纠偏系统在大跨度电子设备中的应用
2018-03-16 02:32崔晓改许睿
电子工业专用设备 2018年1期
崔晓改,许睿
(中国电子科技集团公司第二研究所,山西太原030024)
传送带纠偏系统的主要作用是为了防止传送带跑偏的现象,通过运送辊传送的带材,只要传送带和运送辊表面接触,因两者之间存在摩擦阻力,因此,通过传送带与运送辊之间中心线上各点接触实现传送带的传送运动。但是,在大跨度电子设备的传送装置中,传送带在无动力滚筒辊的带动下,运转过程中受到传动轴的不平行、传送带张力不均匀等不可控制力的作用,容易导致传送带的宽幅中心线偏离工艺辊道的基准中心线,发生左右方向的偏移,如果不对这种偏移加以及时纠正,不仅会影响传送产品的质量和精度,甚至会损坏传送带,造成经济损失。
在大跨度偏光片等薄膜料卷的放卷过程中,卷出送料卷会横向跑偏,影响送料精度。本文中送料纠偏是针对释放卷过程中左右偏移的放卷纠偏,所采用的EPC纠偏系统适用于卷料材质传输的应用。
1 传送带纠偏结构
在大跨度电子设备中,传送带尺寸宽、距离长,依靠无动力滚筒辊传输机构中经常会出现跑偏现象,影响生产。通过传感器以及长杆调节气缸动作实现纠偏,是一种简易有效的纠偏方式。传送带输送机构如图1所示,纠偏机构如图2所示。
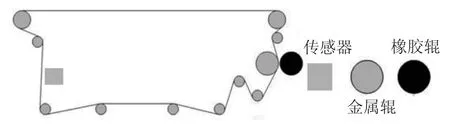
图1 传送带输送机构
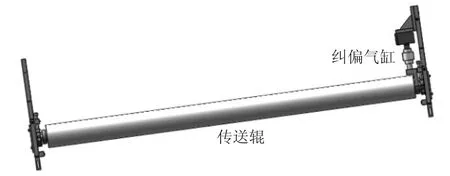
图2 传送带纠偏结构
1.1 纠偏工作原理
在传送带传送过程中,传送带跑偏时,在出料处,传送带两侧装有的光电传感器,一侧感应到遮光信号时,而另一侧无信号,PLC检测给出纠偏气缸动作指令。如果纠偏气缸下侧的传感器感应到传送带遮光信号,而另一侧传感器无感应遮光信号,PLC给出纠偏气缸伸出指令,气缸的连动臂将这侧传送辊端推出,传送带这一侧张紧,随着张力的作用,传送带慢慢趋于气缸远侧蜿蜒纠偏传送。如果纠偏气缸远侧的传感器感应到传送带遮光信号,而这一侧传感器无感应遮光信号,PLC给出纠偏气缸收回指令,气缸的连动臂将这侧传送辊端推出力撤回,随着张力的作用,传送带慢慢趋于气缸侧方向蜿蜒纠偏传送。这就是此纠偏结构的蜿蜒纠偏原理。
1.2 蜿蜒纠偏精度控制
考虑到传送带传输过程的持续性和蜿蜒性,采用气缸动作进行纠偏,根据工艺要求,不能频繁动作纠偏,此种纠偏方式在测试和应用上达到了±3 mm的偏差范围,达到了传送带传送精度要求。
2 送料纠偏结构
大跨度偏光片等薄膜料卷的出卷送料偏斜,需要通过检测卷材的边缘位置确定。传送过程中,由于材料品型的透光性不同,采用普通光电传感器检测难以实现。与光电传感器相比,超声波传感器有不受卷材透明度影响、检测精度高的特点,能达到可靠的纠偏效果。
