
基于旋转电弧的机器人角焊缝跟踪建模及仿真
2018-03-03 03:16陈佳洋胡圣贤张枫涛谢晓雪
中国机械工程 2018年3期
李 毅 陈佳洋 胡圣贤 邓 鑫 张枫涛 谢晓雪
1.湘潭大学机械工程学院,湘潭,4111052.湘潭大学焊接机器人及应用技术湖南省重点实验室,湘潭,4111053.湘潭大学复杂轨迹加工工艺及装备教育部工程研究中心,湘潭,411105
0 引言
旋转电弧传感器具有实时性强、灵敏度高等优点[1],而焊接机器人灵活性高,可自由调整焊枪处于任意姿态[2],因此,将旋转电弧传感器应用于焊接机器人,建立焊缝跟踪模型并进行仿真分析,具有重要的工程实用价值。
JEONG等[3]基于微处理器的系统开发了高速旋转电弧传感器的焊缝跟踪控制器。DILTHEY等[4]进行了旋转电弧传感器在六轴机器人上的应用研究。ZHANG等[5]设计了一种基于旋转电弧传感器的轮式焊接机器人系统,该系统具有良好的控制精度和跟踪效果。贾剑平等[6]制作了弧焊机器人与高速旋转扫描电弧传感器的通信接口,对曲线焊缝进行跟踪实验,跟踪效果良好。洪波等[7]研究出一种基于旋转电弧传感器的焊缝偏差信息提取方法,该方法可得到空间曲线焊缝的偏差信息,并可用于焊缝跟踪。
本文在文献[7]的研究基础上,针对曲线角焊缝提出一种将旋转电弧传感器应用于焊接机器人的方法。旋转电弧传感器具有实时性强、转速快等优点[8],既能够使焊接机器人依据焊缝偏差信息进行焊缝跟踪,又可以实现焊枪姿态的实时调整。本文通过对焊接机器人运动学模型、旋转电弧传感器采集的焊缝偏差信息和曲线角焊缝的特点进行分析,推导出纠正焊缝偏差后焊接机器人的末端坐标系相对于基坐标系的变换矩阵,并在此基础上结合焊接机器人运动学反解,建立曲线角焊缝跟踪及焊枪姿态调整模型,利用MATLAB进行仿真验证。
