
浅析核电厂蒸汽发生器传热管降质及堵管技术
2018-03-09 20:43罗飞华
科技视界 2017年35期
罗飞华
【摘 要】本文分析了蒸汽发生器传热管降质的原因,传热管降质的机理,以及易出现降质的部位,提出预防手段;简要介绍规范要求的及非规范要求的蒸汽发生器在役检查主要内容,以及破损传热管的三种堵管方式;以远程机械拉拔式堵管技术为例简单阐述国内堵管技术的现状。结合国内外最新的蒸汽发生器堵管技术对堵管技术的发展方向进行探讨。
【关键词】蒸汽发生器;传热管降质;在役检查;堵管技术
中图分类号: TL353.13 文献标识码: A 文章编号: 2095-2457(2017)35-0090-002
The Tube Degradation and Plugging Technology for Steam Generator in Nuclear Power Plant
LUO Fei-hua
(Nuclear Nuclear Power Operations Management Co., Ltd., Haiyan, Zhejiang 314300,China)
【Abstract】The causes of Steam Generator tube degradation,main methods of in-service inspection and methods of dealing with worn tubes are presented in this thesis.Based on remote mechanical-drawing plugging,briefly introduce the main content of in-service inspection and three typical plugging means.Combining with the latest SG plugging technology at home and abroad,discuss the development direction of plugging technology.
【Key words】Steam Generator;Tube Degradation;Inspection;Plugging Technology
0 前言
蒸汽发生器(SG)是压水堆核电站的关键设备之一,是一回路与二回路进行热能交换的媒介,也是一回路压力边界,包容一回路强放射性物质。传热管若出现破损,一方面一回路放射性物质会进入二回路系统,进而释放到环境中;另一方面,放射性释放会引起停机停堆,造成重大的经济损失。蒸汽发生器传热管的壁厚约1mm,传热管总面积却占一回路压力边界的70%以上,在核电厂蒸汽发生器传热管是作为最敏感脆弱的一环进行精心呵护的。精心呵护包括但不限于一/二回路水化学严格控制,蒸汽发生器传热管役前及在役检查,机组运行中的运行参数严格监测及传热管泄漏率的连续监测等。
1 SG传热管降质原因及预防手段
国外内核电厂运行经验表明:腐蚀和机械损伤是造成SG传热管降质的主要因素。腐蚀又分为一次侧应力腐蚀(PWSCC)、二次侧晶间腐蚀(IGA)及晶间应力腐蚀(IGSCC)、耗蚀;机械损伤则分为凹痕、微动磨损、及外来物磨损。具体情况如表1:
2 蒸汽发生器在役检查
从表1SG传热管降质原因可以看出,在役检查是预防传热管降质的重要手段。SG在役检查包含规范要求的在役检查(ISI)和非规范要求的在役检查方法两类,其中规范要求是指根据RSEM90版《压水堆核电厂核岛机械部件在役检查规则》和国家核安全局颁布的核安全法规HAF0302《核电厂在役检查导则》的要求,应定期对SG传热管实施涡流检查(ET)在役检查,属于规则、导则强制要求的,各核电厂必须执行并将检查结果提交给核安全局审查的检查项目;非规范要求的在役检查方法则不是法规强制要求,而是根据国内外同类电厂及自身电厂的运行经验做出的检查项目,它也是非常必要的。
规范要求的在役检查又分为役前检查(PSI)和在役检查(ISI),役前检查(PSI)是对蒸汽发生器所有传热管进行一次全面检查,检查和处理初始缺陷,并为在役检查(ISI)提供数据基准。在役检查则是根据电厂在役检查大纲及在役检查计划,有序的对SG传热管进行抽样检查,用以跟踪寿期内传热管降质情况并及时作出响应。通常情况下,SG传热管在役检查计划会在首次换料大修的时候对SG外围两层传热管进行涡流检查,并进行一定比例的抽样检查;以后每次大修再抽取相同比例的传热管进行涡流检查。根据涡流检查的结果对SG传热管的降质情况做综合判断,对达到堵管要求的传热管实施堵管,以防止降质扩大引起传热管破损。
非规范要求的在役检查主要有三方面内容:SG二次侧管板清洁度检查(ITV)、SG二次侧冲洗和SG二次侧外来异物取出。非规范要求的在役检查内容是规范要求的在役检查的重要补充,对腐蚀环境的破坏以及避免异物对传热管的损伤有着十分重要的意义。
与大多数U形管换热器一样,SG也有一定程度的换热裕度,即实际传热管数量有所富裕,通常富裕传热管数量不超过总传热管数量的20%,若传热管堵管数量超过此裕度则核电厂不得不选择降功率运行或者更换蒸汽发生器。
3 国内外堵管技術
根据蒸汽发生器在役检查结果,若传热管出现明显降质,则需对其进行堵管。国内外通用的堵管依据参考ASME锅炉及压力容器规范(第XI卷)IWB-3521条的蒸汽发生器传热管验收标准[3],标准规定允许的缺陷深度超过传热管壁厚的40%就需要堵管。