大跨度卷料偏光片送料纠偏结构如图3所示。送料纠偏结构中卷材纠偏控制系统是一个闭环控制系统,由超声波探头、纠偏控制器、纠偏电机组成。在本结构中,采用自动对中(对边)的EPC纠偏系统,可实现自动纠偏,自动边位控制、自动对中(对边)三种工作方式。本文仅对自动对边工作方式做一介绍。
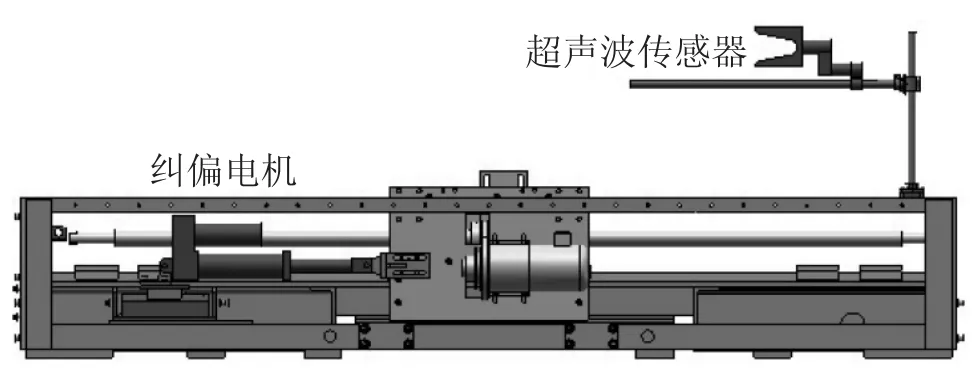
图3 送料纠偏结构
2.1 纠偏工作原理
首先纠偏传感器探测卷材的边沿或线条,读出实际位置与设定位置的偏移量,将偏移量转换成与之成正比的电信号,再将电信号送入控制器,信号通过控制器放大、校准后输出给纠偏电机,纠偏电机执行运动,带动送料纠偏结构中的丝杆连接电机整体移动,将卷材回复至设定位置。超声波探头检测实物图如图4所示。
2.2 影响放料纠偏精度的关键环节
送料纠偏系统纠偏精度直接取决于超声波传感器检测到的卷材偏移量,电动驱动器(包括导向机构)在控制器驱动信号的作用下能够在多短时间内使卷材准确回到设定的位置。

图4 超声波探头检测实物图
也就是说超声波探头的检测精度高,电动执行器的定位精度高,响应速度足够快,以及机械结构的抗振不至于造成机械结构的震荡,该纠偏系统精度就足够高。在本结构装置中,带材的齐整度可控制在±1 mm范围内。
3 两者的对比及适用性
本文中传送带纠偏方式,主要适用于大跨度依靠无动力滚筒辊传输的结构中,也适用于对传送精度要求不高,经济成本低的蜿蜒纠偏方式的场合。
本文中送料纠偏方式,主要适用于对卷筒类料卷出卷、放料、送料,材料透光性不一,光电传感器无法满足要求的大跨度结构场合。
4 结束语
在大跨度电子设备中,传送带纠偏保证传送带上料片薄膜的传送精度;料卷送料纠偏保证料卷放卷、出卷的送料精度。要达到整卷料卷的传输精度要求,二者缺一不可。对于纠偏系统,两种方式的适用性也是可以用在很多需要纠偏的工艺设备领域,可单独使用,也可配合适用。针对纠偏,本文中的这两种纠偏方式都是非常稳定可靠的,可广泛应用于卷材行业的纠偏控制。
[1]周莱,宋仲康.超声波在纠偏系统中的应用[J].仪表技术,2010,(9):40-42.
[2]蔡友发,郑惠群.高精度超声波纠偏控制系统的设计[J].工业仪表与自动化装置,2007,(5):65-67.
[3]朱章.物料纠偏系统的设计[D].武汉:武汉理工大学,2011.
猜你喜欢
建材发展导向(2022年14期)2022-08-19
建筑与预算(2022年2期)2022-03-08
中学生数理化·高一版(2021年1期)2021-03-19
西部交通科技(2021年9期)2021-01-11
建筑与预算(2020年10期)2020-11-04
上海建材(2018年4期)2018-11-13
中国公路(2017年15期)2017-10-16
中学教学参考·理科版(2016年11期)2017-06-08
河南科技(2014年24期)2014-02-27
物理通报(2012年1期)2012-03-20