
一种机床自动化送料闸门控制系统设计
2018-02-14 12:49潘喜利孙小芳
数字技术与应用 2018年10期
潘喜利 孙小芳
摘要:主要根据实际生产需求设计了一种采用放料、半联动及闸料三种工作状态的机床自动化送料闸门系统,并进行了系统硬件的选型,以及系统控制要求的设计。
关键词:送料闸门;PLC;系统设计
中图分类号:TP273 文献标识码: A 文章编号:1007-9416(2018)10-0000-00
目前机械制造厂的生产模式需要研发一个能够及时供应机床送料的机构,来缩短加工周期,提高生产效率,降低加工零件成本,本次课题即设计了一种机床自动化送料闸门控制系統。[1][2]
1 送料闸门机械设计[3][4]
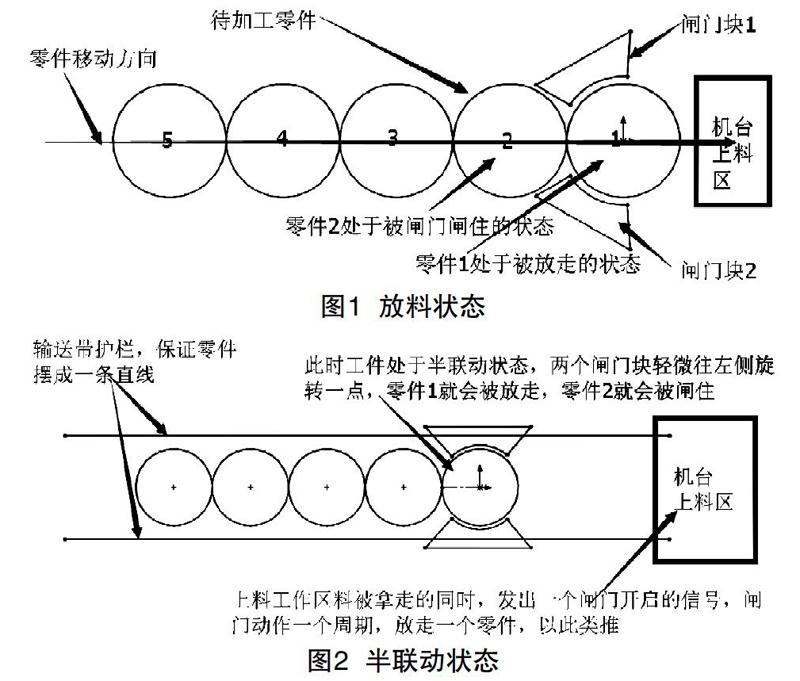
放料状态设计:保证零件1处于被放走状态,零件2处于被闸门闸住状态。半联动状态设计:闸门口旋转,动作一个周期,放走被闸零件。闸料状态设计:当前零件处于被闸住状态,其他零件处于被阻挡状态。输送护栏设计:保证零件摆成一条直线。
三种状态如下图所示:图1放料状态,图2半联动状态,图3闸料状态。
系统利用铰链机构和圆弧的包角原理,在气缸的带动下形成三种工作状态从而达到从储料输送带上逐个放料,满足机床的供料需求。自动化放料闸门的机台上料使用的是一个气功手爪为机台内部上料,气动手爪从输送带上取料,并且每次抓取时保证入口只能有一个工件,解决生产线带飞工件,造成人身安全问题。
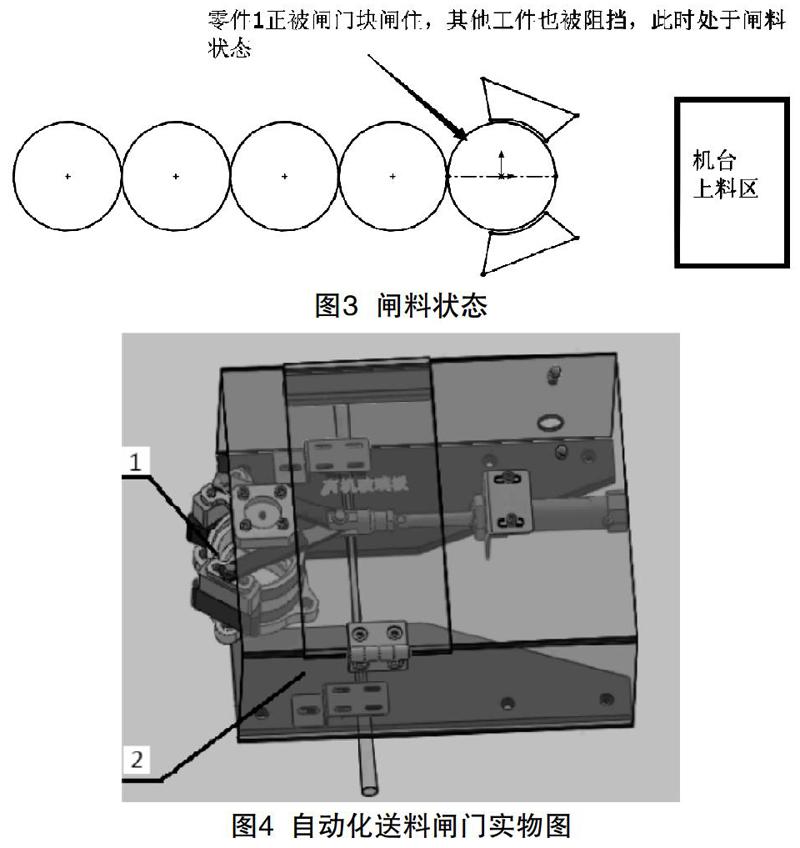
实物如图4所示,其中1为圆柱形零件,2为放料闸门体。
2系统控制设计
2.1 系统硬件选择
系统PLC设计采用西门子s7-200,CPU226,AC/DC/RLY,其输入24点,输出16点。系统人机界面采用昆仑通态研发的TPC7062K触摸屏,主要完成现场数据的采集与监控,前端数据的处理和控制,触摸屏与PLC采用串口RS485 连接的PPI通信方式。
2.2系统控制设计[4] [5]
(1)自动/手动工作方式:当选择手动方式时,可实现手动点动控制操作。一般自动操作用于设备正常运行时,手动操作用于在进行程序调试时或系统出现故障时。
(2)参数设置、显示功能:本系统中运送的物料为圆柱形,可根据物料的材质、高度和直径, 进行角度、行程、间隙的调整和设置, 以及各动作工作时间的显示、产品计数显示。
