安谷水电站发电机定子绕组下线
2018-03-12 03:08张海峰,何仕明,刘翱,李伟
四川水力发电 2018年1期
张 海 峰, 何 仕 明, 刘 翱, 李 伟
(1.中国水利水电第七工程局有限公司,四川 成都 610016;2.中国水电建设集团圣达水电有限公司,四川 乐山 614013)
1 概 述
安谷水电站工程位于乐山市市中区与沙湾区接壤的安谷河段生姜坡,距上游已建的沙湾水电站约35 km,下游距乐山市区15 km,该电站安装5台轴流转桨式机组,其中大机组容量为4×190 MW,小机组容量为1×12 MW,总装机容量为772 MW。其主要技术参数为:额定电压为13.8 kV、额定电流为9 085 A、额定功率因数为0.875、额定转速为88.2 r/min、绕组绝缘等级为F级;大机组定子铁芯共计612槽、定子线棒共计1 224根。定子在安装间叠片后吊入机坑,在机坑进行下线施工。
2 定子下线的主要工序
2.1 定子下线准备
2.1.1 场地布置
(1)粉尘控制。在发电机层沿定子机坑周围搭设适当高度的防尘架,防止金属粉尘、灰尘、杂物等进入下线作业区。在下线区域派专人经常清理地面,保持作业区域清洁。
(2)作业平台。在机坑内搭建2层环形施工平台以方便安装及吊运。
(3)工位布置。在机坑外搭建配胶房、试验房和化学品存放室。
2.1.2 设备清点
在定子下线前,通知监理、厂家人员和施工方一起对到货材料进行逐一清点,检查规格、数量、保质期限,发现缺件或缺陷及时联系监理人员、厂家妥善处理。
2.1.3 定子铁芯、线棒的检查与清理
用压缩空气清扫整个定子,检查槽内和铁芯无异物,检查铁芯槽内涂漆是否均匀、图层是否有损伤,检查定子线棒槽部和端部是否有机械损伤、是否有明显的几何变形、绝缘是否受潮;工频交流耐压试验按照规范要求进行抽检:试验电压为2.75Un+2.5 kV=40.45 kV,时间1 min,要求不闪烁、不冒烟、不击穿。
2.1.4 环氧制品的干燥处理
将槽楔、槽下垫条等层压制品用白布沾酒精或丙酮溶液擦洗干净、室温下晾干时间不少于30 min后,在80 ℃温度下烘焙时间不少于8 h。涤波管必须脱蜡处理后方可使用。
石英粉、云母粉在使用前,需在80 ℃温度下烘焙时间不少于8 h。
涤波绳在使用前,需在120 ℃温度下、烘焙干燥时间不少于2 h进行脱蜡处理。
2.1.5 检查绝缘材料
对照装箱单,检查每种材料的数量;检查材料是否有受潮、变色等不正常情况,云母带运至工地后储存在冰箱内,冰箱内温度控制在5 ℃以下。
2.1.6 确定定子线圈下线位置
按照定子绕组接线展开图确定铁芯第一槽的位置,第一槽为基准槽,参照基准槽做好整圆的编号,槽号从1开始按顺序逐槽进行编号;按照厂家图纸,确定槽号及其对应所要下的线圈的种类和数量,并在铁芯上标出特殊线棒的位置;用槽样棒检查槽型,并按线槽数10%的比例抽测线槽上中下三点的宽度尺寸并做好记录。
