
烟箱称重前分箱装置的研制
2018-03-20 08:25楚良麻玉张鼎
山东工业技术 2018年2期
关键词:电磁阀
楚良 麻玉 张鼎
摘要:针对成品烟箱内缺条的问题,在烟箱输送跑道中加装称重式烟箱缺条报警剔除装置,烟箱称重前面临一个严峻的问题:由于接入输送跑道的封箱机较多,导致烟箱间距较近。烟箱称重系统要求烟箱必须分隔一定的间距。
关键词:PLC;电磁阀;光电检测;夹紧气缸
DOI:10.16640/j.cnki.37-1222/t.2018.02.154
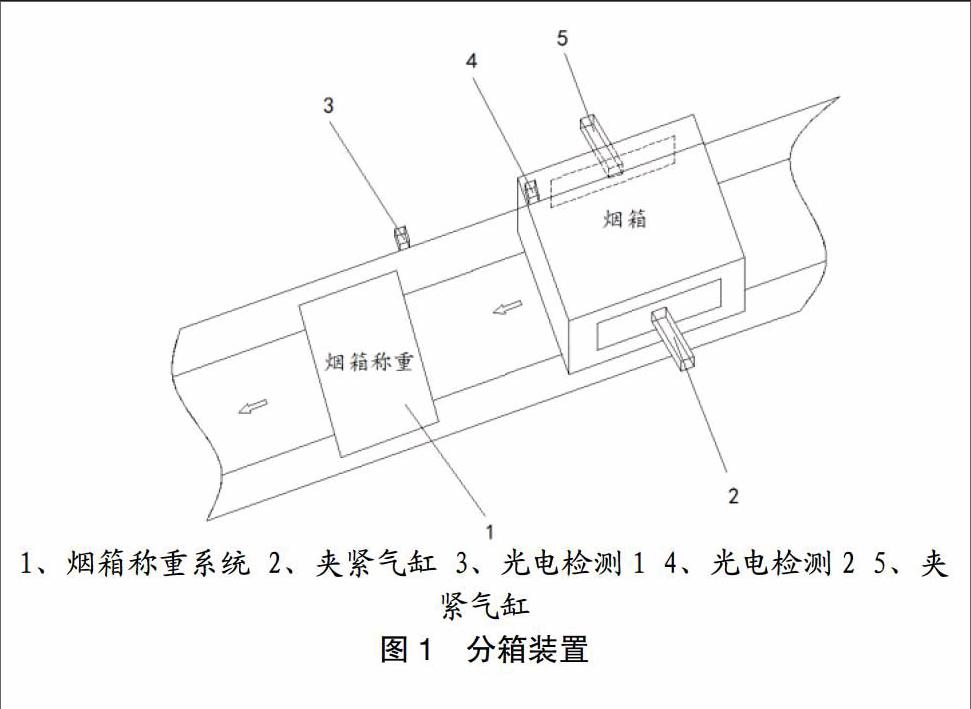
烟箱分箱装置是在烟箱称重系统之前安装,其目的是将烟箱分隔开一定的距离,以此来保证烟箱称重系统的正常工作。假设烟箱之间间距过小,那么烟箱称重装置将无法保证称重平台上是一箱烟,称重结果将会是两箱烟的重量,从而被判定为不合格品而被剔除,误剔较多将会导致设备损坏,严重影响生产。
1方案分析
方案1、利用电机和输送的速度差来分离烟箱:
首先想到的是参考其他设备的产品分离原理速度差来分离烟箱。在烟箱称重系统装置前安装一套由单独电机驱动的皮带,同时调整皮带的输送速度大于烟箱输送跑的速度,利用速度差来分离烟箱。实际试验结果:由于烟箱输送跑的速度本身就比较慢,同时装满50条烟的烟箱也较重,单独驱动的皮带如果速度过快,会导致烟箱传送过程中打滑;如果速度调慢,那么烟箱分隔开的距离就有限,同时无法保证大批烟箱拥挤时的正常工作,无法达到目的。所以采用速度差这种原理来分隔烟箱不合适。
方案2、利用夹紧机构来分隔烟箱:
采用气缸夹紧烟箱的方法分隔烟箱。利用光电开关检测来探测两个烟箱是否间距过近,如果间距过近,那么PLC通过程序判断后控制电磁阀,电磁阀控制气缸来从两侧夹紧烟箱,只要压缩空气气压足够大,可以保证烟箱不会被后面的烟箱推动,当烟箱分割够一定的距离时,气缸松开,这样既保证分割了烟箱,又可以随意的调整分割的间距大小,因此采用此方案来实施。
