整车制造企业电焊烟尘的防治探讨
2018-02-26 00:35:58北汽镇江汽车有限公司郑菲
机电安全 2018年9期
北汽(镇江)汽车有限公司 郑菲
■引言
随着现代科学技术的不断进步,职业病危害因素防治技术也日趋完善。结合新技术的运用,国家和地方有关职业卫生的法律法规和标准也在不断提高,企业持续扩大的生产经营规模与落后的职业病危害因素处理工艺和技术的矛盾日益突出。结合江苏省提高职业病防治技术水平的目标,2014年,江苏省安科院选取了省内重点整车制造企业,深入现场分析电焊烟尘防治现状,并为企业提供了综合治理方案,取得良好的经济和社会效益。
笔者作为重点整车制造企业的组织者,全过程参与焊接烟尘防治方案的编制、技术参数的论证、现场设备改造及后期效果评价。
■目的
1.贯彻落实国家和地方有关职业卫生的法律、法规、规章和标准,从源头控制和消除职业病危害,防治职业病,保护劳动者健康。
2.进一步提高企业的职业病危害防治水平。
3.为企业职业病防治的日常管理,以及企业后续类似技术改造项目的职业病防治提供技术支撑。
4.作为江苏省职业危害综合治理示范工程,发挥示范引领作用,为进一步加强全省职业卫生监督管理和更好地服务于企业提供技术支撑。
■职业病危害现状分析
汽车车身壳体是由百余种、甚至数百种薄板冲压件经焊接、铆接、机械连结及粘接等方法连结而成的一个复杂的结构件,由于车身冲压件的材料大都是具有良好焊接性能的低碳钢,焊接具有节省钢材、操作简单、密封性能好等众多优势,是现代车身制造中应用最广泛的方式。目前,车身焊接主要采用电阻焊和CO2保护焊工艺。
电阻焊是指利用电流通过焊件及接触处产生的电阻热作为热源,将焊件局部加热,同时加压进行焊接的方法。电阻焊不需要填充金属,生产率高,焊件变形小,容易实现自动化。电阻焊工艺主要有四种,即点焊、缝焊、凸焊、对焊。
CO2保护焊全称为二氧化碳气体保护电弧焊。保护气体是二氧化碳(有时采用CO2+Ar 的混合气体),主要用于手工焊。CO2保护焊职业病危害因素较多,一般可分为物理因素和化学因素两大类。物理因素为高温电弧光产生的紫外线、红外线等;高温、震动、噪声职业病危害因素则不是很明显。化学因素为电焊气溶胶的各种成分,固态有各种金属铁、锰、铝、铬、铅、镍,放射性元素等,气相部分有氧化锰、氟化氢、氮氧化物等气体。

职业病危害因素对人体的健康影响
■防护设施设置及运行情况
目前,绝大多数整车制造企业焊接工艺均大量选用电阻点焊机等高效节能设备和自动化焊接机器人,从而节约大量焊材,提高生产效率,保证焊接质量;同时,减少焊接作业量和人工作业,减轻电焊烟尘产生的职业病危害。
针对焊接烟尘和打磨粉尘,企业一般采用局部机械通风和厂房整体通风相结合的方式,将职业病危害因素烟尘,有效收集净化处理后,通过车间屋顶排气筒高空达标排放。
虽然各整车企业均会通过职业病危害预评价、职业病危害控制效果评价及职业病危害现状评价等去规范企业职业健康管理,但仍然存在除尘设备、通风设施设计不合理、运行维护不到位,使用效果差等现象,从而使得设备设施除尘效果不能满足原有设计要求。
例:某企业焊接烟尘防治现状
焊接工位排风轴流风机共计10台,通过吸尘管道延伸至焊接工位的吸尘罩,直接将焊接工位在生产时产生的焊接烟尘收集处理后排出厂房。
10 台轴流风机中有5 台功率偏小,吸尘管道长度在30-48m 之间,单台风机所带吸尘口数量为3-4个,吸尘口远离产尘点,不能满足烟尘捕捉效果,且开启时噪音加大。同时,由于工艺调整,现有4个排风口被封闭,未安装吸尘装置。



