
家具实色面漆色差的产生原因分析及其控制
2018-02-28 11:34李相权李梦雨
上海涂料 2018年1期
李相权,李梦雨
(1.成都优品化工有限公司,四川成都 610501;2.上海建桥学院信息技术学院,上海 201306)
0 引言
一套完美的木制品,配上合适的色彩,可以增强家具造型的美感,使产品多元化,效果多样化。颜色在家具装饰效果中起着极其重要的作用,可极大地提升家具的附加值,提高家具在市场上的竞争力,家具企业对色彩的应用也越来越重视。
色差是指涂膜颜色的差异,主要是指颜色明度和彩度的不同,导致人们视觉上的差异。涂膜出现色差,会严重影响家具外观的装饰效果,色差是困扰家具涂装产品质量的主要问题之一。
1 影响色差的因素
影响色差的因素很多:
(1) 同一品种、同一颜色,不同批号的涂料往往会产生色差。
(2) 底漆颜色有差异也会造成面漆出现较大色差。
(3) 涂膜光泽不同,在视觉效果上产生差异,造成色差。
(4) 喷涂时间间隔较长,先喷涂的涂膜出现褪色,黄变和沾污现象,也会导致色差。
(5) 当配色的色浆批号或者原材料发生变化时,会出现色差。
(6) 施工过程中环境因素也会影响涂膜外观,温度、湿度不仅影响涂膜的表面光泽与状态,还会影响涂层的成膜能力,涂层表面的发白等现象就与环境因素紧密相关,造成同一颜色在视觉上的不同。
(7) 施工工艺的影响。家具喷涂多为人工喷涂,在喷涂过程中,由于喷涂距离、出漆量、走枪速度的不同或操作人员喷涂熟练程度、疲劳程度不同,以及不同的操作人员都会影响产品质量,无法保证膜厚的一致性,造成涂膜厚的地方外观丰满,光泽高;薄的地方光泽较低,导致家具不同部位存在色差。
通常采用测色仪对颜色进行定量测试,并设置定量的色差指标,对色差进行控制,减少和消除客观因素及人为因素对色差结果的影响,用色差仪进行测量时,色差的计算公式如下:

ΔE数值越小,表示色差越小(明度差异),ΔL>0,表示样品颜色偏白;ΔL<0,表示样品颜色偏黑,但时间久了,颜色会变深。Δa=a样品-a标准(红/绿差异),Δa>0,表示样品颜色偏红;Δa<0,表示样品颜色偏绿,时间久了色相会偏红。Δb=b样品-b标准(黄/蓝差异),Δb>0,表示样品颜色偏黄;Δb<0,表示样品颜色偏蓝,时间久了,色相会变黄,因此标准样板要定期更换,否则容易引起色差。
2 试验部分
2.1 原材料
合成脂肪酸树脂(固体分80%),自制;R902钛白粉,杜邦公司;分散剂、消泡剂、流平剂、防沉剂,毕克公司;耐黄变固化剂,自制;色浆,自制;催干剂及溶剂,国产。
2.2 涂料制备
2.2.1 基础白漆的制备
基础白漆的配方如下:

组成 w/%合成脂肪酸树脂 58分散剂 2 R902钛白 30消泡剂 0.3流平剂 0.4防沉剂 0.3催干剂 0.1溶剂 8.9
将合成脂肪酸树脂、分散剂、钛白粉、部分溶剂依次加入调漆缸中,高速分散20 min,然后用砂磨机研磨分散至细度达20 µm以下,加入余下的助剂,搅拌均匀,用溶剂调整黏度,备用。
2.2.2 玉蓝色面漆的制备
在基础白漆中加入色浆,制备玉蓝色面漆,其组成如下:
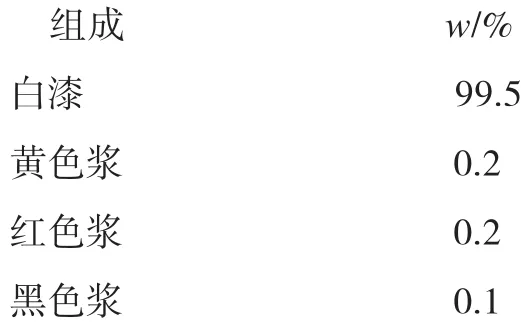
组成 w/%白漆 99.5黄色浆 0.2红色浆 0.2黑色浆 0.1
2.3 试验方法
按m(主漆)∶m(固化剂)∶m(稀释剂)=1∶0.8∶0.6配漆,在相应底材上进行喷涂,涂膜干燥24 h后用色差仪检测涂层色差。
3 结果与讨论
3.1 助剂的影响