1 旋转电弧传感器提取焊缝偏差
旋转电弧传感器中有一个空心轴直流电动机,焊丝从空心轴中通过,电动机采用了偏心轴承,使得焊丝末端做旋转运动,导致焊接时电弧长度发生变化[9]。旋转电弧传感器获取焊缝偏差的原理如下[3]:当电弧旋转扫描工件时,焊炬高度(即焊炬端部到工件表面电弧极间的距离)发生变化,引起焊接参数发生变化,检测这种焊接参数的变化规律,通过一定的软硬件处理得到焊缝的二维偏差信息,即左右偏差距离(DY)和高度偏差距离(DZ)。DY为正时表示焊缝相对于焊炬左偏,DY为负时则相反;DZ为正时表示焊炬相对于焊缝上偏,DZ为负时则相反。焊缝的二维偏差见图1。
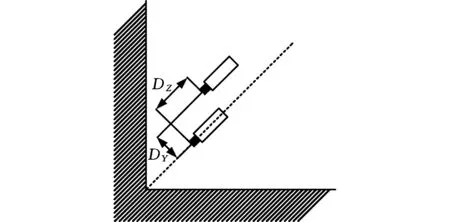
图1 焊缝的二维偏差信息示意图Fig.1 Schematic diagram of 2D deviation information of weld
2 IRB1410型焊接机器人运动学模型
本研究所采用的焊接机器人为IRB1410型焊接机器人,其连杆坐标系如图2所示。
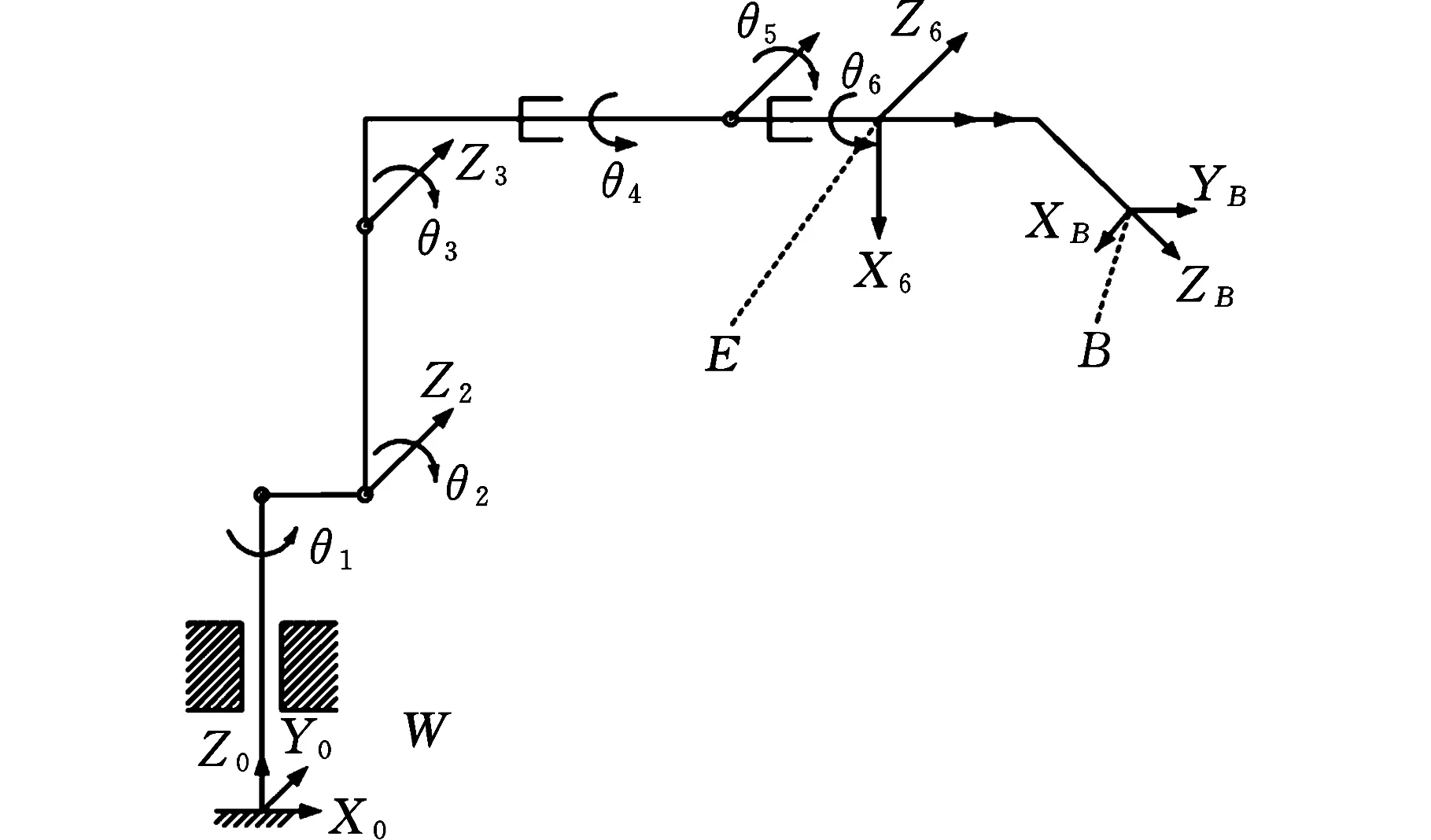
图2 IRB1410型焊接机器人连杆坐标系Fig.2 IRB1410 type welding robot connecting rod coordinate system



(1)
3 焊缝跟踪及焊枪姿态自适应调整
3.1 焊缝偏差纠正与焊枪姿态调整
