盘式制动器漏油失效模式分析及预防措施
2018-02-08 05:58白莎
价值工程 2018年6期
白莎
摘要: 在汽车行驶过程中,如果制动器漏油则会造成很严重的后果,由于漏油导致制动疲软或制动失效,造成事故隐患和安全隐患。本文重点分析了盘式制动器漏油的主要原因,并在实际生产中提出整改措施。
Abstract: During the process of using the car, there are very serious consequences if the brake having oil leakage. The oil leakage cases brake weakness and failure brake and poses potential accidents and security risk. This article analyzes the main cause of oil leakage and proposes corrective measures to actual production.
关键词: 盘式制动器;制动钳;制动器漏油
Key words: disc brake;caliper;oil leakage in disc brake
中图分类号:U463.51 文献标识码:A 文章编号:1006-4311(2018)06-0141-02
1 制动器漏油导致的后果
制动液作为制动器工作时的能量传输介质,在制动刹车过程中起着关键的作用。当制动器漏油时,轻则导致制动疲软,重则导致液压系统失压。制动疲软时,制动力不足,会导致制动效能明显下降;液压系统失压时,制动踏板的踩踏力无法传递到制动钳中,导致制动失效,造成车辆无法制动或减速,严重的将会造成车毁人亡,如果面对复杂的环境时,可能造成更大的伤亡和损失。
2 盘式制动器结构及工作原理
盘式制动器的结构和工作原理的了解对于制动器漏油失效模式分析及预防措施的提出大有裨益,下文对盘式制动器结构及工作原理做简单介绍。
2.1 盘式制动器结构
盘式制动器结构如图1所示,主要由制动钳、活塞防尘罩、矩形圈、活塞、放气螺钉、进油孔构成。卡钳体1为制动器主体,活塞防尘罩2主要防止灰尘进入钳体内腔,矩形圈3起到活塞回位的作用,活塞4在液压的作用下推出实现运动,放气螺钉5用于排出钳体内腔空气,进油孔6为制动液管路连接通道。因全文围绕盘式制动器漏油失效模式展开,所以只对涉及到失效模式处的结构做简单介绍。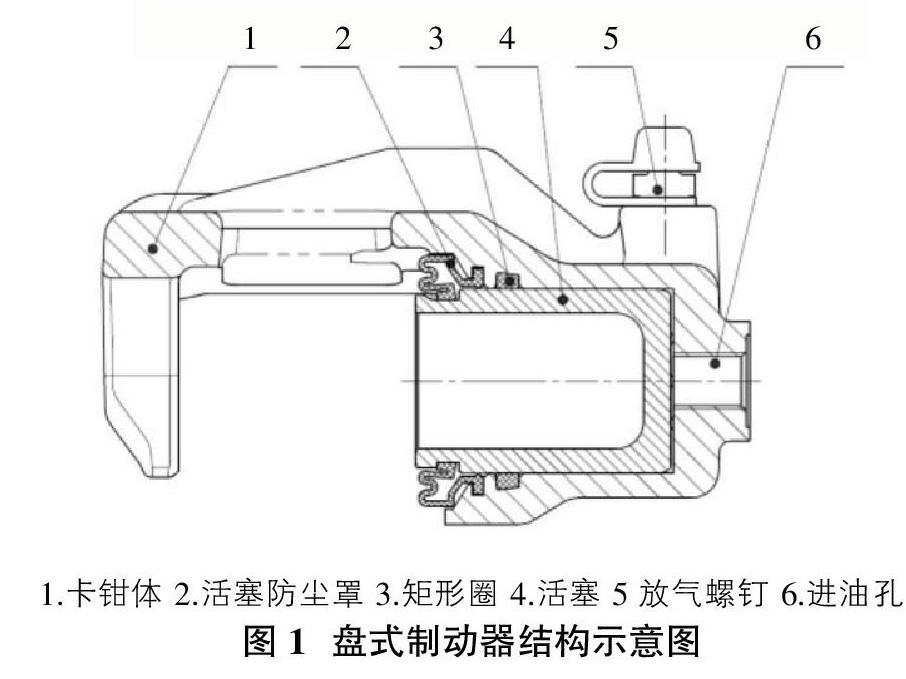
2.2 盘式制动器工作原理
制动器工作包括实现制动和解除制動两个过程。
制动时,油路系统从进油孔向钳体输入油压,油压推动活塞向内侧制动块加压,顶压在制动盘侧面,由反作用力将卡钳体向相反方向推,拉动外制动块压向制动盘另一侧,内外制动块形成对制动盘的夹紧力。通过制动盘与轮毂的古莲,从而实现车辆的制动。
解除制动时,油压系统泄压,活塞通过矩形圈弹性变形回位,制动块在制动盘外力作用下回位,完成制动解除过程。
