
SMA—JB2A/SMA—JB2A—L型电缆组件的研制
2018-01-28 21:51张雪薇吴昱姣姜曼杨戈
电子技术与软件工程 2017年18期
关键词:焊接工艺
张雪薇+吴昱姣+姜曼+杨戈
摘要
本文主要介绍了SMA-JB2A/SMA-JB2A-L电缆组件的研制过程、结构特点及针对用户的使用要求及市场需求进行了设计及关键性工艺技术控制攻关。
【关键词】射频连接器 半刚性电缆组件 焊接工艺 环境试验
1前言
SMA-JB2A/SMA-JB2A-L型电缆组件是按照用户要求进行研制的,主要用于微波信号传输,具有易成形、低损耗、衰减稳定性好、无信号串扰、使用频率高、屏蔽特性良好等特性。
目前,该产品满足了重点工程的配套需要。该产品性能稳定,结构合理,用户使用情况良好,可靠性高,各项指标均满足标准要求,产品己向用户供货,经上机使用完全满足用户要求,形成了批量生产能力,具有良好的市場前景。
2研制过程
2.1电缆组件的设计
2.1.1连接器的设计选择
为满足用户使用环境、空间局限性、技术指标,从结构简单、电性能优越、装卸方便等特点进行连接器选择,SMA-JB2A可拆卸螺纹式连接器,SMA型是一种通用螺纹连接式连接器,界面结构非常成熟,连接器头部可参照相关的标准规范确定其标准接口尺寸,工作截止频率可达到18GHz,满足用户规定技术要求。2.1.2射频同轴电缆的选择
本项目半刚性电缆组件全部为立体结构,半柔性电缆不易于成型,由于不进行表面处理,时间长会有腐蚀现象,影响外观及性能指标,故采用配件2#高性能低损耗半刚性电缆组件,绝缘材质为PTFE材料,能承受较高的温度,此电缆截止频率可达到64GHz,每米损耗仅为2.42dB,且半刚性电缆易于定型、辐射小、电磁兼容性好的特点,因此半刚性电缆组件方便了机内布线,且提供了非常好的的屏蔽特性,高强度的外导体也很好地保证了内部结构尺寸的稳定性。
2.2射频电缆组件设计方案
2.2.1电缆芯线与插针的连接
由于信号是通过内导体传输的,因此连接器内导体与电缆芯线的连接是电缆组件的关键,要求连接可靠。内导体的连接可采用焊接和直插式两种方式。
在电缆芯线直径较小时一般采用焊接式,这种方式接触牢固,可靠性高,电性能稳定。因此采用在插针尾部打孔焊接电缆芯线的方式来实现焊接。
2.2.2连接器与电缆的装接方式
目前连接器外导体与半刚电缆的装接方式主要为焊接式。
通过对2#半刚性电缆结构、材质分析,并考虑电性能指标、耐环境的可操作性,采用焊接结构技术,可使连接器外壳与电缆外导体充分接触,满足系统对电缆组件连接的可靠性、稳定性要求,同时也能够很好的满足系统对电压驻波比、插入损耗的要求。
3关键技术工艺控制
3.1电缆
3.1.1预热处理
半刚性电缆外导体和绝缘介质之间的紧密匹配才能达到所需的电气和机械性能,必须采用的制作过程会使内部绝缘介质在压缩和拉伸力作用下产生形变,初始不均匀的应力倾向于通过冷塑变形均匀化,这种变化会导致电缆芯部绝缘介质缩进电缆内,若己成为电缆组件的电缆出现这种情况,会在电缆与连接器的连接界面处产生一空隙,这一空隙将使电压驻波比增加,因此,在其与外壳焊接之前,应对每根电缆进行预热处理以消除电缆的应力。
3.1.2弯曲工艺
为了解决半刚性电缆组件手工成型效率低、一致性差的问题,根据设计文件给出的直线段及弯曲角度,在直线段大于l0mm时,可使用打弯机器进行弯曲电缆,对于直线段小于10mm时,绘制1:1图纸,进行打孔,制作合适的弯曲工具,工装保证一次弯曲成形操作,对弯曲后的电缆不能进行返工,应小心操作;避免出现压痕和裂纹;电缆应施加缓慢、均匀的力进行弯曲。
3.2焊接
3.2.1焊接问题
为了解决半刚性电缆组件焊接困难、效率低及可靠性差的问题,为了使先成型后焊接这种先进的工艺技术得以实现,我们制定详细的焊接工艺细则,规定了内、外导体焊接工序,搪锡-焊接,内导体使用普通烙铁及专用焊接插片进行焊接,为保证焊锡的流动性,尽可能减小因热循环导致的外导体焊接处产生内部应力,制作专用焊接支架、焊接工装,放置在电阻仪上进行焊接,规定了焊锡量、温度及时间,良好的控制了焊接的一致性,使半刚性电缆组件焊接的质量、可靠性得到了充分的保证。
3.2.2X光检测
引入新型无损焊X射线焊点检查方法对焊接点进行全方位检查。X射线焊点检测着重于焊点的物理结构测试,尤其是对于隐藏式焊点的测试更具有独到之处,可从这些图像判断出焊点的焊接质量,并作出工艺反馈,从而可实现对工艺进程的控制。
4样品的试制及试验
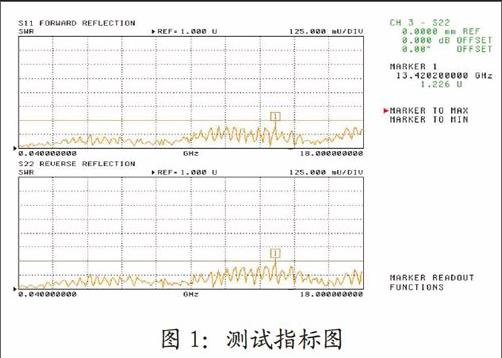
按设计文件、工艺文件进行了组件装配,组件加工过程较为顺利,产品出来后按标准进行了摸底试验,整个曲线变化平缓,没有尖点,测试驻波比小于1.3,完全满足标准要求,达到用户要求(见图1)。
4结束语
在此项目的整个研制、生产过程中,不断得到用户和专家组领导的支持,从设计、生产、装配到检测试验,大家齐心合力,团结一致,使得项目顺利完成。
参考文献
[1]郭嫵.射频电缆组件设计及装配的几点建议[C].第二届高品质射频电缆及组件技术研讨会暨中电元协光电线缆分会第九次专家组会议,2010:95-99.
[2]苏太东,张宿,王国宁.SMA型超轻射频同轴连接器的设计[J].电子元器件应用,2012(07).
[3]丁娜,浅谈射频同轴电缆组件的构成与设计[J].机电工程技术,2011(03):103-112.endprint
猜你喜欢
科技与创新(2017年1期)2017-02-16
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年29期)2016-12-27