本文研究的焊缝对象为曲线角焊缝, 焊接机器人纠正焊缝偏差过程的见图3。当跟踪系统接收到焊缝的二维偏差信息后,对该信息进行再处理,先得到纠正焊缝偏差后的焊枪工具坐标系相对于原焊枪工具坐标系的变换矩阵,再利用该变换矩阵得到纠正焊缝偏差后的末端坐标系,并计算焊接机器人运动学反解,得到焊接机器人各轴关节角,从而驱动焊接机器人进行纠偏。

图3 焊接机器人纠正焊缝偏差的过程示意图Fig.3 Schematic diagram of welding robot correcting welding seam deviation
如图3所示,OB为焊枪原工作位置点;OB1为纠偏后焊枪所在位置点;B1{OB1XB1YB1ZB1}为纠偏后的焊枪工具坐标系;DX为纠偏后焊枪所在位置点在B坐标系中的X轴方向长度;DY是纠偏后焊枪所在位置点在B坐标系中的Y轴方向长度;DZ是纠偏后焊枪所在位置点在B坐标系中的Z轴方向长度。
DX实际上为每一个旋转电弧传感器扫描周期内,焊接机器人沿B坐标系中X轴方向所能焊接的焊缝长度,它由预先设定好的焊接速度v与扫描周期TS决定:
DX=vTS
(2)
3.2 焊枪工具坐标系的平移与旋转
若焊枪姿态不变,只发生位置变化,即纠偏后的焊枪工具坐标系中三个轴方向相对于原焊枪坐标系不发生改变,则纠偏后的焊枪工具坐标系与原焊枪工具坐标系的变换只有平移变换,平移变换矩阵如下:
(3)
若焊枪位置不变,只发生姿态变化,则纠偏后的焊枪工具坐标系与原焊枪工具坐标系的变换为旋转变换。旋转变换需要提供旋转角度,其旋转角度的确定如图4所示。
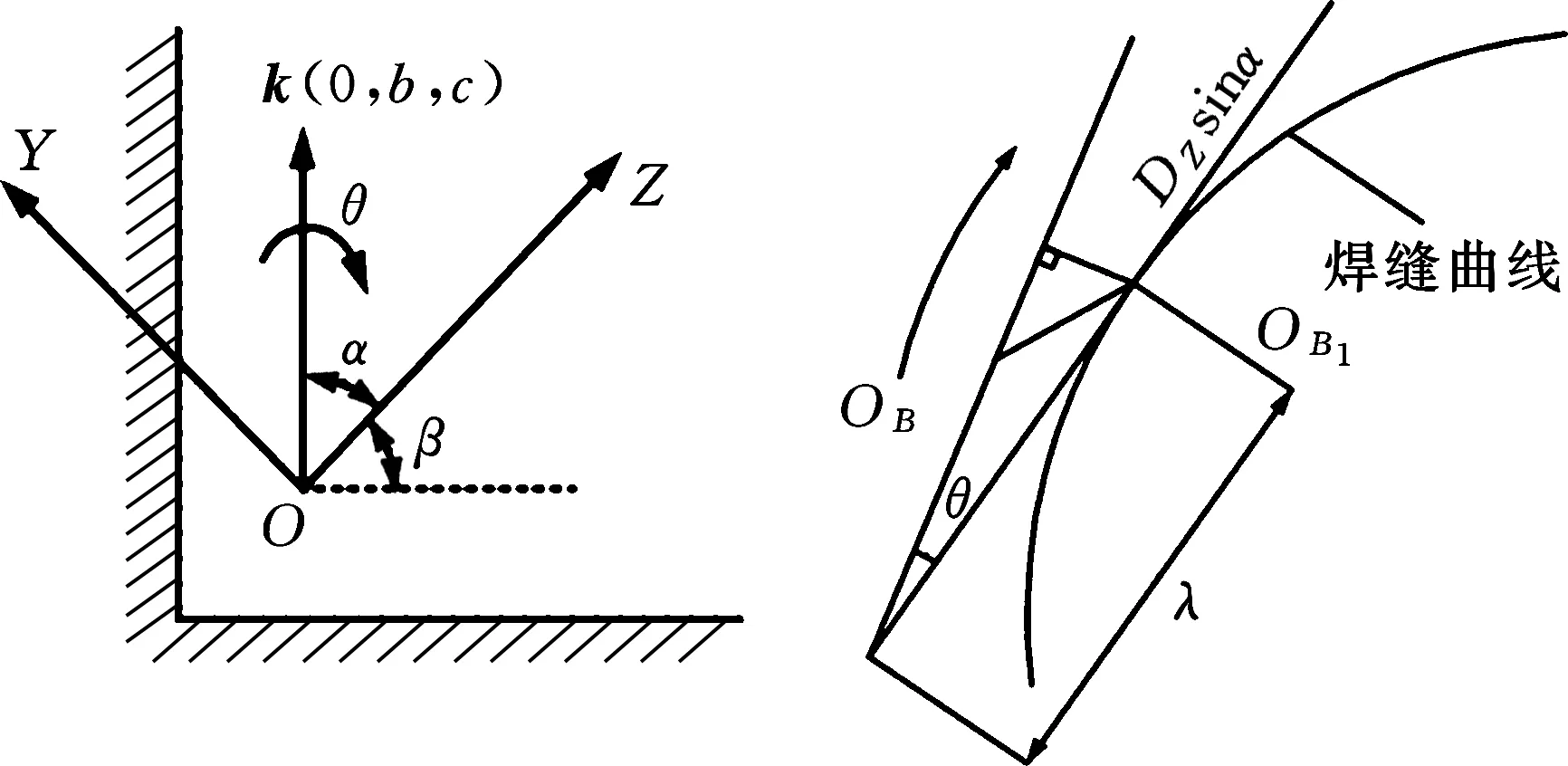
