
浅谈汽车轮毂喷涂工艺中免涂底漆的应用
2018-02-28 11:34崔志龙中信戴卡股份有限公司河北秦皇岛066011
上海涂料 2018年1期
冯 亮,崔志龙 (中信戴卡股份有限公司,河北秦皇岛 066011)
0 引言
在现代汽车轮毂行业中,轮毂外表漆膜质量是整个轮毂的重要指标之一,其不仅对铝合金内部起到防腐保护作用,而且对轮毂的美化和外观有着重要影响。目前汽车轮毂涂装的一般工艺流程为:预处理→底粉→烘干→打磨→底漆→色漆→烘干→透明粉→烘干。通常,喷涂底漆是为了保证底材表面的平整性及抗石击性,而采用免涂底漆工艺,实现工艺优化,不仅缩短了工艺流程,节省涂料及人工成本,还可减少VOC(挥发性有机化合物)的排放,这是轮毂涂装工艺的重大改进。
1 免涂底漆工艺控制难点分析
采用免涂底漆工艺,因色漆遮盖力较低,对于色漆厚度的控制,喷涂设备吐漆量的调整范围相对较窄,容易出现砂纸印、色漆流挂等缺陷。对于不同的色漆,还会导致膜厚的变化以及铝粉的排列方式等不易控制。主要表现在以下方面。
1.1 易产生砂纸印、发花等漆膜弊病
传统工艺采用底漆和色漆湿碰湿喷涂,在喷涂过程中,涂料溶剂挥发较少,当免涂底漆时,色漆和溶剂更容易挥发,因而在边角位置容易产生发花等漆膜弊病。考虑到色漆本身的遮盖力不足,为了达到良好的流平和外观并减少漆膜弊病,相对于底漆喷涂,优化喷涂角度及参数的难度增加。
1.2 漆膜厚度、颜色均匀性控制难度增加
通过调整喷涂色漆的膜厚来实现最终仿电镀银颜色的效果。当不喷涂底漆时,为满足膜厚均匀的要求,对喷涂过程的一致性要求更高。如Midnight Silver等颜色的涂料,银粉颗粒非常细,遮盖力不足,喷涂时其颜色随色漆膜厚的变化而变化,加上轮毂造型的原因,几乎没有完全的平面,喷涂时漆膜厚度差别过大,将出现轮毂不同位置色差以及轮毂外观与标准板的匹配色差。
2 工艺改进
2.1 预处理工艺改进
免涂底漆工艺需减少中涂打磨过程,所以对于轮毂白毛坯的预处理工艺要求较高,本研究采用高效脱脂材料,以及较为稳定的凯米特尔前处理体系,尽量保证轮毂充分清洁,以及钝化膜均匀致密。
2.2 喷粉工艺改进
喷粉过程的好坏决定了后期打磨点的多少,通过对粉房洁净度的严格控制,以及喷粉参数标准化控制,减少粉包、粉坑的数量,进而减少或取消后期的打磨工序。
2.3 喷漆工艺改进
免涂底漆工艺中抗石击功能由色漆来实现。一般在色漆中引入底漆材料的部分功能,如抗辐射、抗石击、填充作用等,免涂底漆对于色漆喷涂过程及涂料性能的要求更高。我们与涂料供应商共同制定了相应的试验方案,对于目前采用的色漆进行组分调整。
3 免涂底漆工艺对不同颜色色漆的影响
为了验证实施免涂底漆工艺后,对轮毂喷涂的影响,以3种常见的涂料种类进行喷涂验证,包括仿电镀银漆、金属漆、珠光漆,从颜色及质量方面进行考察。对免涂底漆工艺的可行性进行讨论。
3.1 仿电镀银漆
以Manoogian Silver色漆为例,喷涂底漆与免涂底漆的工艺参数比较见表1。
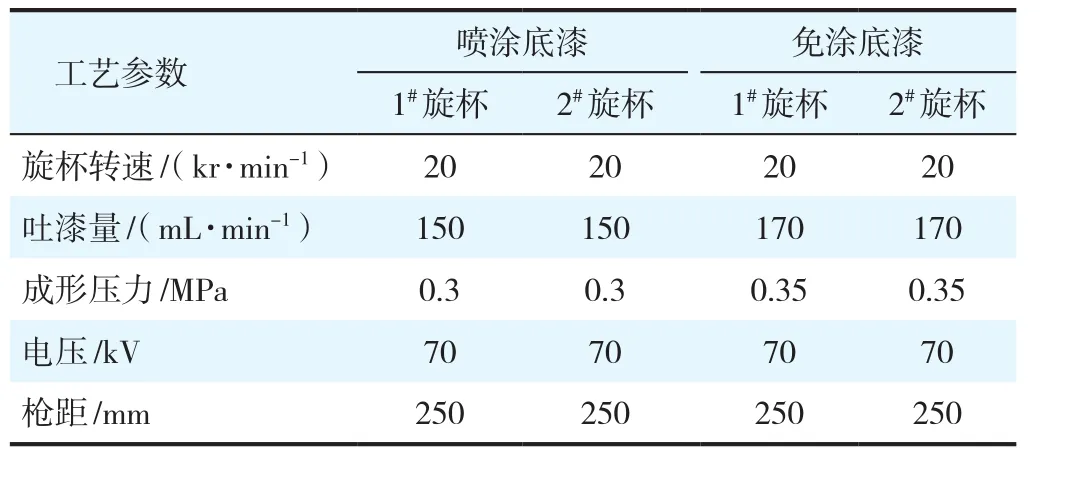
表1 Manoogian Silver喷涂底漆与免涂底漆的工艺参数比较Table 1 The comparison of technological parameters of Manoogian Silver(primer/primerless)
由表1可见,与喷涂底漆工艺相比,免涂底漆工艺的吐漆量要高一些,增加吐漆量是为了确保湿膜状态的饱满均匀;免涂底漆工艺的成形压力较喷涂底漆时亦有所增加,在提高吐漆量的基础上增大扇形面积,有助于使轮毂表面的漆膜更加细腻均匀,减少色差缺陷。
经过对色漆喷枪参数的优化调整,免涂底漆的Manoogian Silver外观及色差与喷涂底漆时基本保持一致,具体数据见表2。

