
超净化气流粉碎技术在谷物粉生产中的应用
2018-02-19 08:38马东郭庆晖
热带农业工程 2018年4期
关键词:微生物
马东 郭庆晖

摘 要 超净化气流粉碎技术避免了原料粉碎后与不洁空气接触产生污染,解决了谷物粉行业因微生物超标的辐照处理问题。本文介绍了该技术在谷物粉生产中的应用,为未来健康食品加工提供有效的技术支持。
关键词 超净化空气 ;超微粉碎 ;谷物粉 ;微生物 ;辐照
中图分类号 TS235.1
Application of Super Purifying air Ultrafine Grinding Technology
in Grain Powder Production
MA Dong GUO Qinghui
(Tianjin Keda Wisdom Biotechnology Co., Ltd. Tianjin 300192)
Abstract The super purifying air ultrafine grinding technology avoided the pollution from the powder contact with dirty air after grinding and solved the problem of irradiation treatment after the microorganism exceeding of grain powder industry. The application of super purifying air ultrafine grinding technology in grain powder production was introduced in order to provide support for the healthy food industry.
Key words super purifying air ; ultrafine grinding ; grain powder ; microorganism ; irradiation
谷物作為人类最基本的膳食来源,对人体健康起着举足轻重的作用。谷物种类繁多,含有丰富的营养成分、功能性成分,成为人们日常功能食品的首选[1-2]。以荞麦为例,每100 g荞麦粉中所含蛋白质10.6 g,脂肪2.5 g,碳水化合物72.2 g,粗纤维6.5 g,无机元素包括钙15 mg,磷180 mg,铁1.2 mg,Vb1 0.38 mg,Vb2 0.22 mg,以及芦丁[3]等。然而,市场上谷物粉的利用形势却不容乐观。一方面因质地粗糙、营养素和功能成分没有被充分利用,难以形成市场竞争力;另一方面,谷物粉微生物普遍超标,采用辐照方式进行灭菌是行业惯例[4-6],但该操作会带来一系列问题,如风味的变化、营养成分的流失、反式脂肪酸的增加等。
超微粉碎技术是指利用机械或流体动力方法克服固体内部凝聚力使之破碎,得到粒径小于78 μm的超微细粉末[7]。超微粉碎可瞬时完成粉碎,得到粒径分布均匀的产品,不会产生局部过热现象,避免了物料营养成分流失及组分变化,最大限度保留产品的营养素和功能成分,提高产品利用率。近年来,随着超微粉碎技术的发展,设备造价的降低,超微粉碎在食品工业中的应用逐渐增多,但谷物粉行业中采用超微粉碎技术仍不多见[8]。经超微粉碎后的食品原料,因细胞壁破坏,胞内有效成分暴露在表面的面积增多,提高了原料的营养素和功能成分的溶出速率和溶出总量[9],有效控制了污染和微生物超标问题。
笔者应用超微粉碎技术生产谷物粉,通过优化工艺,采用净化空气密闭系统(整个生产环境是10万级的空气净化空间),既防止了空气中污染物对产品造成污染,又避免产品粉尘污染环境,有效控制了生产过程中的污染,提高了生产效率、降低成本,最大程度地保留材料的营养成分,大大提高谷物粉的应用效率和价值。为谷物粉加工行业提供一种新的工艺方法和有效的技术支持。
1 生产工艺及检验方法
1.1 谷物粉加工工艺流程
原料除杂后,进入计量仓计量,按比例配料。配料在螺带混合机中混合20 min,进入超微粉碎机。
超微粉碎车间为十万级净化车间,粉碎机开动后,利用风机抽风(净化空气)产生的气流把物料带入粉碎区。粉碎区是由上下锤头和锤盘组成的转子与齿圈定子间的间隙组成,高速转动的转子不断对粉碎区的物料进行撞击、剪切,使物料间产生碰撞而对物料进行粉碎。