(a)坐标系旋转示意图 (b)旋转角度的确定图4 焊枪工具坐标系旋转角的确定Fig.4 The determination of welding torch tool coordinate system rotation Angle
如图4所示,k为旋转轴,与焊枪工具坐标系中的X轴垂直,在OYZ平面内,b为k轴末端在焊枪工具坐标系的Y坐标,c为k轴末端在焊枪工具坐标系的Z坐标;α为旋转轴与Z轴夹角,它由焊枪坐标系Z轴与工作平台的夹角β来确定,即α=90°-β;θ为焊枪工具坐标系绕旋转轴旋转的角度;λ为直角三角形斜边。
对于曲线角焊缝,当旋转电弧传感器每一个扫描周期内焊枪行进的距离DX固定不变时,DZ能够反映曲线的弯曲程度,DZ的绝对值越大,曲线的曲率越大,因此焊接工具坐标系的旋转角与DZ相关。如图4b所示,要确认焊枪工具坐标系的旋转角,还需知道旋转轴与Z轴夹角以及线段λ的数值,因此可得焊枪工具坐标系的旋转角计算公式:
(4)
其中,λ按照所焊曲线角焊缝的曲线曲率进行合适的取值,曲率越大,λ取值越大,取值范围为5~15。
确定旋转角度后,焊枪工具坐标系绕旋转轴旋转的过程如图5所示。

(a)绕X轴旋转 (b)绕Z轴旋转图5 焊枪工具坐标系的旋转Fig.5 The rotation of the welding torch tool coordinate system
首先,如图5a所示,将旋转轴旋转至与Z轴重合,其旋转矩阵如下:
(5)
其次,如图5b所示,旋转轴与Z轴重合之后,将旋转轴绕Z轴旋转θ角,可得其旋转矩阵:
(6)
然后,将绕Z轴旋转之后的旋转轴执行图5a的逆过程,得到旋转矩阵:
(7)
最后,由式(5)、式(6)和式(7)连乘并转置,可得焊枪工具坐标系绕旋转轴旋转θ角的总旋转矩阵:
M=
(8)