表2 Manoogian Silver喷涂底漆与免涂底漆工艺的色差及外观质量数据比较Table 2 Color difference and appearance quality data comparison of Manoogian Silver(primer/primerless)
由表2可知,以 Manoogian Silver为代表的仿电镀银涂料是可以采用免涂底漆工艺的,但在实际应用过程中,需要考虑如下建议措施:
针对色漆遮盖力较差的问题,对于轮毂易发生砂纸印问题的窗口部位重点关注,细化工艺参数,漆膜厚度及状态需经多次确认以确保颜色的一致性。在调整仿电镀银颜色过程中,通过降低闪干温度以及将色漆的黏度由16 s提升至17 s,以减少溶剂挥发问题对色漆颜色的影响。
3.2 珠光漆
珠光漆又称为云母漆,当光线照射到云母颗粒上后,在云母颗粒中发生复杂的折射和干涉,产生珍珠般的光泽,其中,在轮毂漆中比较经典的颜色为一款紫罗兰的颜色。
紫罗兰漆喷涂底漆与免涂底漆的工艺参数比较见表3。

表3 紫罗兰漆喷涂底漆与免涂底漆工艺参数比较Table 3 The comparison of technological parameters of violet paint(primer/primerless)
由表3可见,紫罗兰漆免涂底漆的工艺参数设置变化较小,在已经调好的程序基础上,针对轮辐立面、窗口等位置细化喷涂参数,适当提高吐漆量。
紫罗兰色漆喷涂底漆与免涂底漆工艺轮毂外观比较见表4。由表4可见,经过优化调试,喷涂底漆与免涂底漆工艺的漆膜色差及外观质量数据基本一致,即以紫罗兰颜色为代表的珠光漆也可以采用免涂底漆工艺。在实际应用过程中,需要考虑如下建议措施:
珠光漆的膜厚较薄,受设备、涂料组分、环境的影响,很容易出现色差缺陷,因此在喷涂过程中一定要保证设备参数的稳定性;在喷涂时,涂料的持续搅拌很重要,以避免出现批量色差缺陷;珠光漆对于洁净度的要求也较高,在采用免涂底漆工艺后,更要保证轮毂表面的清洁,做好打磨后的清洁工作。