文献[4]研究表明,仅考虑缺陷深度的影响而忽略缺陷沿传热管轴向长度的影响是不全面的,也是保守的。并以传热管缺陷的伤深比α和当量长度比γ为参量,利用爆破压力拟合计算公式和强度条件,提出了传热管在役检查的验收依据和堵管条件,在实际操作过程中可作为参考。endprint
国内外核电厂较为成熟的堵管方式有焊接式和机械式两种,焊接式是采用焊接的方法将要修复的传热管与堵头材料熔合在一起,从而达到足够的密封性能和机械强度。焊接式堵管的方式多用于设备制造期间和调试期间,无放射性,可近距离操作,其工艺成熟,堵管质量取决于焊接技术水平。
机械式又分为机械辊胀式和机械拉拔式两种。两种机械式堵管方式在国内外均有广泛的应用,且均可实现远程堵管操作。远程堵管操作可大大减少堵管人员受照剂量,符合辐射防护最优化(ALARA)原则。
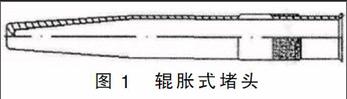
机械辊胀式与传热管胀管原理相同,即利用辊胀工具将图1辊胀式堵头胀接到要修复的传热管,堵头发生塑性变形,传热管及管板发生弹性变形,辊胀后的残余应力及管板对传热管和堵头的接触压力可保证堵头保持在传热管内壁,并可承受二次侧水压试验压力[5]。
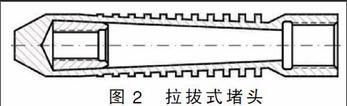
机械拉拔式所用堵头与辊胀式不同,从图 2 拉拔式堵头可以看出,堵头由外筒套和中间的可滑动膨胀块组成。堵管过程中,堵管工具与膨胀块连接,通过拉动膨胀块使外筒套发生塑性变形,传热管与管板发生弹性变形,同样能达到可靠密封的目的。拉拔式堵头原始及最终状态如图 3 拉拔式堵管所示。
国内机械式堵管的两种方式,其堵管设备及堵头均为进口产品,主要供应商是美国西屋公司。目前机械辊胀式堵管的堵头国内已有较为成熟的产品,并取得国家专利;拉拔式堵头尚无成熟产品。
统计国内核电厂堵管数据可知,中核核电运行管理有限公司秦二厂、方家山,海南昌江核电,田湾核电,福清核电及宁德核电在役期间均采用机械拉拔式堵管技术;而大亚湾核电,岭澳核电及中核核电运行管理有限公司秦一厂在役期间采用机械辊胀式堵管技术。上述核电厂传热管材质大致有两类:不锈钢,Inconel合金。某核电厂传热管材质为08Cr18Ni10Ti不锈钢,堵管率相对较高,已堵管数量达到数百根;采用Inconel690材质传热管的核电厂堵管数量普遍较低,在个位数水平。
4 典型机械堵管技术
以远程机械拉拔式堵管技术为例简单阐述国内堵管技术的现状。
远程机械拉拔式堵管技术在国内核电厂有着广泛的应用,其堵管设备的核心由三部分组成:管板爬行机器人系统,机械拉拔堵管系统,数字监视和语音系统。
管板爬行机器人系统是一套通过电脑远程控制的轻便机器人系统,包含管板爬行机器人、工作站、控制器、安装工具等,其核心是管板爬行机器人。管板爬行机器人通过气动装置驱动,可自由的在蒸汽发生器管板上爬行与定位,当管板爬行机器人携带堵管工具的时候即可实施远程堵管。
机械拉拔式堵管系统是一套由液压远程驱动的设备构成,其可搭载于管板爬行机器人上实施堵管操作。
数字监视和语音系统是一套视频监视系统和语音系统,用于设备安装和操作过程中的监视和语音交流。
基本的传热管堵管流程为:先决条件检查确认→堵头质量检查及堵管系统功能验证→系统安装固定→待堵传热管确认与定位→单趾安装(安装工具)→管板爬行机器人安装→堵管工具固定到管板爬行机器人上→远程操管板爬行机器人定位到待堵传热管→实施远程机械拉拔堵管→堵管完成与工具拆除→出具堵管报告。
整个堵管过程中操作人员无需进入到蒸汽发生器内部,堵管相关工具的安装与拆除均采用长撑杆工具实现;堵管操作与监视通过远程操作即可完成。相较于焊接式堵管,远程机械式堵管技术有着得天独厚的优势,适用于在役期间蒸汽发生器传热管堵管操作。
5 结语
蒸汽发生器是核电厂的关键设备,传热管的降质直接关系着蒸汽发生器的寿命与核电厂的经济效益。在蒸汽发生器设计制造阶段已充分考虑传热管降质机理,通过材料选择及胀管工艺改进可极大程度上避免蒸汽发生器传热管降质;在役期间通过在役检查及一回路/二回路水化学的严格控制可进一步降低蒸汽发生器传热管降质的发生几率。但通过国内外运行核电厂的经验可知,以上手段仍然无法完全避免传热管降质的出现。传热管降质达到堵管标准后需实施堵管操作,当堵管数量超过传热管裕度后则必须降功率运行或者更换蒸汽发生器。
蒸汽发生器堵管技术经历了焊接式堵管—機械手动近距离堵管—机械自动远距离堵管的演变,堵管方式的革新将操作人员与高剂量环境在时间和空间上阻隔,使操作人员辐照时间得到了减少,辐照剂量大大降低,符合辐射防护最优化(ALARA)原则。现用的机械堵管设备较为庞杂,随着堵管技术的不断发展,小型化、轻量化、更加自动化是堵管设备的发展方向。
【参考文献】
[1]吴瑞,郭兴隆.蒸汽发生器制造难点浅析[J].科技创新与应用.2012(25).
[2]姚彦贵.核电蒸汽发生器热工水力稳态特性计算分析研究[D].上海交通大学,2007.
[3]ASME锅炉及压力容器规范(第XI卷)[S].2001.
[4]施少波,等.蒸汽发生器传热管堵头的有效性分析.核动力工程,2015,36(5):73-74.
[5]李思源,等.蒸发器传热管堵管判据的研究.压力容器,2008,25(2):13-14.endprint