其中,假设旋转轴向量k为单位向量,即|k|=1,则b=sinα,c=cosα。
若焊枪姿态与位置均有变化,则纠偏后的焊枪工具坐标系与原焊枪工具坐标系的变换为平移旋转变换,由式(3)与式(8)相乘可得总变换矩阵:
(9)
nx1=cosθny1=-cosαcosθnz1=-sinαsinθox1=cosαsinθoy1=sin2α+cos2αcosθoz1=sinαcosα(1-cosθ)ax1=sinαsinθay1=sinαcosα(1-cosθ)az1=cos2α+sin2αcosθpx1=DXcosθ+DYcosαsinθ+DZsinαsinθpy1=-DXcosαsinθ+DYsin2α+DYcos2αcosθ+DZsinαcosα(1-cosθ)pz1=-DXsinαsinθ+DYsinαcosα(1-cosθ)+DZcos2α+DZsin2αcosθ
3.3 求解焊接机器人关节角
得到纠偏后的焊接机器人工具坐标系相对于原工具坐标系的变换矩阵后,可以求得焊接机器人末端坐标系的变换矩阵,进行焊接机器人运动学反解。

(10)
其次,纠正焊缝偏差后的焊枪工具坐标系相对于基坐标系的变换矩阵如下(为式(10)和式(9)相乘得到):
(11)
(12)
最后,将式(12)进行焊接机器人的运动学反解,得出纠正偏差后焊接机器人的六个轴关节角,传输给焊接机器人控制系统,从而驱动焊接机器人进行焊缝位置纠偏与焊枪位置调整。
4 MATLAB仿真
本研究根据以上焊接机器人运动学模型和坐标变换矩阵,建立曲线角焊缝跟踪以及焊枪姿态调整模型,仿真条件为期望焊接速度v=4 mm/s,扫描周期TS=0.2 s,旋转轴与Z轴夹角α=45°,λ=10。