家具色漆涂装后,由于涂膜表面溶剂的挥发,造成涂膜上层的表面张力增大,底层的表面张力没有多大变化,这样涂层上下就出现了表面张力差,由此产生了“贝纳德涡流”,富含溶剂的颜料在涡的中心由下向上移动,而含溶剂少的颜料,在重力作用下则从涡边界处向下沉降,结果导致中心的表面张力比涡边的低,在涡的中部形成凹坑,而在涡边界处形成凸起,结果产生了所谓的桔皮现象。另外在涡流的运动中,由于颜料的密度、表面处理情况不同,活动性强的颜料被带动上升,集聚在涡流的边界处,而密度大、活动性差的颜料则沉降至下层,这样就形成了浮色发花现象,它会使涂膜呈现不确定的颜色和效果。
选择合适的流平剂可以有效改善面漆外观,避免色差,流平剂一般是利用与涂料体系可控制的不相容性来降低体系的表面张力,促使涂料在干燥成膜过程中形成平整、光滑、均匀的涂膜。一般将有机硅类流平剂和聚丙烯酸酯类流平剂搭配使用,其中聚丙烯酸酯类流平剂具有一定的消泡能力,可以降低漆雾敏感性,改进流平性;有机硅类流平剂由于其与树脂体系有限的相容性及较低的相对分子质量,可以快速地迁移至界面,从而降低表面张力,防止贝纳德漩涡,消除发花现象,有效改善涂层外观。流平剂用量提高,可增加色漆的润湿性,降低漆膜的雾影值,有助于提高面漆的鲜映性,但流平剂用量过多,会导致涂膜失光。
润湿分散剂在涂料中用量很少,但其对色漆的性能有较大影响,它在体系中起到润湿、分散和稳定颜料的作用,不同的润湿分散剂对颜料的分散和展色作用不同,同样的颜料因分散后粒径大小的不同而导致色相发生改变;不同的颜料因分散后色浆的相容性不同也会影响着色性能。当产品配方中分散体系与色浆的分散体系发生冲突时,往往会使涂料中的某一种或几种颜料发生絮凝,造成颜料展色性的差异,从而产生色差,如果钛白发生絮凝,则同样的颜料配比,发生絮凝后的颜色会比标样颜色深;如果别的有色颜料发生絮凝,同样的颜料配比,发生絮凝后的颜色会比标样颜色浅。不同的颜料因分散后色浆的相容性不同而影响着色性能,因而在配方设计时,一定要选择相容性好的色浆体系,同时因颜料分散稳定性及在贮存过程中产生絮凝等因素均易导致前后不同阶段家具涂装颜色的稳定性发生改变,因此要通过试验选择合适的润湿分散剂及其用量,针对用量大并且色差要求很高的家具企业,必须做到配方的稳定性。
3.2 调色控制的影响
调色是一项复杂而细致的工作,需要了解各种颜料的性能,能对色彩差异进行精准判断,结合调色的基本原理及调色技巧进行调色,因而调色人员的经验是至关重要的。经验丰富的调色人员,调色快速准确、色差小,因此加强对调色人员的培训尤为重要,这也是控制色差的关键因素。调色人员应该掌握下列配色技术要点,这样才能控制好色差:
(1) 参照物的确定。按照客户样板进行调色时,要了解标准色板的L、a、b的数值和总色差范围ΔE,以及光泽要求、配漆比例、喷涂方式、喷涂厚度,以便达到相对一致,调色前弄清楚颜色的色调范围、主、副色各是什么颜色,需用哪几种色浆进行微调,同时还要搞清楚这些色浆的大概用量,对色差敏感的品种,还要寻找可以替代的最佳色浆配方。
(2) 色浆品种的选择。色浆是影响颜色准确性的关键因素,通常涂料厂自己生产色浆,由于批量少,很难保证色浆的颜色稳定,这就增加了调色的难度,应尽量选择质量稳定的颜料,同时调色时要使用与标准板颜色一致或相近的色浆,以便控制调色成本和保持颜色稳定,同时在保证颜色符合要求的前提下,尽可能减少所用色浆的品种,所用色浆越多,色调偏离越大,最终导致色差增大。