2.2 下层线棒的安装
2.2.1 垫槽底垫条
确认定子槽内无异物,使用干燥的压缩空气对定子槽内进行清扫,确认需要放测温垫条的槽号,将槽底垫条放入槽内,调整垫条位置,沿轴向两端放置均匀,并在两端用胶带临时固定在铁芯上,防止下层线棒嵌线时脱落、松动,槽底垫条两端分别伸出定子铁芯20 mm。
2.2.2 嵌下层线棒
嵌下层线棒前,用细纱布或钢丝砂轮打磨线棒两端引线部位,使之露出铜本色。用绝缘记号笔标出定子铁芯轴向中心线,用线棒样板和绝缘记号笔标出下层线棒轴向中心线;将下层线棒一根一根小心嵌入槽内,线棒轴向中心线与铁芯轴向中心线应对齐一致,严禁采用敲击线棒端部的方式调整线棒的轴向位置。下线过程中,记录线棒号以及嵌入的槽号;检查线棒槽内直线部分是否紧贴槽底,不允许在线棒端部已紧靠端箍而直线部分与槽底垫条间存在间隙;下线时用橡胶榔头或木榔头轻打线棒直线部位,将线棒平推送入槽中(图1);用临时木槽楔、木楔板、保护垫条将线棒在铁芯上、中、下位置临时固定在铁芯槽内(图2);线棒直线部分嵌入槽内后,侧面采用F级半导体垫条塞实,并用0.05 mm塞尺检查,线棒两侧间隙长度分别不得大于200 mm(按铁芯每200 mm高段内间隙控制在0.05 mm以内),如间隙大于200 mm时,必须加垫条塞实。塞入深度应与线圈嵌入深度相等,侧间垫条之间的间隙应不大于10 mm。
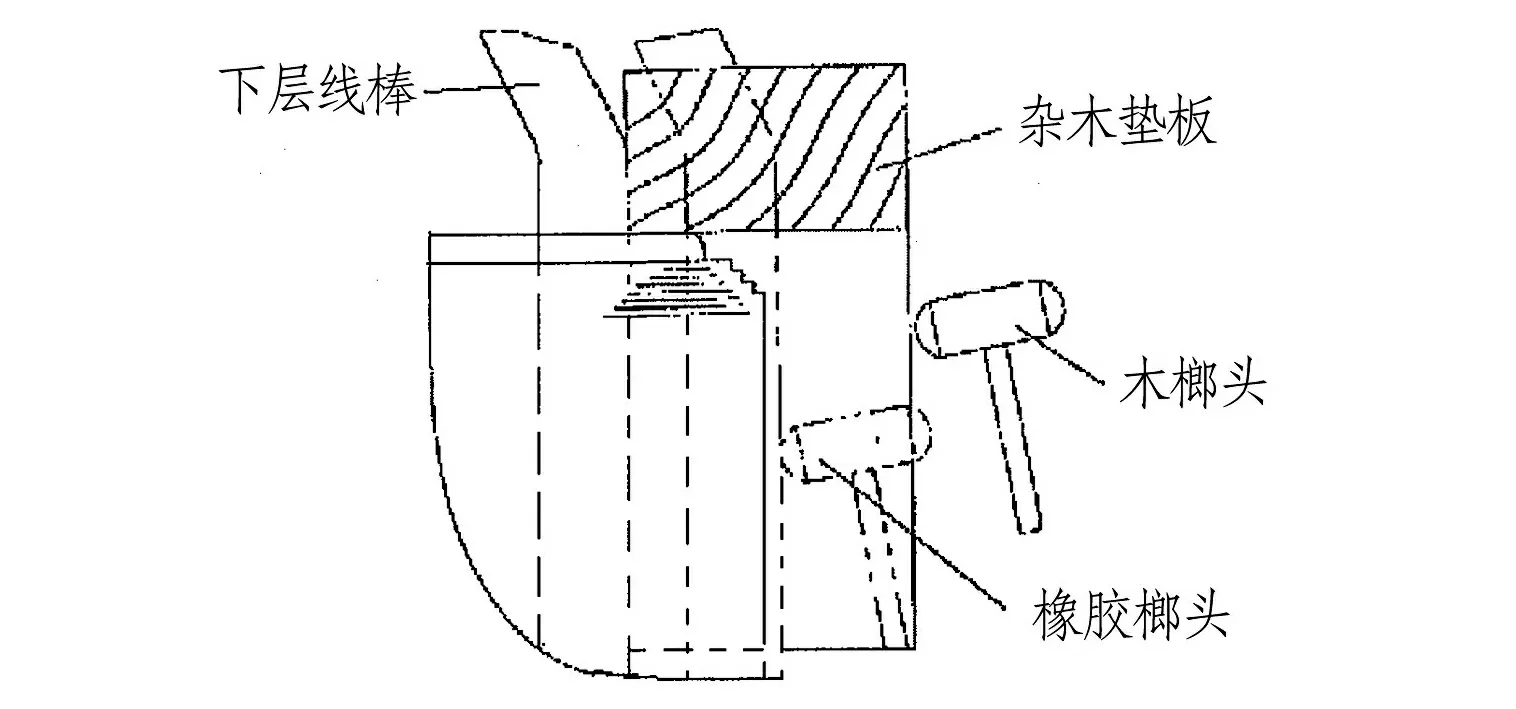
图1 线棒下线图
2.2.3 端箍的装配
安谷水电站端箍采用环氧制品软端箍,上、下端箍共计36段。
(1)预装端箍。
在定子铁芯齿部用绝缘记号笔标出定子铁芯轴向中心线,用绝缘记号笔和线棒样板标出线棒轴向中心线。
按要求调整端箍位置,用临时支撑、绑绳等工具将端箍临时绑扎固定,调整端箍之间的间隙≤6 mm。按设计直径预装、端箍整圆偏长时,取其中一段,将多余的长度去除,尽量保证切断面光滑整洁,切断面在绝缘包扎前涂环氧胶;端箍整圆偏短时,可适当调整端箍之间的间隙,最大至10 mm。
(2)端箍绑扎。
根据预装情况,将端箍连接成尽可能长的分段后,再安装到线棒上并将各分段连接扎成整体。
①每段端箍合缝处,应采用适形材料填满,并配装环氧连接块,连接块中心线与合缝面对齐,连接块与端箍之间用浸透胶的适形材料及环氧室温固化腻子填充,再用无碱玻璃丝带密实半叠包4层,玻璃丝带层间与外表面应均匀涂刷环氧室温固化胶,室温下固化时间不少于48 h。
②在连接好的分段端箍内径侧放置浸后、U型折叠的适形材料。根据预装情况,适形材料中插入绝缘板,然后用t0.13玻璃丝带将适形材料与端箍绑扎成一体,注意将适形材料(绝缘板)的接缝位置与端箍的接缝位置错开。