4.1 焊缝偏差跟踪仿真
在仿真模型中建立一条曲线焊缝作为理想焊缝曲线。预先输入起焊点的位置与姿态矩阵,将每次焊接机器人模型输出的位置点与理想焊缝曲线上的点比较得出的差值,作为旋转电弧传感器采集的左右与高低偏差数据。仿真结果如图6所示。
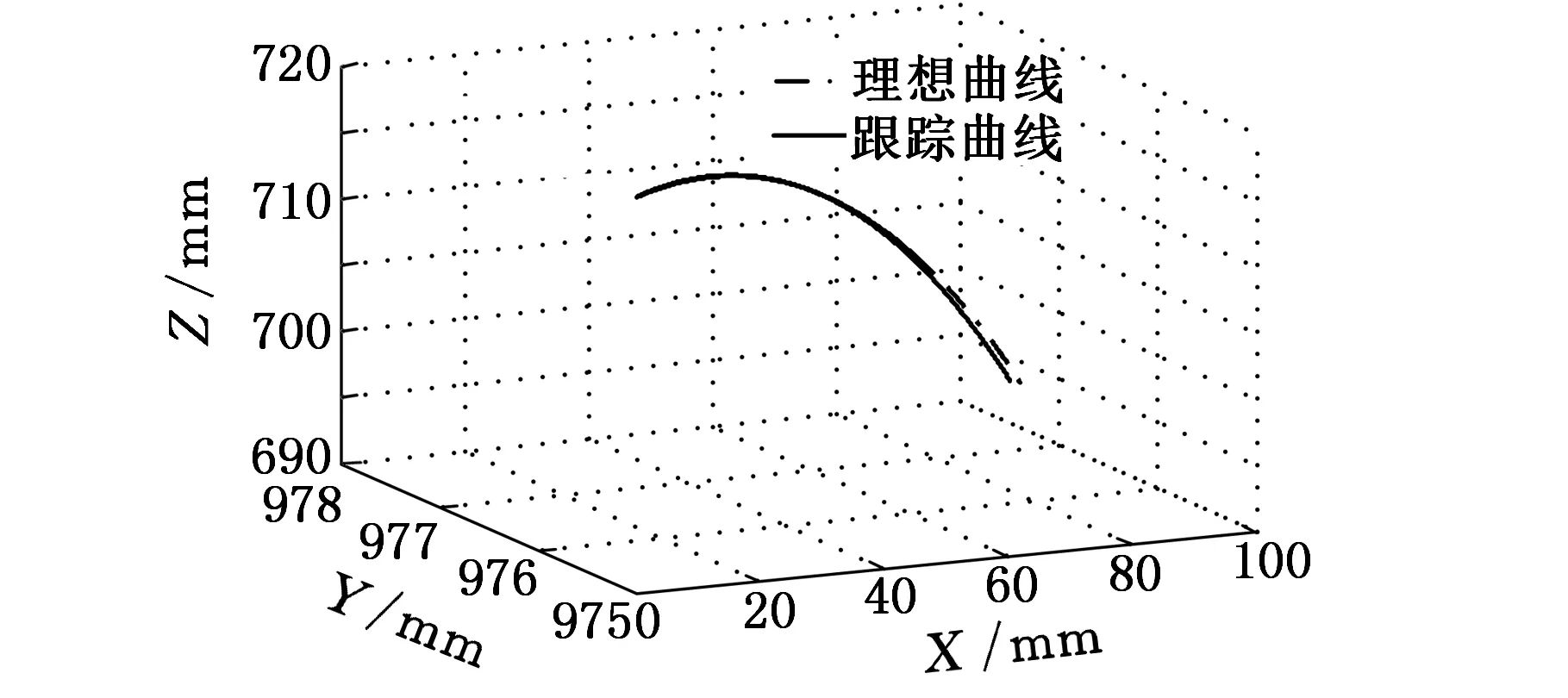
图6 焊缝偏差跟踪结果Fig.6 Seam deviation tracking results
由图6可以看出,该模型按照预先给定的仿真参数进行焊缝偏差跟踪的效果良好,总体上跟踪曲线与焊缝理想曲线非常接近,证明了该焊缝跟踪模型的有效性与准确性。
4.2 左右偏差仿真结果分析
由于焊接机器人纠正曲线角焊缝偏差运动可看作在两个平面内的运动,所以图6中的焊缝偏差跟踪结果在XY平面内的投影即是左右偏差跟踪仿真结果,如图7所示。由图7可以看出,焊缝的左右偏差跟踪精度在后半段有小幅度下降的趋势,但总体上跟踪曲线与理想曲线相近。
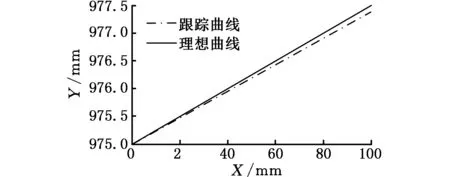
图7 左右偏差跟踪结果Fig.7 Left and right deviation tracking results
4.3 高低偏差仿真结果分析
图6中的焊缝偏差跟踪结果在XY平面内的投影即是高低偏差跟踪仿真结果。另外,由于焊枪姿态的调整与焊缝高低偏差相关,所以可根据高低偏差跟踪结果中机器人的4、5、6关节角进行姿态调整结果分析,其中理想焊缝曲线的各关节轴运动数据由姿态插补得出。
由图8可以看出,焊缝跟踪曲线与焊缝理想曲线基本拟合,焊缝的高低偏差跟踪精度较高。