3 制动器漏油风险分析及预防措施
制动器漏油可能由多方面原因造成。机械加工过程中,缸孔未清理干净、尺寸及形位公差超差等原因;零部件缺陷,如毛坯缺陷、矩形圈破损、活塞磕碰划伤、放气螺钉螺纹与锥面不同轴、管接芯材质不合格等原因;产品组装过程中,活塞及矩形圈带入异物,密封圈被活塞剪切破损等原因;此外,制动钳表面处理过程中,爆锌及封闭剂固化等都是造成制动器漏油的原因。下文将对制动器漏油的主要原因进行分析,并提出整改方案。
3.1 机械加工过程
3.1.1 矩形槽、缸孔超差椭圆
卡钳体机械加工过程中,缸孔精加工二次装夹导致矩形槽及缸孔严重超差、椭圆,活塞和矩形圈和缸孔配合处形成间隙,导致制动器漏油。
控制措施:车缸孔工序严格执行100%自检,防止不合格品流出;除工艺规定的需二次装夹的产品外,原则上严禁对加工量不足的产品进行二次返工。
3.1.2 矩形槽的断屑槽太大
加工矩形槽断屑槽时,刀尖损坏或刀具切入太深造成断屑槽太大、太宽,活塞压入时,密封圈侧向翻扭形成间隙,导致制动器漏油。
控制措施:矩形槽结构及位置难以目视检测,建议配合内窥镜观察内部结构,提高检验频次;断屑槽刀刀头目视检测,及时发现刀尖损坏造成的断屑槽过大问题。
3.1.3卡钳体进油孔端面沉台不平
卡钳体进油孔密封端面加工时,加工工艺不合理(非环形铣加工)、刀具刃磨不合理、刀具损伤等导致密封端面不平,无法密封而漏油。密封性检测时多采用橡胶件方式,难于识别此类故障,而实际装车使用为铜垫圈,可能会影响密封,导致漏油。
控制措施:加工密封端面时增加平面度控制要求;环形刀纹检查;对装配前需要端面密封的钳体,须强调100%密封面点检控制。
3.1.4 钳体进油孔端面倒角问题
卡钳体进油孔端面倒角倒角太大,密封垫宽度设计相对较小,油管压紧后密封垫沿倒角方向凹进变形,影响端面密封。
控制措施及控制要点:培训教育加工人员关注产品细节,加强对端面倒角的检验频次;对装配前需要端面密封的钳体,须强调100%密封面点检控制。
3.1.5 矩形槽内异物
卡钳体加工完成后,需对缸孔内部进行吹扫打磨及去除毛刺,矩形槽结构封闭,吹扫打磨过程中铁屑未清理干净,长时间放置后粘连在槽内,镀锌过程、吹扫打磨、装密封圈各环节都未掉出或未检查到,铁屑导致密封圈翘起变形形成间隙从而导致漏油。
控制措施:车缸孔后、尤其是最后进排孔工序后要对缸孔内铁屑、密封槽内铁屑、进排孔内铁屑进行吹扫;吹扫合格件的摆放时缸孔向下,防止吹扫其他件时掉入。endprint
3.2 零部件缺陷
3.2.1 钳体毛坯缺陷
目前卡钳体多为铸造件,通过机械加工后实现装配,由于模具制作不合理等原因造成卡钳体毛坯铸造缺陷,如砂眼,针孔、疏松等问题导致卡钳体漏油。
控制措施:卡钳体毛坯关键部位切割观察有无影响性能的缺陷;机械加工过程中,关注毛坯铸造缺陷。
3.2.2 矩形圈缺陷
矩形圈为卡钳体密封和活塞回位的关键零部件,如果矩形圈存在缺陷,如气孔、破损、厚度不均、宽度不均等问题,都会导致制动器漏油现象发生。
控制措施:矩形圈外观100%检测,做好矩形圈出厂入厂检验作业。
3.2.3 活塞缺陷