(3) 调色。在生产实践中,调色最难之处在于如何把色相调正,在调色过程中要使用正确的色浆,同时用测色仪辅助调色,可以通过测量Δa和Δb来控制色相的方向性,工作效率大大提高的同时,色差也能快速控制在要求的范围内。
(4) 比色。在生产调色时,应以包装前的涂料颜色作为最终的评价结果,需留样,制作对比色板时应成膜规范化,即在成膜方式、成膜底材、固化剂品种及配比、膜厚等条件保持固定的前提下制板并进行对比评价,在没有强烈色光干扰的漫反射自然光线下观测涂膜,将待测涂膜与标准样板进行上下、左右、侧正的反复观察对比,尽量避免人为的误差。调好的颜色需由客户予以确认。
(5) 控制每批色漆的色差。对每个生产批次的涂料按照色差控制标准进行检验,批次产品之间的色差应控制在规定的范围内,保证同一种颜色不同批次间的颜色稳定性,定期对色差进行监控,特别是跟踪涂料批次更换后的色差情况,掌握颜色变化趋势,同时要注意浅色的实色色板的耐黄变性能,一般3~6个月要复制更新。
(6) 严格按照配方要求进行配料。在配料过程中,如果计量不准确,就会造成每个批次产品质量的不同,特别是亚光产品,调色本身就有很高的技术性,如果配料不准确,就会给调漆环节带来一定难度。
3.3 底漆颜色的影响
底漆涂层的颜色及遮盖力不同也会对面漆涂膜颜色产生一定影响,从而出现色差。同时,底漆打磨不平整,会产生漫反射,降低面漆色彩的饱和度,使肉眼观察到的颜色变淡,也会产生色差。底漆颜色对涂膜色差的影响见表1。

表1 底漆颜色对涂膜色差的影响Table 1 The effect of base coat color on color difference of film
由表1可见,底漆的颜色不一致也会影响面漆的颜色,在施工过程中应使用同一种底漆,同时严格控制底漆涂层的厚度,消除底漆颜色不一致造成的色差。返工对涂膜色差的影响见表2。
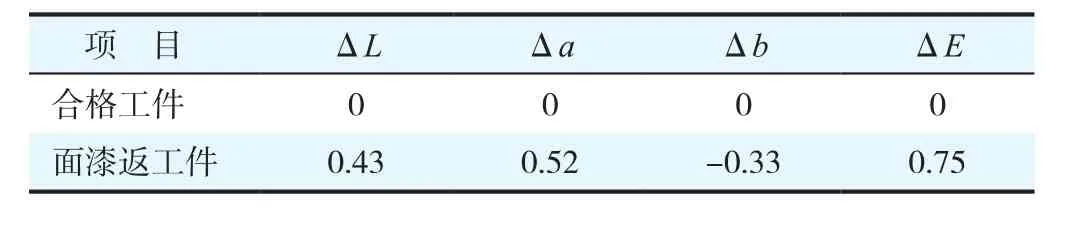
表2 返工对涂膜色差的影响Table 2 The effect of rework on color difference of film
由表2可见,返工件容易出现色差,这是因为返工件面漆直接喷涂在色漆上,由于不同的底材颜色导致涂膜产生色差。采取将返工件重新喷涂白色底漆后再喷涂面漆或者直接薄喷1道面漆的方式,即可解决返工件色差问题。
3.4 色漆层厚度的影响
色漆有一定的遮盖力,如果喷涂的涂层厚度没有达到涂料的最低遮盖力,就会出现涂层颜色在色相、色彩和明度上的差异,涂层的外观质量就达不到预期的装饰效果,造成较明显的色差,这种现象在遮盖力较差的色漆中体现得更为明显。色漆层厚度对色差的影响见表3。
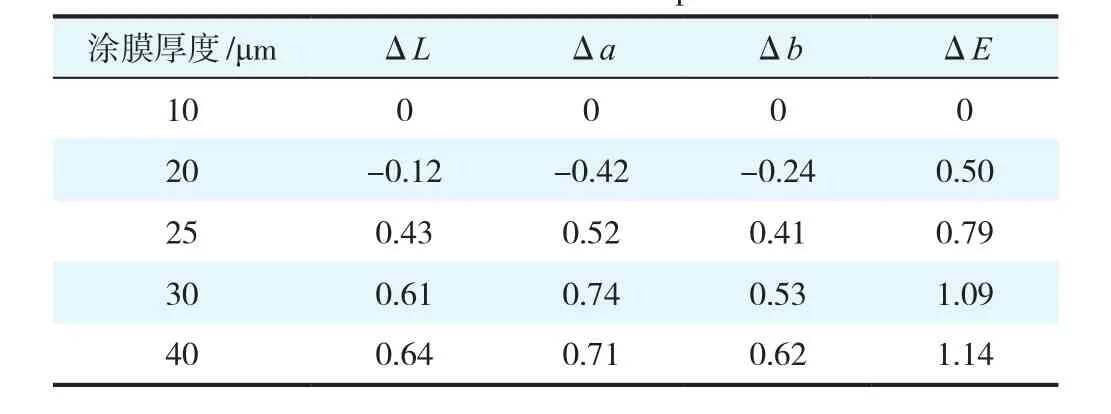
表3 色漆层厚度对色差的影响Table 3 The effect of film thickness of paint on color difference
由表3可见,随着色漆层厚度的增大,ΔE呈增大的趋势,涂膜越厚,ΔE变化幅度越大,可知在不同膜厚情况下可能会出现不同的色相变化,造成涂膜颜色不一致。决定涂层颜色变化的主要因素是涂层表面的光谱反射比,即在整个可见光谱范围内反射光与入射光的强度比值。在色漆膜厚上升的过程中,涂料中的树脂在固化过程中形成的涂膜能够更好地覆盖颜料微粒,使涂膜表面更加平整、丰满,明度会逐渐上升,涂层表面的光谱反射比增大,a值偏红相,b值会偏黄相,由于黄蓝相变化对明度的敏感程度更高,所以目视会感觉颜色偏黄。当面漆涂层厚度增加到一定程度时,涂层表面的光谱反射比趋于稳定,色差值的波动变小,即干膜厚度要达到遮盖力要求时颜色才趋于稳定。通过提高色漆膜厚一方面可以更好地遮盖底材,减少底材颜色对面漆颜色的影响;另一方面也可增加色漆的润湿性,这两方面均有助于减少色差,因此在配方设计时,要充分考虑色漆的遮盖力,使涂膜厚度符合要求,同时严格控制涂膜厚度的波动范围。