图8 高低偏差跟踪结果Fig.8 High and low deviation tracking results
由图9可以看出,第四、五、六焊接机器人关节轴跟踪运动曲线与实际焊接时的理想运动曲线非常接近,焊枪姿态调整与实际相符。
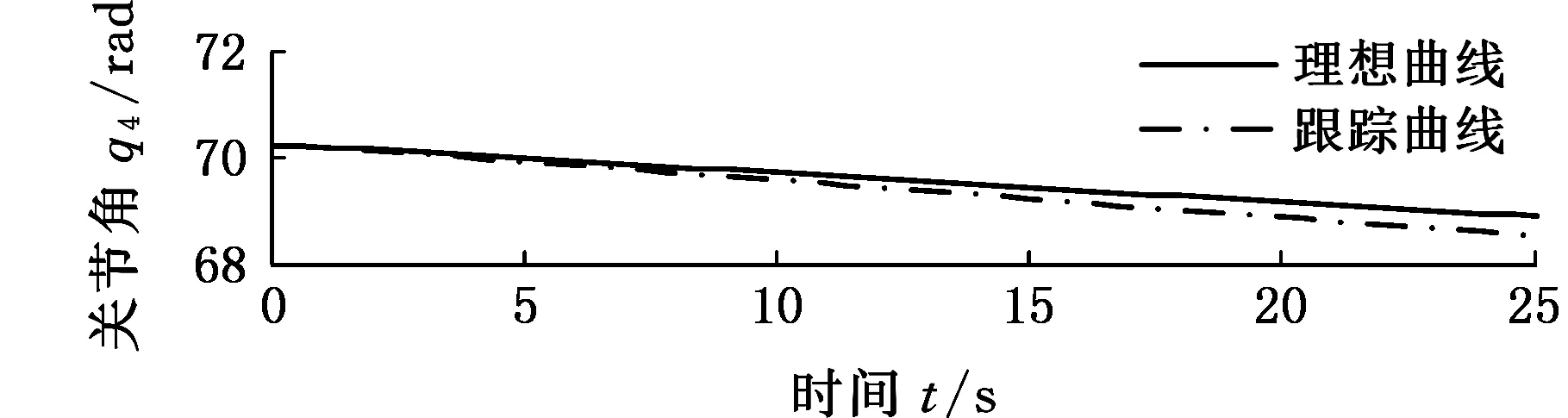
(a)第四关节轴运动曲线图
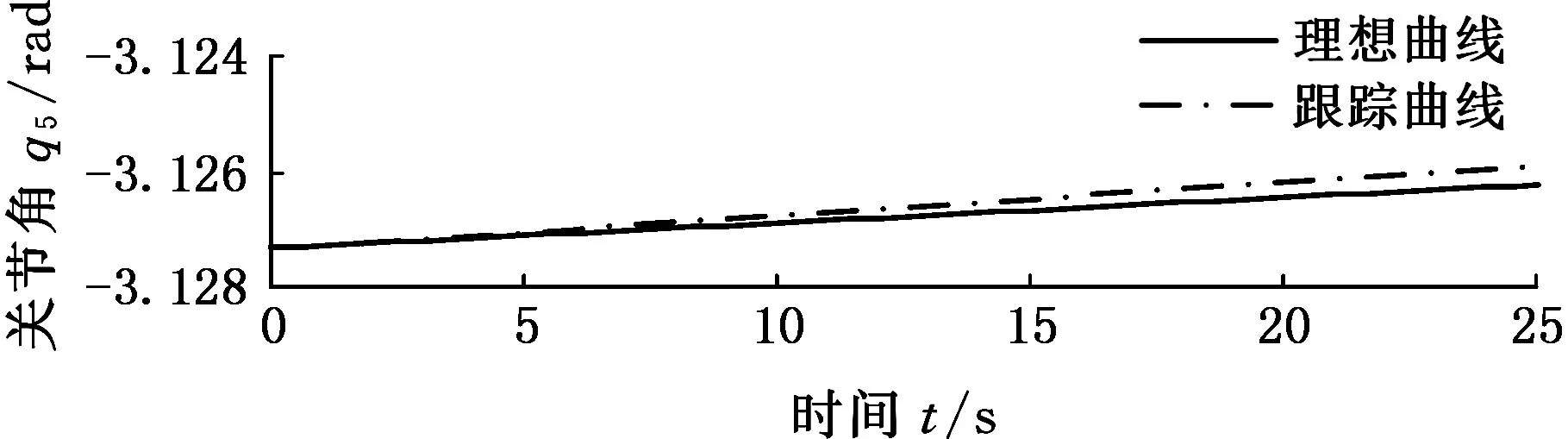
(b)第五关节轴运动曲线图
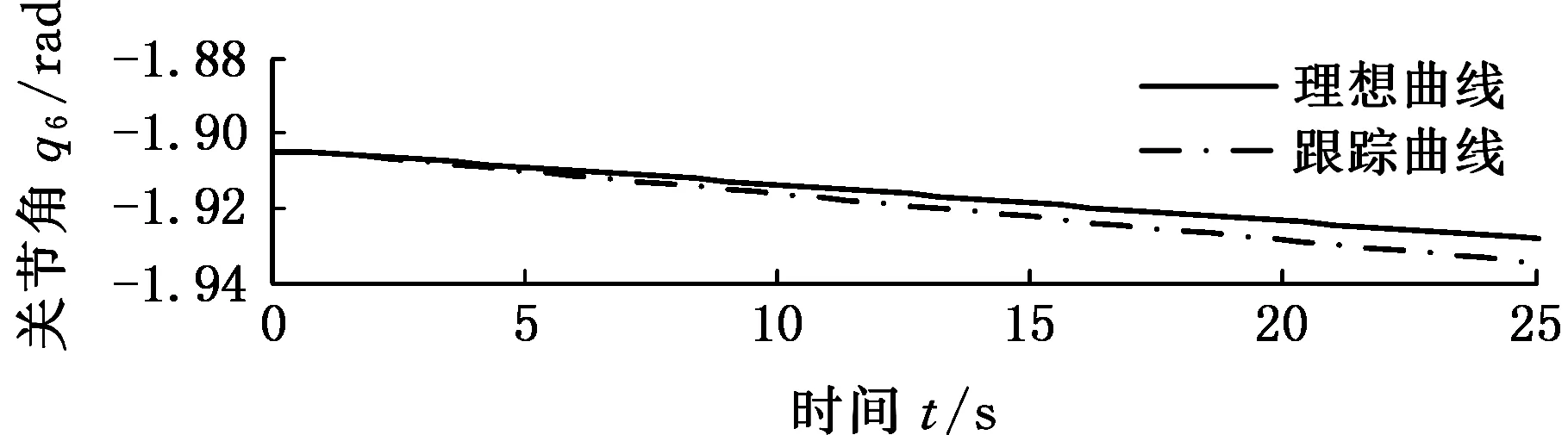
(c)第六关节轴运动曲线图图9 姿态调整关节角跟踪结果Fig.9 Posture adjustment joint angle tracking results
5 结论
(1)基于坐标系变换原理提出了一种将旋转电弧传感器应用于焊接机器人的方法,推导出纠正焊缝偏差后焊接机器人工具坐标系相对于原焊枪工具坐标系的变换矩阵。
(2)结合焊枪工具坐标系变换矩阵与焊接机器人运动学反解,建立曲线角焊缝跟踪以及焊枪姿态调整模型,并对模型进行了仿真验证,为旋转电弧传感应用于焊接机器人及设计其焊缝跟踪系统提供了理论依据。
[1] 熊震宇,张华,贾剑平,等.基于旋转电弧传感的弧焊机器人焊缝跟踪系统[J].中国机械工程,2003,14(12):1039-1042.XIONGZhenyu,ZHANGHua,JIAJianping,etal.ArcWeldingRobotSeamTrackingSystemBasedonRotatingArcSensor[J].ChinaMechanicalEngineering, 2003,14(12):1039-1042.