③该操作应结合线棒斜边垫块的布置绑扎进行。在环氧胶固化前,将端箍安装到定子线圈上,并用φ8/φ7涤波管与下层线棒绑扎成一体,绑扎间距应小于1 m。同时,端箍应用C型夹或其它方式可靠地临时固定在线棒上,注意:不论采用何种固定方式,均不得损伤定子线棒。
④环氧配置按相关要求进行:
适形材料使用前,应预浸环氧室温固化胶并反复挤压、浸胶确保浸透,去除表面环氧胶后再进行试验,使用时压缩量应大于50%。
环氧室温固化腻子H-7315(AB组)配比为:A∶B=1∶1(按重量计量)。
环氧室温固化胶H-0410(AB组)配比为:A∶B=5∶1(按重量计量)。
2.2.4 下层线棒端部的绑扎
检查下层普通线棒、引线线棒下线位置是否正确;用绝缘记号笔在线棒端部按图纸标出线棒端部绑扎位置;用绝缘记号笔在线棒端部和端箍所有表面用无水酒精清理干净。检查线棒端部斜边间隙,注意斜边间隙应不小于10 mm。按图纸线棒端部斜边垫斜边间隔块,斜边间隔块的厚度根据斜边间隙的大小进行调整。斜边间隔块塞入前外包适形材料,适形材料外包之前应浸泡环氧室温固化胶H-0410(AB组),其配比为:A∶B=5∶1(按重量计量);用φ8/φ7的涤纶玻璃丝绳按图纸规定的道数和方法对线棒端部进行绑扎。φ8/φ7的涤纶玻璃丝绳使用前应浸泡环氧室温固化胶H-0410(AB组),配比为:A∶B=5∶1(按重量计量);用毛刷在所有绑绳和适形材料表面均匀涂刷一层环氧室温固化胶(H-0410(AB组),其配比为:A∶B=5∶1。涂刷时,应避免污染线棒高阻防晕层。涂刷时:毛刷上应浸少量胶水并采用多次涂刷,以防胶水流入线棒上和线棒槽内;对流入线棒表面的余胶用无水酒精及时进行清理。
2.2.5 下层线棒电气试验
绝缘电阻在40 ℃以下时,绝缘电阻、吸收比试验合格后,按照G8/T8564一2003 《高压交流电机定子线圈及绕组绝缘耐电压试验规范》规定的限值进行下层线棒工频交流耐电压试验,持续1 min。槽电位小于10 V 。
2.3 上层线棒的安装
(1)垫槽底垫条。
检查定子槽内无异物,用干燥的压缩空气对定子槽内进行清扫,确定需要放层间测温垫条的槽号。将层间垫条、层间测温垫条放入槽内,调整垫条位置,使其沿轴向两端放置均匀,并在两端用胶带粘在下层线棒上,防止其在嵌上层线棒时松动。
(2)嵌上层线棒。
清理并检查上层线棒。用绝缘记号笔标出定子铁心轴向中心线,用线棒样板和绝缘记号笔划出上层线棒轴向中心线。嵌入上层线棒之前,用细砂纸或钢丝砂轮打磨上层线棒两端的引线部位,使之露出铜本色。检查铁心槽内,确定层间垫条没有脱落或串位。按嵌下层线棒的方法嵌上层线棒。上层线棒嵌线后,用槽楔部调整工具、T 型螺钉、保护垫条将线棒在铁心两端固定。