3.5 光泽的影响
亚光体系中含有消光粉、蜡、填料等粉体材料,颜料与消光粉等填充性介质的定向效果由于溶剂的改变而可能产生对不同角度的颜色色差,这与颜填料的形态、粒径和分散性等因素相关。在涂膜形成过程中,亚光粉滞留在涂膜表层形成了微细粗糙度的表面,呈现表面分散排列的不均匀性,涂膜被消光的程度,乃至于基于不同体质填料对折光率的影响,都会对涂膜颜色、视觉效果产生很大影响。同一种颜色的涂膜光泽不同时给人的感觉亦会有颜色的差异。当光线照射到凹凸不平的表面时,在表面产生反射、散射和吸收,光泽低,就会感觉颜色灰暗;而高光的涂层表面平整、反射大、散射少,就会感觉颜色越鲜艳。
3.6 施工工艺的影响
施工过程中涂料的有效分、施工环境下的温湿度、施工习惯以及施工方式都会影响涂层的厚薄与均匀程度,同时因喷涂工艺及手工操作手法的差异,也会造成局部色差,因而需要加强对操作工的喷涂技能培训,让他们熟悉色差产生的原因及解决方法,达到一定的技能水平才能上岗作业。合格的涂料必须通过正确的涂装工艺才能获得最佳的涂装效果:
(1) 调漆前将原漆搅拌均匀。这样做的目的是将桶底的沉淀物搅起,并充分搅拌均匀,使颜料分散均匀,如果不搅拌,容易造成面上颜色较浅,下面有部分颜料沉底而颜色较深,这样不但会影响涂膜遮盖力,还会影响涂料色差。涂料调配后,需再次搅拌均匀,过滤后才能进行喷涂。
(2) 严格控制固化剂的用量。对于双组分涂料,固化剂的用量对涂料干膜颜色有一定的影响,应保证每次配漆时固化剂的用量一致,同时将施工黏度调整在规定范围内,否则会影响涂膜外观质量,产生色差。
(3) 将喷涂施工温度和湿度严格控制在规定的范围内,减少涂装条件对色差的影响。
(4) 根据气温的变化,采用挥发速度适宜的稀释剂。夏季气温较高,避免溶剂挥发过快,采用慢干稀释剂;冬季气温较低,避免溶剂挥发过慢,采用快干稀释剂。
(5) 加强施工工艺的控制。严格控制施工参数,如喷涂距离、出漆量、走枪速度,规范操作方法,保证涂膜厚度均匀,消除色差。
4 结语
随着市场竞争日趋激烈,家具企业对色差的要求也越来越严格,对涂料企业的调色能力及复制水平要求越来越高,而色差问题的控制,不是一蹴而就的事情。涂料企业必须严格控制生产中的各种因素,建立起一套色差控制体系,在材料初期选型时应尽量避免选用遮盖力差的颜色,同时应充分考虑和验证施工过程中底色、膜厚及返工等方面的因素,减少和消除客观因素及人为因素对色差的影响,从而达到较优的量产喷涂效果,满足人们对家具多样化的需求。
猜你喜欢
大众文艺(2020年22期)2020-12-13
奥秘(创新大赛)(2019年11期)2019-11-30
现代纺织技术(2019年2期)2019-09-10
摄影之友(影像视觉)(2019年3期)2019-03-30
汽车与驾驶维修(维修版)(2019年12期)2019-03-10
摄影之友(影像视觉)(2019年2期)2019-03-05
造纸化学品(2018年1期)2018-08-25
公务员文萃(2017年11期)2017-11-22
中国制笔(2015年3期)2015-02-28
网印工业(2014年7期)2014-08-15