[2]ZHANGLH.ApplicationofWeldingRobotonIndustry[J].ElectricWeldingMachine,2009,39(4):21-26.
[3]JEONGSK,LEEGY,LEEWK,etal.DevelopmentofHighSpeedRotatingArcSensorandSeamTrackingControllerforWeldingRobots[C]//IEEEInternationalSymposiumonIndustrialElectronics, 2001.NewYork:IEEE, 2001:845-850.
[4]DILTHEYU,WILMSG,SEVIMAM.WeldingandSensorApplicationwithRotatingTorch[J].IndustrialRobot, 2005, 32(4):356-360.
[5]ZHANGHua,WANGHD,XUJN,etal.ANewWheeledAutonomousMobileWeldingRobotSystemBasedonRotatingArcSensor[J].Robot, 2003,25(6):536-525.
[6] 贾剑平,张华,徐建宁.弧焊机器人与高速旋转扫描电弧传感器的通讯接口[J].材料科学与工艺,2006,14(增刊):25-27.JIAJianping,ZHANGHua,XUJianning.CommunicationInterfacebetweenArcWeldingRobotandHighSpeedRotatingScanningArcSensor[J].MaterialsAcienceandTechnology,2006,14(S):25-27.
[7] 洪波,周葵,李湘文,等.基于旋转电弧传感的焊缝偏差信息提取方法[J].焊接学报,2010,31(9):5-8.HONGBo,ZHOUKui,LIXiangwen,etal.ExtractionMethodofWeldDeviationInformationBasedonRotatingArcSensor[J].WeldingJournal,2010,31(9):5-8.
[8] 李文强,阳云华,李湘文,等.电弧传感移动式球头焊接机器人的运动学模型[J].机械制造文摘(焊接分册),2016(6):15-19.LIWenqiang,YANGYunhua,LIXiangwen,etal.TheKinematicModeloftheArcSensorMovingBallWeldingRobot[J].MechanicalManufacturingAbstracts(WeldingFascicle),2016(6):15-19.
[9] 乐健,张华,叶艳辉,等. 基于旋转电弧传感器的角焊缝跟踪[J]. 焊接学报,2015,36(5):5-9.LEJian,ZHANGHua,YEYanhui,etal.FilletWeldingSeamTrackingBasedonRotatingArcSensor[J].WeldingJournal, 2015,36(5):5-9.
[10] 董峰.多自由度激光加工工业机器人虚拟加工技术研究[D].苏州:苏州大学,2011.DONGFeng.ResearchonVirtualMachiningTechnologyofMultiDegreeofFreedomLaserMachiningIndustrialRobot. [D].Suzhou:SoochowUniversity,2011.
猜你喜欢
现代农机(2022年3期)2022-07-11
导航定位学报(2022年2期)2022-04-11
陶瓷学报(2021年4期)2021-10-14
上海交通大学学报(2020年7期)2020-08-03
组合机床与自动化加工技术(2019年11期)2019-11-27
制造技术与机床(2019年9期)2019-09-10
中学生数理化·七年级数学人教版(2018年4期)2018-06-28
数学大世界(2018年1期)2018-04-12
智能制造(2017年4期)2017-07-24
电子制作(2017年22期)2017-02-02