粉碎后的物料随气流的上升进入由分流环与分级轮间的分级区。分级轮由多片叶片组成,由电机带动,使分级轮旋转而产生离心循环气流,合格的细粉将克服了离心循环气流作用,通过分级轮进入收集系统收集。不合格的粗料被甩到分流环内壁重新进入粉碎区进行再次粉碎,直至合格。
经超净化气流粉碎合格的物料,进入内包装车间灌装,然后进入外包装车间进行装盒、装箱、码垛、入库。
1.2 检验方法
粗蛋白含量:采用GB 5009.5-2016《食品安全国家标准 食品中蛋白质的测定》。
KOH蛋白溶解度:采用GB/T 19541-2017《饲料原料 豆粕 附录A的规定》。
粗纤维含量:采用GB/T 5515-2008《粮油检验 粮食中粗纤维素含量测定-介质过滤法》。
脂肪酸组成:采用GB 5009.168-2016《食品安全国家标准 食品中脂肪酸的测定》。
2 结果与分析
2.1 原料质量指标
由表1可知,原料内控标准:菌落总数<1 000 CFU/g,大肠菌群不得检出。
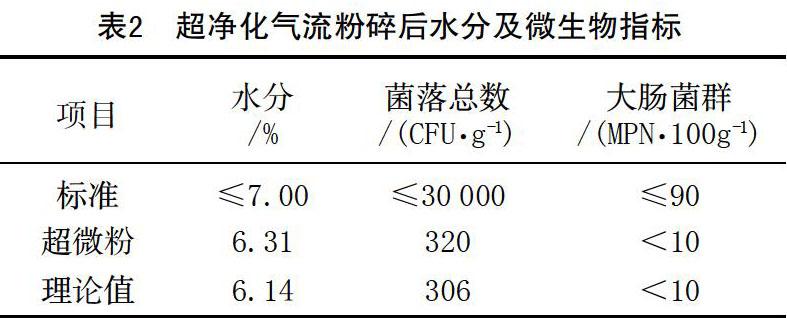
2.2 超微粉质量指标
由表2可知,經过超净化气流粉碎后,产品微生物数量得到了有效控制,为市场应用提供保障。
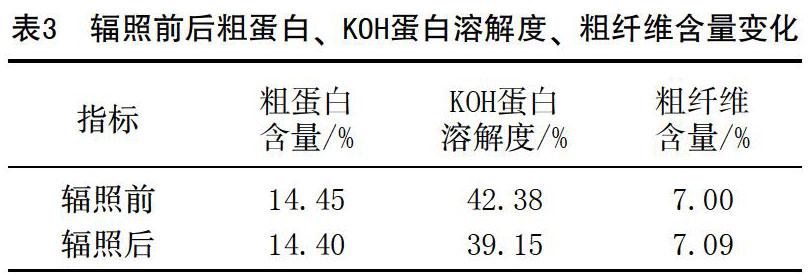
2.3 成品超微粉辐照前后各指标的变化
将成品超微粉进行辐照(电子射线辐照,6.27 kGy)。分析辐照前后粗蛋白含量、KOH蛋白溶解度、粗纤维及脂肪酸组成的变化。
由表3可知,粗蛋白、粗纤维含量基本不受辐照影响。但KOH蛋白溶解度下降幅度为7.62%,可能是由于经超净化气流粉碎的谷物粒径小,辐照条件下小粒径蛋白更易变性。
由于谷物粉常规生产工艺是粉碎后辐照。由表4可知,辐射前后不饱和脂肪酸C16∶1、C18∶1、C18∶2、C18∶3、C20∶1下降幅度分别为23.10%、4.62%、3.34%、3.45%、12.10%,反式脂肪酸增加了53.17%。说明辐照对不饱和脂肪酸影响较大,破坏了部分不饱和双键,同时造成了反式脂肪酸的增加。利用超净化气流工艺可避免辐照过程。既可达到均匀超细粉碎的目的,还能提高了食品原料中功能性成分的利用率。
3 结论
综上所述,采用超净化气流避免了空气对粉碎物料的污染,产品微生物得到有效的控制,避免了辐照对产品的不良影响,大大提高了食品原料中功能性成分的利用率,对固体饮料、保健食品、特殊医学配方食品等大健康领域中食品加工有着深远的影响。
参考文献
[1] 赵 钢,唐 宇,马 荣. 苦荞麦的营养和药用价值及其开发应用[J]. 农牧产品开发,1999(7):17-18.
[2] Zheng G H, Sosulski F W, Tyler R T. Wetmilling, composition and functional properties of starch and protein isolated from buckwheat groats[J]. Food Research International, 1997, 30(7): 493-502.
[3] 庞之洪,罗清尧,熊本海. 中国饲料成分及营养价值表(2007年第18版)制订说明[J]. 中国饲料,2007(21):33.
[4] 郑琳琳,王人悦,孙晶晶. 辐照保藏技术在食品中的应用进展[J]. 食品研究与开发,2012,33(3):239-240.
[5] 陈飞东,赵 芸,陆清儿. 辐照保鲜技术在食品中的应用研究[J]. 安徽农学通报,2007,13(20):125-127.
[6] 施培新. 食品辐照加工原理与技术[M]. 北京:中国农业科学出版社,2004.
[7] 蔡光先. 超微中药的研究与应用及前景展望[J]. 中药研究,2011,16(1):78-81.
[8] 陈雅君. 干湿结合法制备荞麦浓缩蛋白及其功能特性研究[D]. 广州:华南理工大学,2017.
[9] 吴敬涛. 食品原料超微粉碎后性能的变化[J]. 中国粉体技术,2017(6):96-100.
猜你喜欢
科技创新与应用(2017年3期)2017-02-18
湖北农业科学(2016年20期)2017-02-15
求知导刊(2016年26期)2016-10-31
中国实用医药(2016年15期)2016-05-24
科技视界(2016年9期)2016-04-26
科技视界(2016年7期)2016-04-01
天津农业科学(2015年5期)2015-05-30
纺织导报(2015年2期)2015-04-07