表4 紫罗兰漆喷涂底漆与免涂底漆工艺的色差及外观质量数据比较Table 4 Color difference and appearance quality data comparison of violet paint(primer/primerless)
3.3 金属漆
金属漆是指在漆基中加入有细微金属粒子的一种常温固化涂料,如一般轮毂所用的银粉漆等,它具有明显的金属质感。
银粉漆喷涂底漆与免涂底漆的工艺参数比较见表5。

表5 银粉漆喷涂底漆与免涂底漆工艺参数比较Table 5 The comparison of technological parameters of silver paint(primer/primerless)
由表5可见,银粉漆免涂底漆与喷涂底漆工艺相比,旋杯转速由20 r/min降低至19 r/min,免涂底漆工艺成形压力较喷涂底漆时有所降低,以减少漆雾反弹及污染。
银粉漆喷涂底漆与免涂底漆工艺的外观质量数据见表6。

表6 银粉漆喷涂底漆与免涂底漆工艺外观质量数据比较Table 6 The comparison of appearance quality data of silver paint(primer/primerless)
由表6可见,免涂底漆后,银粉漆外观质量数据与喷涂底漆时基本一致,橘皮数量有所增加,这是由于免涂底漆后,色漆直接喷涂在粉轮表面,铝粉直接打在温度较高的干膜上之后排列方式发生了改变,从而导致部分区域产生轻微的橘皮缺陷。
采用免涂底漆工艺时,银粉漆的颜色参数发生了较大变化,如表7所示。

表7 银粉漆喷涂底漆与免涂底漆工艺颜色参数比较Table 7 The comparison of color parameters of silver paint(primer/primerless)
对于以银粉漆为代表的金属漆,如果不喷涂底漆,在实际使用过程中,需要考虑如下建议:
喷涂工艺不同,金属漆中铝粉颗粒的排列方式也会有很大变化,要保证喷涂间距、成型压力和吐漆量的一致性;在色漆中加入适量树脂,防止金属漆出现发花问题。在金属漆颜色开发过程中,按免涂底漆方式进行颜色开发工作,在后续量产中更好地控制色漆颜色及表面状态变化。
4 结语
综上所述,从产品整体的机械性能而言,免涂底漆与喷涂底漆工艺并无不同。它存在的主要问题是产品施工环节的工艺参数控制和最终颜色效果的控制。免涂底漆工艺不仅缩短了工艺过程,节省了涂料及人工成本,而且对于喷房的要求大大降低,取消了整个底漆喷房,使整体喷漆线及输送链条缩短7%,大大节省了建设费用。在能源消耗方面,减少一个喷房能够减少约11%的成本;同时,免涂底漆减少了VOC的排放,保护了环境。
1 王锡春.涂装车间设计手册[M].北京:化学工业出版社,2013.
2 赵宏伟.水性免中涂工艺在涂装生产线中的应用[J].现代涂料与涂装,2014,17(11):51-53.
3 胡帅,潘兴旺,孙自松,等.浅谈静电喷涂技术及机械手喷涂参数设置[J].上海涂料,2013(12):36-40.
4 王锡春,李文刚.浅谈底色漆的特性及功能[J].上海涂料,2016(2):53-54.
5 邢汶平,李晓琳,葛菲.汽车涂装水性免中涂工艺案例[J].上海涂料,2013(7):20-24.
猜你喜欢
机械工程材料(2022年2期)2022-03-02
汽车维护与修理(2021年24期)2021-12-23
汽车维护与修理(2021年2期)2021-02-03
大众文艺(2020年22期)2020-12-13
山东化工(2020年20期)2020-11-25
润滑油(2020年1期)2020-03-09
科学咨询(2020年37期)2020-01-06
汽车实用技术(2019年16期)2019-09-11
汽车与驾驶维修(维修版)(2019年12期)2019-03-10
公务员文萃(2017年11期)2017-11-22