线棒直线部分嵌入槽内后,在线棒左侧塞入半导体侧间垫条,塞入深度尽量与线圈嵌入深度相等,侧间间隙小于0.3 mm ,连 续 长 度 不 大 于100 mm ,用0.05 mm 间隙检查工具进行检查,整只线棒至少有两点间隙小于0.05 mm; 将两相邻侧间垫条之间的间隙控制在5~20 mm 之间,首末段侧间垫条严禁超出铁心。垫侧间垫条的方法以及余量的去除与下层线棒下线时相同。上层线棒嵌入后,上下层线棒的接头相互错位不大于5 mm ,否则必须在进行调整之后重新嵌入。
(3)上层线棒端部的绑扎。
检查下层普通线棒、引线线棒下线位置是否正确。用绝缘记号笔在线棒端部按图纸标出线棒端部绑扎位置。
检查线棒端部斜边间隙。绑扎前,首先将上层线棒端部所有表面用无水酒精清理干净。按图纸要求放入线棒端部斜边间隔块,斜边间隔块的厚度根据斜边间隙的大小进行调整,应确认斜边间隙不小于11 mm ,斜边间隔块塞入前外包适形材料,适形材料外包之前应预浸环氧室温固化胶(H-0410(AB 组) ),其配比为: A∶B=5∶1 (配比按重量计量),如果环氧室温固化胶很稠,可少量加入酒精稀释剂(应尽量少用或不用),但要求控制在环氧树脂重量比的20% 以内,用手拧干后再包,适形材料的压缩量应大于50% 。用φ8/φ7 的涤纶玻璃丝管绳按图纸规定的道数和方法对线棒端部进行绑扎。φ8/φ7 的涤纶玻璃丝管绳使用前应预浸环氧室温固化胶(H一0410(AB组) ,其配比为: A∶B=5∶1,用手拧干,室温晾至半干后使用。
2.4 槽楔的安装
用压缩空气将定子槽内清扫干净,确认槽内无异物。在槽内依次放好垫条、波纹板、楔下调节垫条、楔下垫条,调整调节垫条厚度后放入槽楔。楔下调节垫条的厚度需根据滑动量规在一定压力下进入的深度决定,与线棒紧帖的应该是半导体楔下垫条。
放入斜楔,铁心D 侧(水轮机侧)端部槽楔的斜楔由D 侧往B 侧(发电机滑环侧)打入,其余槽模的斜楔由B 侧往D 侧打入,槽楔、斜楔打紧后,波纹板压缩量为100% (即:波峰高度为零)。
槽楔装配质量要求:
槽楔紧度:铁心上下端两根槽楔应无空隙,其余各槽楔有空隙的长度不应超过槽楔长度的1/3 。
槽楔上通风沟与铁心通风沟的方向应一致,中心应对齐,偏差不大于2 mm。
所有槽模在铁心槽内的长度应符合图纸设计要求,相互高差不大于5 mm。
所有槽楔表面不应高出铁心内圆表面。
2.5 上、下引线并头块的焊接
安谷水电站定子上、下层线棒采用中频焊机进行焊接。
(1)焊接前的准备工作。
在焊接前,用钢丝刷或细砂布将定子线棒端部引线焊接部位、连接铜排打磨至露出铜本色、银焊片表面氧化层打磨干净;用专用整形工具将上、下层线棒接头整形对齐,按图纸在定子线棒引线部位与连接铜排之间放银铜焊片,用焊机夹具固定引线焊接部位。连接片与线棒引线搭接长度为52 mm。
线棒引线部位主绝缘外包浸透水的陶瓷纤维布,长度不少于150 mm ,线棒间塞入陶瓷纤维布作为隔火层,陶瓷纤维布使用前用水浸透。