■实施方案
焊接烟尘防治使用局部排风时,应使扩散源处于通风罩控制范围内。局部机械排风系统各类型排风罩应符合《排风罩的分类及技术条件》(GB/T 16758—2008)的要求。
局部排风形式包括固定式排烟罩(吸尘罩)、移动式排烟罩、手持式排烟罩等,排风系统主要由吸尘罩(排烟罩)、风道、除尘或净化装置以及风机组成。焊接烟尘局部排风主要技术参数如下:
1.局部排风应控制焊接电弧附近的风速,吸尘罩控制点的控制风速应为不小于0.25m/s。
2.使用固定式或可移式排烟罩时,应同时安装净化过滤设备或与整体排风净化系统。
3.使用固定式排烟罩时,焊接烟尘和有害气体等应不经过操作者的呼吸带,排放口的风速以1.0m/s 为宜;风量应该自行调节,排放口高度必须高于作业厂房顶部1.0-2.0m。
4.设置局部排烟罩捕集电焊烟尘和有毒气体,应该设置相应净化设备防止污染大气,设置原则如下:
(1)尽可能靠近焊接作业点,对流动性较大的焊接作业,应制作成可移动式的罩口,作业时罩口可随焊接点一起移动,以提高烟尘的捕集效果;
(2)不影响工人操作,检修方便;
(3)在保证捕集效果的情况下,节省风量。
5.应根据不同的作业方式、焊接工件尺寸及工艺,选择使用下吸式吸气罩、侧吸式吸气罩、上吸式吸气罩或回转式活动吸气罩。
6.加强排风系统的维护和保养,使其有效地发挥作用。
例:某企业焊接烟尘防治改造情况
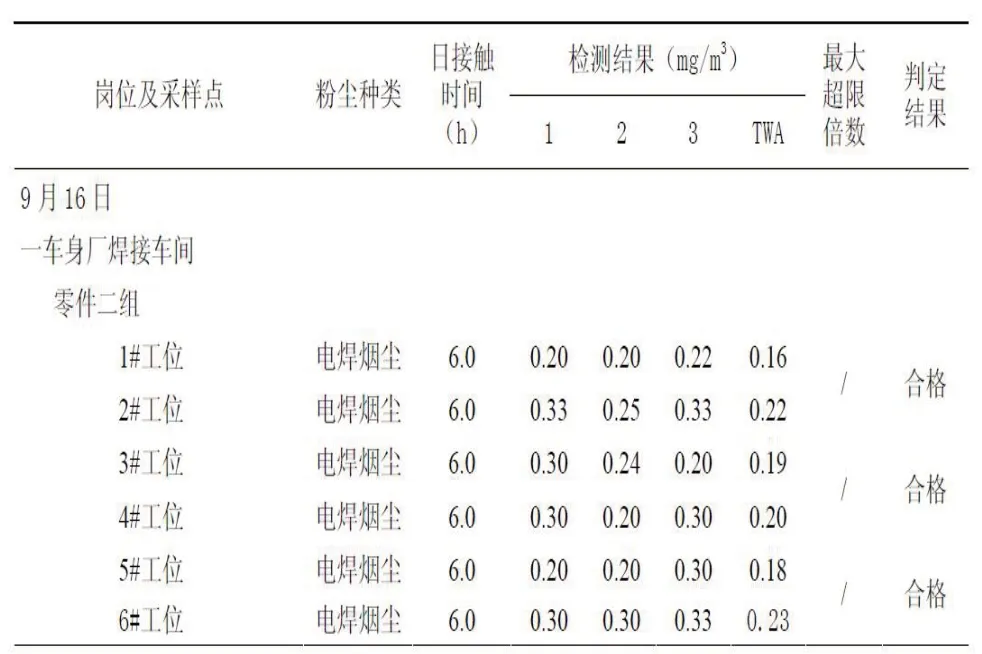
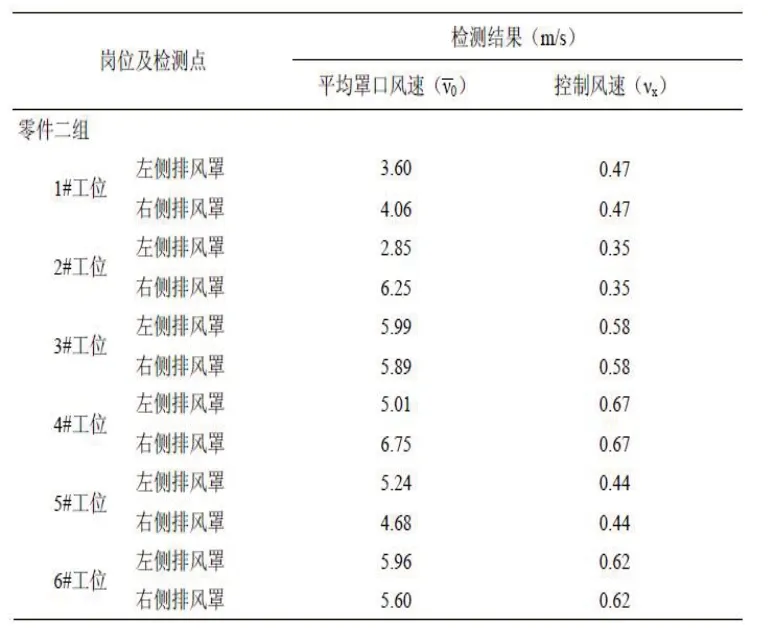
结合现有工艺布局,重新布置8 套焊接验收防治排风系统,主管管径为Φ500mm,支管管径为Φ100mm。根据一般通风系统管道最低空气流速标准:6-14(m/s)的计算,焊接烟尘防治系统流量≥7065 m3/h,系统全压≥567(Pa),因此,选择4-72-6.0 A 型离心式通风机。改变吸烟管的入口位置,靠近排烟点,设定罩口的风速为2.5m/s,控制风速>0.25 m/s。改造后,排风系统性能指标和电焊烟尘检测数据均满足要求。



?
?
■结论
本项目所采用排风除尘技术和材料成熟、可靠、实用。测量结果显示,排风除尘设施设计符合《排风罩的分类及技术条件》(GB/T 16758—2008)的要求,现场电焊烟尘基本上通过该排风系统有效收集排放,除尘性能达到设计预期效果;各焊接工位电焊烟尘浓度符合国家职业卫生接触限值要求,电焊烟尘得到了有效的控制。
同时,企业必须进一步加强排风除尘等职业病防治设备设施的维护保养,制定全面、准确的维护保养规程,并按计划的间隔周期,严格落实各项维护保养要求,从而确保排风除尘等职业病防治设备设施处于最佳的运行状态,更好的发挥其功效,达到保护企业职工身心健康的目的。
猜你喜欢
江苏安全生产(2023年10期)2023-12-18 23:48:32
江苏安全生产(2023年9期)2023-11-27 20:15:45
山东冶金(2022年4期)2022-09-14 08:59:38
机电安全(2021年11期)2021-08-27 02:18:28
百花园(2019年11期)2019-09-10 16:46:26
电子制作(2017年1期)2017-05-17 03:54:16
科学启蒙(2016年8期)2016-09-27 11:41:50
工业炉(2016年1期)2016-02-27 12:34:08
中国工程咨询(2015年5期)2015-02-16 05:35:26
表面工程与再制造(2014年2期)2014-02-27 06:45:43