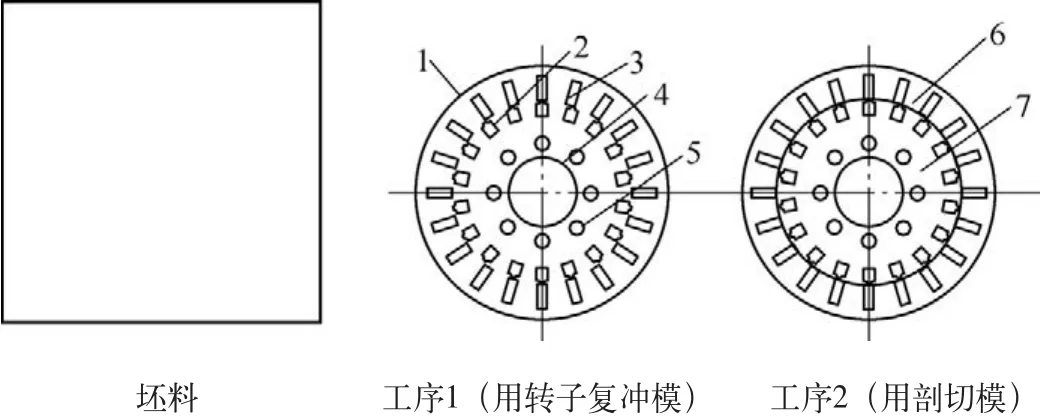
图 1
(3)原定位轴存在问题。公司复合模5套,分别是5号、6号、7号、8号和9号;剖切模3套,分别是5号、6号和7号。5套复合模冲出的定子片孔尺寸及剖切模定位轴上大端尺寸如附表所示。
从附表可看出5号剖切模只能冲制6号、8号复冲模冲制出的定子片;6号剖切模冲制5号复冲模冲制出的定子片;7号剖切模冲制7号复冲模冲制出的定子片。造成模具通用性差,给生产带来不便。
2. 改进措施
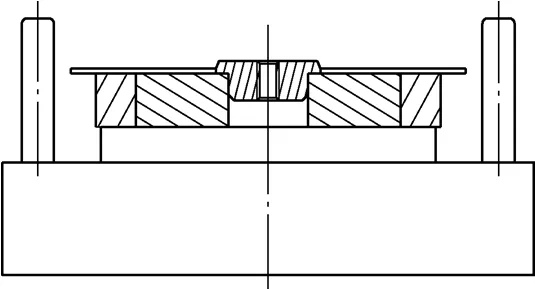
图 2
要达到同一个定位轴满足不同孔尺寸的配合要求,可将定位轴定位表面加工成锥度,就可满足一定尺寸范围(定子片尺寸90.000~90.035mm)的配合要求。具体如图3所示,定位轴下端与下模体为间隙配合,配合间隙为0.005~0.010mm,与定子片配合部分加工成0.5º的锥度。冲制孔为90.035mm的定子片时,旋转定位轴中间的压紧螺钉,在弹簧作用下定位轴向上运动,当与孔配合间隙达到要求时,将锁紧螺钉紧固,即可进行冲制。冲制孔为90.00mm的定子片时,先松开锁紧螺钉,旋转定位轴中间的压紧螺钉,在弹簧作用下定位轴向下运动,当与孔配合间隙达到要求时,将锁紧螺钉紧固,即可进行冲制。这样,定位轴就可满足90.000~90.035mm之间的任何尺寸。

定子片孔尺寸及剖切模定位轴上大端尺寸表
3. 效果比较
通过对改进前和改进后的效果进行比较分析,改进后的定位轴具有以下优势。
(1)节约时间,刃磨时,只需拧紧压紧螺钉,将定位轴压入固定板即可,刃磨完毕,松开。
(2)压紧螺钉,定位轴在弹簧作用下自动复位。
(3)刃磨时不用拆装定位轴,不会影响定位轴位置精度。

图 3
(4)刃磨时,由于不用拆装定位轴,对钳工技能要求不高。
(5)同一套剖切模具,可满足不同的复合模。
4. 结语
通过改进,将定位轴改成浮动式(可上下调整),将与定子片配合部分改为锥度。这样,刃磨时定位轴不用拆卸,同时也很好的解决了剖切模与复冲模的通用性问题。
[1] 王振华.钳工生产加工工艺标准及技术操作规范[M].北京:齐鲁音响出版社,2003.
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
中国特种设备安全(2022年1期)2022-04-26
兵器装备工程学报(2021年12期)2022-01-11
防爆电机(2021年3期)2021-07-21
上海大中型电机(2021年2期)2021-07-21
防爆电机(2021年1期)2021-03-29
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
中华骨与关节外科杂志(2016年6期)2016-05-17