(2)焊 接。
银焊时,通过调整电流大小调节焊接温度和焊接时间,避免高温损坏股线和线棒端部的绝缘,加热时间不能超过60 s。如果焊接在60 s之内不能完成,停止加热并使线棒和连接铜板冷却,重新调整夹头之后再次加热焊接,待并头焊接部位降至130 ℃ 以下后方可撤除。线棒接头并头焊接后,清理干净,修光毛刺,外观检查应整齐、光滑,焊料填充饱满,焊缝无裂纹。清理时,不使金属颗粒进入铁心槽内及端部其它部位。
(3)焊接质量的检查。
采用直流电阻法测量焊接接触电阻。测量电极位置距离连接板12 mm;每槽上、下端头的接触电阻值与其平均电阻的偏差值判定标准按制造厂专门规定执行。对于接触电阻超过标准的部分再次检查其焊接状况,分别检测 “b”与“a”以及“c”“a”之间的接触电阻,对焊接不良位置重新焊接并达到要求。
2.6 绝缘盒的安装
(1)检查绝缘盒。
检查绝缘盒无裂纹、气泡、绝缘分层、油污污染等缺陷,检查绝缘盒壁厚满足图纸设计要求。绝缘盒内表面用打磨工具打毛。
在绝缘盒装配前,为防止胶溢出或滴落到绝缘盒外壁,应事先用牛皮纸或塑料布将绝缘盒外壁包覆保护,待绝缘盒浇注完成后清除该保护层。
(2)焊接部位的检查。
用钢丝刷、锯片刀、砂布、丙酮或酒精溶液将引线焊接部位清理干净,绝缘搭接部位的绝缘不允许有碳化痕迹,如有,必须铲除干净,并用无水酒精清洗。如果线棒端头绝缘长度不够时,应按图纸设计层数要求加包云母带。
(3)绝缘盒的安装。
调整绝缘盒位置,用环氧室温固化腻子封底,从绝缘盒上顶二孔中灌注环氧室温固化填料,一次性浇注至开口处。在环氧填料未固化前,调整好绝缘盒垂直、水平及高度位置。绝缘盒全部安装完成后,检查是否有未灌满的绝缘盒,对于未灌满的绝缘盒应补满填充树脂。环氧室温固化填料固化后、表面低于绝缘盒3 mm 以上时,应用环氧室温固化填料补充填满。
环氧胶灌注填料配比为7 105 (A 、B 双组份)=5∶1( 配比按重量计量)。
2.7 极间连接线
(1)极间连接线的检查。
检查所有的极间连接线绝缘无机械损伤、受潮、霉变。极间连接线的几何形状、尺寸应符合图纸要求。清理极间连接线需银焊部位无油污、氧化层。
(2)极间连接线的预装。
检查极间连接线与引出线棒连线的实际位置。极间连接线对地空间距离不少于70 mm,极间连接线对地沿面爬电距离不少于80 mm。
(3)极间连接线的安装与焊接。
极间连接线采用银铜焊焊接。用细砂布将银焊片表面氧化层打磨干净,用干净的白布沾酒精或丙酮溶液将银焊片表面的污物擦洗干净。在线棒引线焊接部位和连接铜排间垫一层银焊片,用焊接夹钳夹紧。用浸透水的陶瓷纤维布或陶瓷纤维纸对线棒绝缘末端和极间连接线绝缘末端进行包裹降温处理。启动银焊机,按照银焊机的操作规程进行焊接。焊接必须保证线棒两排股线间、线棒与连接铜排间接触良好。焊缝若不饱满,采用银焊条进行填充。
