浅谈风电塔筒门框的自制
2018-01-30 05:08:43蒋国祥张文康
环球市场 2017年34期
蒋国祥 张文康 付 强
中车兰州机车有限公司
1.引言
近年来,随着国家对风电行业政策的变化,加之风电消纳越来越困难,国内集中大型风电场的建设进度明显放缓,部分弃风率较大的风电基地,已被国家能源局叫停,公司各塔筒生产基地,越来越得不到充足的订单,以维持均衡的生产;同时越来越多的塔筒制造厂家直接用低价进行投标抢夺仅有的订单。故而在保证质量的前提下,想尽一切办法降低塔筒制作的成本,成为塔筒制造企业的必选之路。门框作为风电塔筒的一个重要部件,降低其采购成本及缩短供货周期将显得十分重要。
2.风电塔架门框简介
风电塔筒门框由钢板卷制而成,为对称的两半,然后焊接而成,如图一所示;其钢板一般为低合金高强度热轧钢板,常见牌号为Q345C、Q345D及Q345E等[1],根据使用环境温度的高低而选用,抗拉强度高达470MPa至630MPa[2],所使用钢板的厚度一般在60mm至110mm不等。

图一
3.传统的门框生产方式
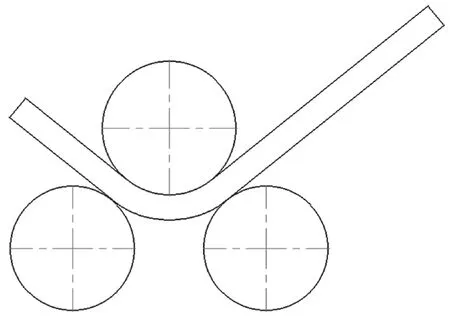
图二
目前常用的技术方案为直接使用卷板机进行卷制,如图二所示。具体的流程为:下料-开坡口-卷制-校正-焊接-无损检测-尺寸测量-包装发货。
4.传统门框生产方式的弊端
1.卷板机价格很高,增加了门框的制作成本;
2.卷板机无法有效的卷制门框两端的椭圆弧度,影响门框的外形尺寸,加大了与门板的装配间隙,常常造成大量的返工;
3.供货周期太长,影响塔筒的生产供货周期。
5.门框自制方案。
自制如图三所示的设备,该设备由底部支架,移动压头,及液压系统三部分组成,底部支架由底板、侧板、立柱组成,移动压头由顶头、拉板、扣板、靠板及垫板组成,液压系统由油缸及液压泵组成。设备工作时,由液压系统提供动力,油缸推动移动压头拉板进行移动,压头挤压放置在底部支架上的门框钢板,形成门框,一头压好后,调整门框位置,压制门框另一头,待门框成型并尺寸测量合格后,焊接加强筋进行对接焊缝焊接。

图三
6.门框自制的优点
实现塔筒制造基地所需塔筒门框的自制,一方面可以有效利用基地现有资源(如:成熟的焊接工艺、高水平的焊接人员、现有的无损检测公司、现有的焊机等设备、具有战略合作关系的原材料供货商),直接降低门框制作的成本;另一方面直接减少了门框制作供货的部分环节(如门框运输等),缩短了门框的供货周期。同时门框制作的设备能够自制,成本低廉,且操作方便。
7.经济效益分析
一台门框制作专用卷板机价格为150万,而自制设备的成本价格才数千元,自制门框可降低3000元/吨的采购成本,按照门框重量1.2吨/套,年产300套塔筒计算,直接可降低采购成本108万;另门框自制可缩短每一个项目首套塔筒制作周期10天,可平均整体缩短塔筒生产周期约3天,同时有效的减少了大量不必要的返修,节省了人力及物力,故而年综合节约塔筒制作成本在150万元以上。
8.结束语
本文提供的塔筒制作方案,设备可完全自制,且成本低廉,部分材料完全可由塔筒生产产生的废料进行利用加工,同时门框制作设备操作方法简单易懂,有效的降低了塔筒制作成本,提高盈利能力,提升市场竞争力。
[1]赵连明. SL1500 风力发电机组塔架与基础环原材料技术规范.1500.012.0002.01B,2010.
[2]GB/T 1591-2008. 低合金高强度钢[S].
猜你喜欢
机电安全(2022年2期)2022-09-03 09:25:10
商品与质量(2021年43期)2022-01-18 05:30:28
名城绘(2020年2期)2020-10-21 08:25:48
制造技术与机床(2018年8期)2018-10-09 08:27:56
价值工程(2018年7期)2018-02-08 10:07:06
制造技术与机床(2017年7期)2018-01-19 02:29:57
中国科技博览(2018年1期)2018-01-15 09:50:22
现代电子技术(2017年23期)2017-12-20 11:22:50
科技创新与应用(2017年16期)2017-06-10 23:43:09
中国机械(2015年9期)2015-05-30 16:33:24