2方案实施
基于以上方案分析,我们提出了一套分箱方案来一一解决问题。
2.1硬件
该分烟箱装置由光电检测器、西门子s7-200、电磁阀、夹紧气缸、支架等组成,其中西门子s7-200我们不用从新购买和安装,可以借用烟箱称重系统的西门子s7-200,只需要在原有程序的基础上添加一些程序段即可。
2.2工作原理
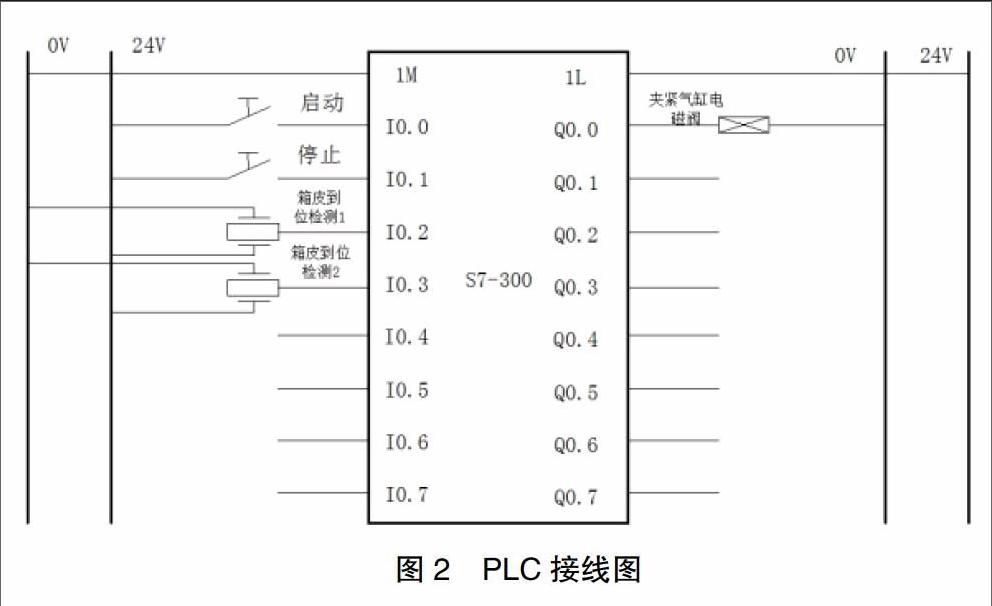
烟箱输送跑道内的烟箱通过输送皮带运送至烟箱称重处,首先光电检测1、光电检测2用于探测烟箱,烟箱遮挡光电检测后信号输入PLC,光电检测1、2同时被遮挡时,即判定烟箱距离过近,通过PLC程序判定后输出信号给夹紧电磁阀,夹紧气缸动作,夹紧烟箱,经过一定时间后松开,夹紧的时间由PLC控制。光电检测1、2的距离决定了气缸是否夹紧,烟箱的分隔距离则是由夹紧的时间控制。
2.3分烟箱器特点
分烟器结构简单易于控制和實现,相比较与靠速度差分离烟箱的装置优势明显。夹紧板的长度和宽度可以根据烟箱的不同尺寸来设计,在夹紧烟箱的同时,也可以将烟箱未粘牢的胶带压紧,防止开边。
2.4实际使用效果
烟箱分隔距离可调,且烟箱没有被挤压变形。当输送跑道内烟箱较多时,分箱装置正常工作未出现夹不紧分不开的现象。同时烟箱侧封胶带不牢的问题也得到了解决。我们将此型分箱器安装到其他输送线上,效果明显,稳定可靠,大大降低了烟箱称重系统误检测,保障了产品质量。
猜你喜欢
科学导报·科学工程与电力(2019年7期)2019-09-10
汽车与驾驶维修(维修版)(2019年6期)2019-09-10
科技视界(2017年12期)2017-09-11
科技资讯(2016年6期)2016-05-14
科技资讯(2016年9期)2016-05-14