(4)绝缘包扎。
对于连接部位凹凸不平处采用腻子填抹平整,环氧腻子采用H-7315(AB 组) ,其配比为A∶B=l∶1,按配比混合后应配合均匀。对直角连接处垫包两层多胶云母板,并用无碱玻璃丝带扎紧,其外面涂环氧室温固化胶。在连接部位半叠包粉云母带18 层,外半叠包0.1 mm×25 mm无碱玻璃丝带1 层,层间及外表面外涂环氧室温固化胶H-0410(AB 组) ,配比为: A∶B=5∶1 (配比按重量计量)。新旧绝缘搭接长度不少于40 mm。要求手包绝缘1/2 叠包均匀,云母带无起皱、拉丝、异物污染等缺陷。
2.8 汇流母线的安装
(1)汇流母线的检查。
检查所有的汇流母线绝缘无机械损伤、受潮。汇流母线的几何形状、尺寸符合图纸要求。清理汇流母线银焊部位无油污、氧化层。
(2)汇流母线、线夹的预装。
连接铜排与汇流铜排、引出铜排与汇流铜排焊接连线位置。汇流铜排对地空间距离不少于70 mm,爬电距离不少于80 mm 。
安装汇流母线线夹座,拆除汇流母线。按图纸位置安装汇流母线线夹座,将线夹座上的紧固螺钉拧紧后,用样冲冲击锁定。
(3)汇流母线的安装。
从最下面一层开始安装。汇流母线安装时,在汇流铜排放入线夹槽之前,在铜排线夹槽绕包2 层Nomex 纸后再围包适形毛毡材料。适形毛毡使用前预浸环氧室温固化胶,浸后拧至半干后使用,浸胶适形毛毡压缩量不小于50% (环氧室温固化胶配比H-0410(A 、B 组)的配比为:A∶B=5∶1。汇流铜排安装时作标记向上装配。汇流母线之间采用连接片、M16 螺栓把合连接,螺栓把合拧紧力矩为76~106 N-m(7.9~10.8 kg-m)。
(4)汇流母线的焊接及绝缘处理。
连接铜排与汇流铜排采用银铜焊连接。用浸透水的陶瓷纤维布或陶瓷纤维纸对连接铜排绝缘末端和汇流母线焊接部位绝缘末端进行包裹降温处理。清理引出连接铜排焊接连线部位,保证连接铜排与汇流铜排的焊接质量。在焊接过程中,焊缝若不饱满,需采用银焊条补焊并保证搭接良好。焊接完成后,清理焊渣并检查焊接质量。
绝缘包扎前,绝缘末端不允许有碳化现象出现。如有则必须铲除,并用无水酒精将其表面清理干净。绝缘包扎部位应进行去潮处理,在80℃温度下烘焙去潮处理的时间不得少于12 h 。对引出线棒与汇流铜排的连接部及引出铜排与汇流铜排的连接部凹凸不平处以及汇流铜排间的连接部采用环氧室温固化腻子填平。半叠包D615 粉云母带16 层,再半叠包无碱玻璃丝带l 层,层间及表面涂刷环氧室温固化胶。绝缘搭接长度不小于40 mm 。环氧胶采用H-0410(AB 组) ,其配比为: A∶B=5∶1 (配比按重量计量),要求手包绝缘1/2 叠包均匀,云母带无起皱、拉丝、异物污染等缺陷。
2.9 止沉块安装