活塞柱面与矩形圈形成端面密封,这种密封结构对活塞柱面粗糙度提出了较高的要求,活塞柱面磕碰、划伤等会影响端面密封,从而导致漏油。
控制措施:加强活塞过程控制,活塞独立包装防止磕碰,物流运输过程中注意防护;组装过程中增加活塞外观检测项目。
3.2.4 放气螺钉缺陷
放气螺钉锥面结构与卡钳体放气孔为线面密封结构,放气螺钉与放气孔通过螺纹实现连接,当放气螺钉锥面与螺纹不同轴时,线面密封失效,导致制动器漏油。
控制措施:放气螺钉锥面与螺纹同轴度检测。
3.2.5 管接芯缺陷
卡钳体进油孔密封结构有端面密封、管接芯密封,管接芯通过外力压入进油孔实现密封。当管接芯材质不合格时,在较大力矩下变形开裂,密封失效导致漏油。
控制措施:优化管接芯安装方式,采用平口钳夹管接芯,变形后管接芯不易碎裂;对安装管接芯人员定岗控制。
3.3 组装过程
3.3.1 密封圈与活塞之间异物
在安装密封圈和压装活塞时,矩形圈和活塞表面需要涂抹润滑脂,涂抹润滑脂后的矩形圈及活塞表面极易带入异物(如打磨钢丝、包装纸、塑料片、头发等),异物在矩形圈和活塞密封處形成间隙导致漏油。
控制措施:活塞、密封圈涂抹润滑脂后装箱隔离;对操作人员培训,提高质量意识。
3.3.2 密封圈被活塞剪切破损
活塞压入缸孔过程中,由于活塞下端面圆角过小或圆角与端面过渡不平滑,导致活塞压入过程中矩形圈被剪切破损;矩形圈装入矩形槽时,矩形圈没有全部进入矩形槽,活塞压入导致矩形圈被剪切破损。
控制措施:活塞圆角必须光滑、满足图纸要求。
3.4 产品表面处理
3.4.1 矩形槽内镀锌缺陷
钳体表面处理镀锌过程中,镀锌封闭剂固化到密封槽内,封闭剂呈透明胶状,难以发现和清除,导致矩形圈无法密封。
控制措施:卡钳体镀锌之前采取密封措施,防止封闭剂进入缸孔;入厂验收和装配密封圈前注意观察密封槽内是否存留有胶状物质。
3.4.2 密封面镀锌缺陷
钳体表面处理镀锌过程中,因镀锌层厚、爆锌导致密封面无法密封而漏油,此现象多发生在进油孔采用端面密封的结构中。
控制措施:提高毛坯表面粗糙度、清砂程度,因加工面导电性高,有时为达到毛坯面的镀锌层会造成加工面锌层过厚;对镀锌后的钳体、尤其是密封面验收时需要重点抽检、在装配端面密封的产品,须强调100%密封面点检控制。
4 结语
关于制动器漏油问题,必须抓住关键,首先解决机械加工中问题,对于导致漏油的关键控制点增加检验频次,对机加人员进行培训,提高质量意识;其次是零部件的质量控制,对于从外部采购的零部件,需对供应商明确关键控制点,并要求供应商提供材质报告单及尺寸检验报告;再次是避免组装过程中的问题,在组装过程中对机械加工可能存在的问题以及零部件质量缺陷问题再次监督把关,避免不合格品流出;最后,关注卡钳体表面处理质量问题。通过对以上环节的严格把控,将有效解决制动器漏油问题。
参考文献:
[1]余志生.汽车理论[M].北京:机械工业出版社,2003.
[2]葛振亮,吴永跟,袁春静.汽车盘式制动器研究进展[J].公路与汽运,2006(01).
[3]陈家瑞.汽车构造(下册)[M].四版.北京:机械工业出版社,2004.endprint