(3)自动检测功能:在圆柱形料传送时, 自动检测物料当前位置,如果发生偏移, 系统自动暂停物料输送, 并发出位置调整命令,如果调整失败,则系统报警。
(4)监视运行状态:系统采用了触摸屏作为人机界面,可方便地监控整个物料输送过程,并且可以查询人机界面中的故障历史表来进一步分析和解决故障。
3 结语
系统利用铰链机构和圆弧的包角原理,采用气压传动技术,采用三种工作状态完成从储料输送带上逐个放料,满足机床的供料需求。系统已在工厂试运行,工作状态良好,具有很大的实际应用价值。
参考文献
[1]周毅.带式输送机自动化调节系统设计[J].现代制造技术与装备,2018,(08):112-113.
[2]李青,李坤,杜刚.滤棒自动化存储输送系统设计[J].中国科技信息,2018,(06):73.
[3]李志坚.自动化皮带输送机调速系统的研究[J].中国高新区,2017,(08):11.
[4]张东阳.缸体铸件清理打磨自动化输送线设计[J].中国铸造装备与技术,2017,(03)44-46.
[5]邓生明,张文玉,胡伯陶.闸门式剪板机的PLC控制系统[J].锻压技术,2005,(05):75-76+80.
Design of a Control System for Automatic feed gate of Machine tool
PAN Xi-li,SUN Xiao-fang
(School of Automotive Engineering, Fuyang Vocational and Technical College, Xiangyang Hubei 441005)
Abstract:According to the actual production demand, this paper designs an automatic feeding gate system of machine tool, which adopts three working states of discharging, semi-linkage and sluice, and selects the hardware of the system and designs the control requirements of the system.
Key words: feeding gate; PLC; system design
