焊接参数对超细颗粒焊剂约束电弧超窄间隙焊接焊缝成形的影响
2018-03-16 06:02李德福
橡塑技术与装备 2018年6期
李德福
(兰州交通大学铁道技术学院,甘肃 兰州 730000)
超细颗粒焊剂约束电弧超窄间隙焊接属窄间隙埋弧焊,具有窄间隙焊接和埋弧焊的双重优点,但二者的缺点也同样存在。其中,电弧攀升是超窄间隙焊接存在的主要问题。未解决此问题,通过试验研究了焊速、电压和电流等工艺参数对焊缝成形的影响,得到了获得良好成形的工艺窗口,为解决电弧攀升提供了新思路。
1 试验原理
为保证焊剂对电弧形成良好的约束,采用了如图1所示的工艺。焊接时,焊丝在送丝轮的推动下进入“I”型对接坡口内,与垫板接触并引弧。被电弧加热熔化的焊剂形成了对电弧具有强烈约束作用的熔渣壁,在此约束下电弧被限制在一定空间范围内对两侧壁及其底部进行加热。

图1 焊接原理示意图
通过调整相关焊接参数并使之合理匹配,可有效控制电弧在超窄间隙中的加热区范围,提高电弧对侧壁根部的加热效果,保证熔化焊丝的填充高度与侧壁被加热熔化的高度相等,以获得成形良好的超窄间隙焊缝。
2 焊接参数对超窄间隙焊接焊缝成形的影响
2.1 焊速对焊缝成形的影响
在焊剂30~40目,间隙宽度5.2 mm,焊剂堆高21 mm,焊丝伸出长度25 mm,衬垫金属丝网的目数为100目等参数不变的情况下,改变焊接速度进行了试验。
试验现象为:焊速为4.82 mm/s时,焊接过程中有发红的大颗粒跳出;8.10 mm/s时电弧约束良好,焊接过程稳定;10.03 mm/s时电弧约束良好,焊接过程稳定。
所得焊缝形貌对比如图2。可以看出,低焊速时所形成的热影响区明显大于其他速度焊接时,原因在于:焊速大小主要影响对母材的热输入量;焊速低,高温停留时间长,热影响区宽度大;焊速适当时,两侧壁熔合良好,焊缝形貌美观,焊道成凹形;但焊速过高时,易出现焊接缺陷。

图2 不同焊接速度时焊缝横截面形貌
2.2 电弧电压对超窄间隙侧壁的影响
在焊接速度为7.36 mm/s,焊丝伸出长度24 mm,间隙宽度5.3 mm,焊剂颗粒度30~40目,衬垫金属丝网目数100目,焊剂堆高24 mm等参数不变的情况下,改变电压进行试验得到了如图3所示的结果。从图中可以看出,随着电压的升高,焊缝呈现出从熔合不良、到熔合良好、再到出现咬边的变化。

图3 不同电压对应焊缝截面形貌
产生这种变化的原因是:电弧电压低,电弧对熔渣壁最下端的加热熔化作用弱,使熔渣壁将电弧与侧壁隔离或侧壁熔高小于焊丝填充高度,造成电弧无法加热到侧壁或对侧壁加热不足,产生了侧壁熔合不良;而电弧电压过大时,电弧对熔渣壁最下端处的加热熔化能力过高,造成侧壁熔高大于熔化焊丝填充高度,出现咬边。只有在合理的工艺参数下,电弧才能适度加热熔渣壁最下端形成合理的侧壁熔高使焊丝填充高度等于或略小于侧壁熔高,能获得成形良好的焊缝。
2.3 电弧电压对超窄间隙侧壁根部的影响
图4为试验结果统计所得电压对侧壁根部的影响结果,可以看出,电弧电压在21~22 V范围时,渣壁约束长度长,电弧阴极斑点被限制在间隙底部,对侧壁加热不足,仅能实现侧壁根部的熔合。电压在22~30 V的合理范围内时,随电压增加,侧壁最大熔深及侧壁根部熔透深度均呈增大趋势,在电压为30 V时侧壁根部熔透深度达到最大。
产生这种变化的原因是:随电压增加,电弧阴极斑点由间隙底部向侧壁上方进行扩展;另一方面,电压增加导致了电弧能量密度提高,有利于形成良好焊缝。而当电压过高时,对侧壁根部加热效果减弱,焊丝熔化后形成的填充高度大于侧壁高度,造成了侧壁咬边。
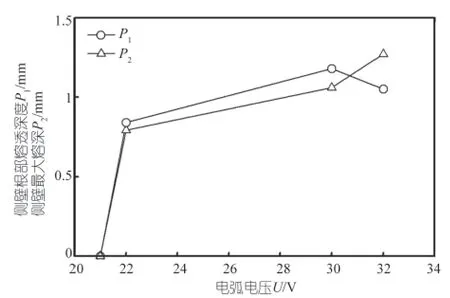
图4 电弧电压对侧壁根部熔透深度和侧壁最大熔透深度的影响
2.4 电弧电压与电流匹配关系的确定
通过对不同电流下改变电弧电压试验结果的分析得到了电压与电流的匹配关系,如图5。在电流小于200 A时,可获得良好焊缝成形的电压范围很窄;在200~325 A的范围获得良好焊缝成形的电压范围较宽;在此工艺窗口内电流确定时随电压增加焊缝依次呈现从“侧壁熔合不良”到“焊缝成形良好”再到“咬边”的变化。
因此,电流为200~325 A时,获得良好成形的电压范围约为22~31 V,这与图3、4、5试验结果一致。
3 结论
(1)用超细颗粒焊剂约束电弧效果良好,能解决电弧攀升问题,焊缝成形良好;
(2)在其他参数一定的情况下,存在焊缝成形良好的工艺窗口,在此窗口内随电压增加,侧壁根部熔透深度呈先增加后减小的变化;
(3)在200~325 A的电流匹配22~31 V电压时,当电流一定时,随电压增加,焊缝依次呈现从“侧壁熔合不良”到“焊缝成形良好”再到“咬边”的变化。

图5 电弧电压与电流匹配关系
[1] 那雪冬,朱亮.细晶粒钢的涂覆焊剂片超窄间隙焊[J].电焊机,2004,34(8):20~23.
[2] 郑韶先,朱亮,等. 焊剂带约束电弧在超窄间隙焊接中的加热特性 [J].焊接学报,2008,5:57~60.
[3] 王宗杰. 熔焊方法及设备[M]. 北京:机械工业出版社,2006.
[4] 刘会杰. 焊接冶金与焊接性[M].北京:机械工业出版社,2008.
猜你喜欢
电焊机(2022年5期)2022-06-01
工程技术与管理(2022年3期)2022-03-08
金属加工(热加工)(2020年9期)2020-11-04
四川冶金(2019年4期)2019-11-18
模具制造(2019年3期)2019-06-06
金属加工(热加工)(2018年1期)2018-01-24
舰船科学技术(2016年1期)2016-02-27
汽车零部件(2014年5期)2014-11-11