
航空机械加工领域的弱刚性零件定义
2018-03-20 07:33刘甫州邓秋生陈城等
山东工业技术 2018年2期
刘甫州 邓秋生 陈城等

摘要:航空机械加工领域中的弱刚性零件加工问题一直是行业内的焦点,在对弱刚性零件加工时,会发生由相对位移因周期激励的原因急剧增长所引起的跳刀现象,从而影响加工质量,甚至引起刀具破损,极大的影响加工系统的稳定性。目前工厂对于弱刚性零件的判断主要依赖于加工人员的经验,而对弱刚性零件缺少一个明确的定义,从而对弱刚性零件的定位支撑方案的选择造成了困难,鉴于此,本文从生产车间实际对弱刚性零件加工时产生的现象入手,结合原理分析,对弱刚性零件进行定义,以减少上述问题的发生。
关键词:航空;机械加工;弱刚性
DOI:10.16640/j.cnki.37-1222/t.2018.02.012
1引言
在航空领域中,大型薄壁类高强度合金已得到广泛应用。在实际加工中,这类零件中经常要反面加工,但由于某个方向的尺寸较其它方向的小,刚性不足,在加工过程中会出现跳刀、颤振等现象,造成刀具崩刃或者损坏机床主轴,以及零件表面粗糙度过大,加工误差大。因此在实际加工时,往往要加支撑来增强待加工部位的刚性,但判断是否要加支撑(或刚性不足)往往是在加工完成后,对零件进行检测时才能判断,要在加工前就知道零件在加工过程中是否刚性不足,即零件是否为弱刚性零件,现在还没有一个准确的定义。
中国工程物理研究院的李尚政提出了弱刚度件的特点是:①刚度差,易变形;②精度要求高,关键部位精度要求达到IT5—IT7级。按其形状一般可分为五大类:杆类:以细长轴为主;盘类:含薄片、空心盘等;短筒类:包括长径比小于0.5的各种筒体、法兰、中空壳体等;长筒类:指长径比大于0.5的各种筒体、中空壳体等;半球壳类:含各种球壳、非球壳体。但他所说的杆类、盘类、短筒类、长筒类、半球壳类弱刚度件零件,只对其特点、分类做了简单说明,但并没有弱刚性的相关定义。
本文将从生产车间实际对弱刚性零件加工时产生的现象入手,结合原理分析,对弱刚性进行定义。
2工厂实际加工现象分析
(1)颤振。颤振机理:在铣削加工薄壁件时(以加工侧壁为例),由于工件和刀具的弹性变形,在动态铣削力的作用下,同一轴线上不同高度位置处的切削厚度并不相同,有的位置过切,有的位置刀具与工件分离,并未参与切削,这样造成加工表面产生振纹。随着切削的進行,下一刀齿会在前一刀齿产生的振纹处切削,这样,切削厚度不断变化,动态切削力随之不断改变,使工艺系统产生振动。如图2-2所示,当相邻刀具波形轨迹同相位时切削厚度不产生变化,不会产生振动,而当波形轨迹不同相位时,会产生颤振。
(2)跳刀。跳刀是机械加工中由振动引起的刀具在水平或者竖直等方向跳动的现象。
引起跳刀的原因有很多,主轴或机床的自由振动、强迫振动、自激振动(颤振)等振动和零件的一些因素(如零件表面凹凸不平等)都会引起跳刀现象,而引起机床或主轴振动的原因又各种各样。据相关资料统计,在机械加工产生的振动比率中,强迫振动约占30%,自激振动约占65%,而自由振动只占5%左右,并且其振动通常情况下迅速衰减,对机械加工过程的影响极小。而其他类型的振动不能自然衰减,危害很大。可以这样说,引起跳刀现象的主要是颤振。
3机械振动力学分析
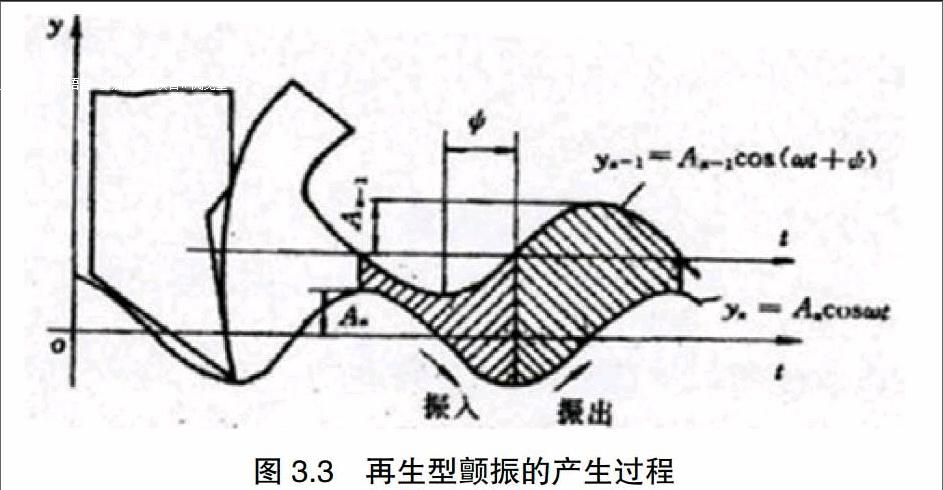
颤振分析:研究车刀作自由正交切削的情况,此时车刀只作横进给运动fz,车刀切削的是前一转留下的表面,如图所示:
假定切削过程受到前一瞬时的偶然性扰动,于是刀具与工件便会发生相对振动自由振动,振动的幅值将因为有阻尼存在而逐渐衰减。此种振动当然会在加工表面上留下一段振纹,如图中的图所示。当工件转过一转后,如图中的所示,刀具便会在留有振纹的表面上重复切削,此时切削厚度将发生波动,这就有动态切削力产生。如果各种条件的匹配是促进振动的,那么便会进一步发展到图中所示的持续颤振状态。图3.3表示的是前后两转的切削情况。
通常后一转切削的振纹与前转切削的振纹总不会同步,他们在相位上总有一个差值φ,设本转切削的振动运动为:
猜你喜欢
科技研究·理论版(2022年4期)2022-07-15
锦绣·中旬刊(2021年4期)2021-07-16
锦绣·中旬刊(2021年11期)2021-03-16
名城绘(2019年6期)2019-10-21
环球市场(2018年4期)2018-09-10
农家科技(2017年10期)2018-01-09
股市动态分析(2015年29期)2015-09-10
航空知识(2014年6期)2014-06-10
航空知识(2002年12期)2002-12-20
航空知识(2001年5期)2001-06-12
