
耐磨板NM500的焊接工艺及补焊工艺
2018-03-20 21:55毛学伦
山东工业技术 2018年2期
关键词:焊接
毛学伦
摘要:本文从耐磨板的特点、成分及机械性能入手,阐述其适用范围及耐磨板NM500的焊接工艺及补焊工艺。
关键词:耐磨板;焊接;补焊
DOI:10.16640/j.cnki.37-1222/t.2018.02.003
1特点
耐磨板是工业应用的重要材料。传统的耐磨钢就是在冲击负荷下发生硬化的高锰钢,其作用发挥的前提必须要受到足够的冲击负荷,如何冲击负荷达不到要求则硬度及耐磨力就达不到要求。随着耐磨钢技术的发展,NM系列的钢板突破了传统高锰钢的局限,实现耐磨钢的应用空间。结合相关实践研究其主要呈现以下特点:具有卓越的耐磨性。NM系列的耐磨钢具有良好的耐磨性,大大降低了损耗,有效降低了使用成本;具有均匀的硬度,避免了因硬度不均匀而造成的局部断裂现象;具有较为平整的表面。
2机械性能
目前国家耐磨板牌号分为NM300、NM360、NM400、NM450、NM500、NM550和NM600六个级别。耐磨钢牌号采用汉语拼音和布氏硬度(HB)数值的组合方式。如:NM450,NM为“耐磨”汉语拼音的首位字母,“450”为布氏硬度值。
NM500力学性能:
工程机械高强度耐磨钢产品应具有高硬度、高韧性、高强度、低碳和低合金等内在特性,以保证“高耐磨、易加工、省材料、降成本”目标的实现。
据资料报道NM360与普通钢板相比,有不低于两倍的耐磨性能,NM400则不低于2.5倍的耐磨性能;NM550则不低于4倍的耐磨性能。耐磨钢把高强度、高硬度、可焊接、易折弯这些特性融合在一起,具有优异的力学性能和良好的耐磨性,能适应不同工况的多种挖掘条件。
3适用范围
南通虹波机械有限公司为二十冶供应的NM500钢板根据图纸要求经装配、焊接等形成产品后,主要供应给美国邀游客户作为矿石输送机构使用。目前已经深得客户好评。
4 NM500的焊接工艺
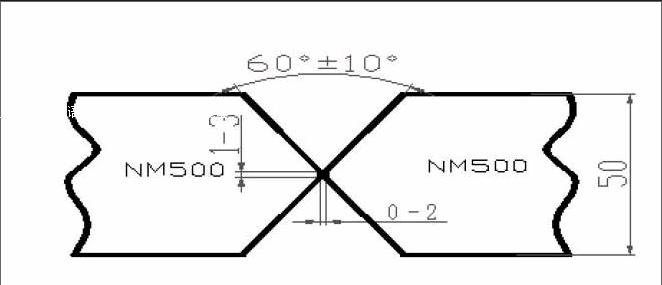
(1)耐磨鋼板,采用厚度为50mm,按照图纸要求打好坡口,并要求坡口两侧50mm范围内严禁有水、油、锈等杂质。
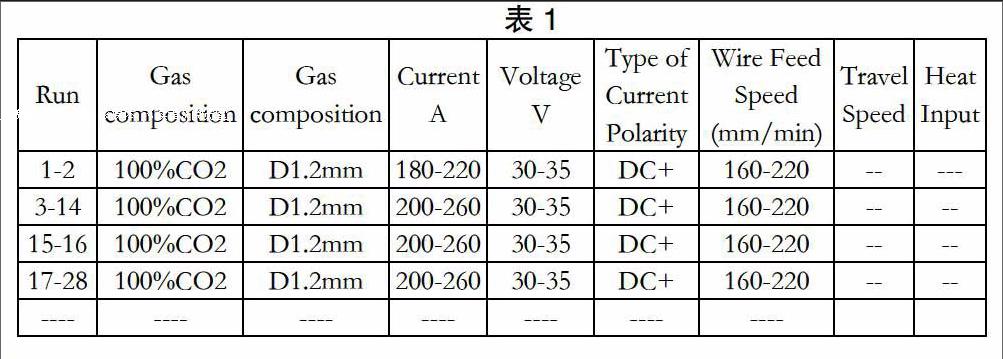
(2)焊材的选择为防止焊接裂纹,根据焊材匹配原则,采用韧性较好的焊丝,使用纯CO2气体保护焊,焊丝采用TWE-711,直径1.2mm。
(3)焊接参数如表1。
(4)焊接应力及变形的控制。在耐磨板M500的焊接中为了防止出现构件在焊接过程中产生的应力问题,需要焊接人员一方面要严格按照焊接图纸进行焊接,保证焊点位置与图纸尺寸一致;另一方面要采取多层多道焊接方式,以此从根本上防止出现焊接变形。
焊接完成之后要及时锤击焊缝周围,这样消除和扩散应力,避免造成的应力变形。
如果在焊接过程中出现缺陷的要及时进行返修,返修中要对焊接缺陷进行彻底的清除,例如要利用机械加工或者角向砂轮打磨的方式,坡口要合适,补焊时预热,层间温度及后热温度要求可适当放宽,其他要求与焊接要求保持一致。
根据产品结构应就具体情况严格制定工艺措施,同时进行严格检验,确保焊接质量。
5 NM500的补焊工艺
针对目前耐磨板切割后存在的裂纹问题,经过认真考虑研究特制定本补焊工艺,严格控制补焊过程:
(1)首先对舞阳耐磨板做磁粉探伤,标出裂纹存在的地方,以便后续工作的开展;
(2)组织相关人员对裂纹区域进行碳弧气刨。清根时,刨槽中心偏离接头中心线≤2mm;对于磁粉探伤做出的裂纹,碳刨长度=裂纹长度+10mm,修补刨槽及两侧30mm范围内进行修磨至露出金属光泽。切记避免防止焊接后裂纹的再发生;
(3)对焊缝进行表面探伤(MT或PT),确保裂纹全部去除;
(4)对焊接区域进行预热,预热范围为:碳刨后刨槽宽度+50mm(两侧),预热温度为:175-200℃,确保预热到指定温度,实际情况确实无法达到预热温度,可稍微降低要求,但必须≥150℃;
(5)焊接时需严格控制层间温度,层间温度需≤225℃,最大不可以超过250℃;
(6)焊丝采用TWE-711及级别等同焊丝或采用J506焊条。
注意事项:保护焊接材料的清洁,焊丝表面不得有油污和锈迹;使用焊条前需烘干,烘干温度为300 350℃,干燥60分钟后放入保温桶内。焊接后待焊缝冷却后需对补焊区域做100%MT。48小时后需重新对补焊位置做100%MT。
猜你喜欢
现代商贸工业(2016年14期)2016-12-27
科教导刊·电子版(2016年30期)2016-12-26
现代商贸工业(2016年21期)2016-12-26
新教育时代·教师版(2016年30期)2016-12-05
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