(1)接线侧止沉块的安装。
止沉块安装前,检查有无机械损伤并用干净的白布沾酒精或丙酮溶液将止沉块表面擦洗干净。
止沉块安装后,按照图纸用φ4/φ3 的涤纶玻璃丝管绳将止沉块、上下层定子线棒、槽底垫条、适形材料一起绑扎3 道。绑扎3 道后,保证线棒与止沉块接触面无间隙。绑扎完成后,在绑绳表面均匀涂刷一层环氧室温固化胶环氧室温固化胶配比H0410 (A 、B 组)A∶B=5∶1)。
涤纶玻璃丝管绳使用前预浸环氧室温固化胶[室温固化胶采用H-0410(AB 组) ,其配比为:A∶B=5∶1(配比按重量计量)],用手拧干后晾至半干后使用,绑扎后在绑绳表面均匀涂刷一层环氧室温固化胶,室温下固化时间不少于48 h 。
(2)反接线侧止沉处理。
按照图纸,用φ4/φ3 的涤纶玻璃丝管绳将上下层线棒及槽底垫条绑扎3 道固定。楔下垫条、楔下调节垫条与槽楔下部平齐。绑扎完成后,在绑绳表面均匀涂刷一层环氧室温固化胶(室温固化胶采用H-0410(AB 组)) ,其配比为:A∶B=5∶1 (配比按重量计量)),涤纶玻璃丝管绳使用前预浸环氧室温固化胶(室温固化胶采用H一0410(AB 组) ),其配比为: A∶B=5∶1(配比按重量计量),绑扎后在绑绳表面均匀涂刷一层环氧室温固化胶,室温下固化时间不少于48 h 。
2.10 定子干燥及试验
(1)定子干燥。
检查、清扫整个定子,注意不能让金属碎屑等杂物留在铁心通风沟内或线圈的缝隙中、绑绳的
缝隙中。整个定子端部在80℃温度下的烘焙时间不少于72 h 。
(2)定子试验。
将测温元件、机壳可靠接地,测每相绕组的直流电阻。用2 500 V 的MΩ表测量定子绕组的绝缘电阻。绝缘电阻试验通过后,进行直流耐压及直流泄漏试验(分相进行)。绝缘电阻试验和直流耐压及泄漏试验通过后,应进行工频交流耐压试验(分相进行)。试验合格后进行整体清扫、喷漆。至此,定子下线施工全部结束。
3 结 语
发电机定子是发电机的关键部位之一,定子下线质量的好坏直接影响到发电机的安全运行及其寿命。安谷水电站机组定子下线严格按照下线工艺进行,所有试验一次性合格。实践证明:安谷水电站定子下线工艺可行,可供同类工程借鉴。
猜你喜欢
烟草科技(2022年11期)2022-12-20
水电与抽水蓄能(2022年3期)2022-07-17
重型机械(2022年2期)2022-04-18
科学家(2022年3期)2022-04-11
中国新技术新产品(2020年20期)2020-12-21
水利与建筑工程学报(2019年6期)2020-01-08
三联生活周刊(2017年37期)2017-09-11
科技创新与品牌(2017年3期)2017-04-27
大电机技术(2015年6期)2015-07-01
河南科技(2015年15期)2015-03-11