缠绕式垫片的制造质量问题和失效案例分析
2018-01-26 05:36:02孔建,何松,詹玲
流体机械 2017年10期
孔 建,何 松,詹 玲
(合肥通用机械研究院,安徽合肥 230031)
1 前言
随着我国海洋资源开发能力的提升,现代煤化工烯烃转化技术的广泛应用以及石油化工炼制产品等技术的发展[1],海水、油气、矿产和生物资源等管道运输工程逐年增多。无论是金属管道,还是复合管道在工程中都要大量使用缠绕式垫片。缠绕式垫片是压力管道连接中重要的密封组件之一,目前国内生产缠绕式垫片的厂家多达500家左右[2]。为防止安全隐患的发生、重大事故的出现,确保压力管道的使用安全,国家制订了相应的缠绕式垫片技术标准[3],要求各有关生产企业必须按照国家技术监督局的要求进行检测,并取得颁发的制造许可证。笔者多年来一直从事密封件产品制造许可证检测工作,在检测工作中发现缠绕式垫片生产和应用中存在一些质量问题和失效案例,现将有关问题和失效案例提出并加以分析,以引起生产企业和用户的重视。
2 缠绕式垫片的结构型式与使用范围
2.1 型式与分类
缠绕式垫片一般由成型钢带和非金属材料带在设备上按照一定的工艺条件和尺寸等要求缠绕而成,因此具有多道金属边与密封面接触,有“迷宫”密封结构的特点。缠绕式垫片按产品品种类型可分为基本型金属缠绕垫片和带加强环型金属缠绕垫片两类。按产品结构型式又可分为基本型金属缠绕垫片(A型)、带内环型金属缠绕垫片(B型)、带外环型金属缠绕垫片(C型)和带内外环型金属缠绕垫片(D型)4种[3]。同时缠绕式垫片又可根据内环、金属带、填充带和定位环材料的不同,分为不同材料的产品,如柔性石墨金属缠绕垫片、聚四氟乙烯金属缠绕垫片等。
2.2 选用原则和使用范围
由于缠绕式垫片对密封面光洁度要求不高,所以经常应用于不同的法兰密封面,其连接型式见表1。

表1 缠绕式垫片适用的法兰密封面型式
通常在选择缠绕垫片种类时,首先要明确垫片的使用工况条件,即工作场合接触介质的物理化学性质:温度、腐蚀性、管道内的压力及波动、安全要求等情况,并拟定需要达到的密封等级,然后按照法兰密封面的结构形式、制造材料的强度和刚度,确定需要施加的预紧力值。如对于质软的不锈钢法兰面来说,应提高预紧力来达到要求。在这些基本工况条件分析的基础上,根据不同类型的缠绕式垫片的密封特性,确定其结构型式,如对于一些工作压力较高的情况,则宜选用密封面相对较宽的缠绕式垫片;对于高温工作的场合,可以通过调整填充带材料的类别来满足要求[4];由于缠绕式垫片具有“弹簧”般的结构(M或V型),所以该种垫片在所有金属及软填料垫片中具有最好的弹性,更加适用于温度和压力变化较为复杂和缺乏规律性的工作场合;此外还应综合考虑垫片结构安装的难易程度,以及采用不同型式垫片的经济性等。
3 常见制造质量问题及其分析
3.1 常见质量问题
生产设备和制造工艺是决定缠绕式垫片产品质量的重要因素。目前国内缠绕式垫片的众多生产厂家制造设备多种多样,设备结构和自动化程度也各不相同。自动化程度高的制造设备可完成添环、缠绕、焊接等缠绕式垫片全自动化的制造工艺生产过程,大大提高了产品的质量水平和生产效率,但大多数缠绕式垫片生产企业还是以半自动化或手动的生产设备为主。由于设备精度较低,制造工艺落后,操作水平不高,因而制造的产品常出现不同情况的质量问题。
在多年的产品检测和应用调查中发现,缠绕式垫片经常出现的质量问题主要有以下几种:
(1)钢带冒出和皱褶。钢带冒出是指缠绕的金属带高于填充带,见图1;皱褶是指金属带由于褶皱,未能与填充带紧密的缠绕在一起,见图2。以上这2种情况都会对密封面造成损伤,使垫片本身的密封性能下降,因此在加工缠绕垫片时,保证垫片内环或内模具在缠绕时始终保持水平,可以有效预防上述问题的发生。
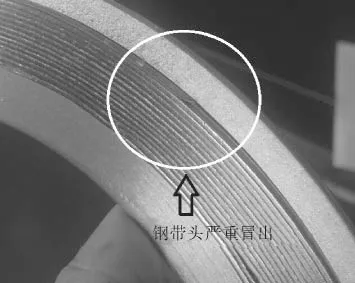
图1 钢带严重冒出

图2 钢带严重褶皱
(2)压痕。在搬运过程中,由于搬运不当有时会对密封面造成严重的压痕,见图3。明显的压痕会破坏密封面,造成使用泄漏。
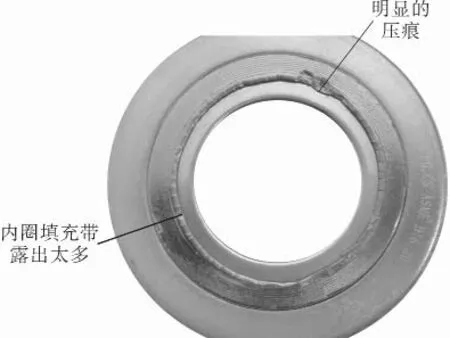
图3 压痕
(3)伤痕和划痕。在运转或安装时,由于操作不当有时会出现密封面被尖锐物品划伤所造成的贯穿性伤痕,见图4;在生产、搬运和安装过程中由于搬运不当有时会使密封面出现划痕,一般轻微划痕不会影响密封性能,但横向贯穿性伤痕由于损伤的密封面中构成的泄漏通道无法弥补,等于变相减少了密封面宽度,所以当介质压力增大时,介质会沿着伤痕处向外冲击而造成泄漏。
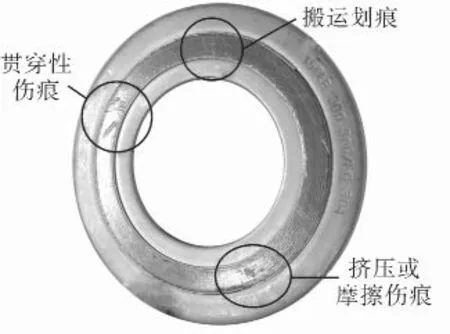
图4 贯穿性伤痕
(4)内圈钢带过多。缠绕式垫片的密封性能除了需要金属带提供强度外,还需要填充带提供补偿,若内圈钢带过多,则填充带必然减少,金属带之间无法补偿空隙,从而造成皱褶和空洞的出现,见图5。GB/T 4622.3-2007标准中对内圈钢带绕圈数有明确的要求,生产时应严格遵照执行。
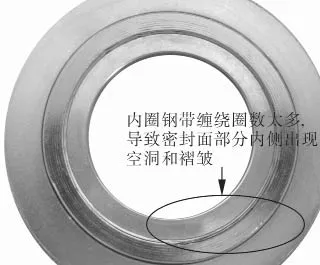
图5 内圈钢带绕圈数过多
3.2 其他问题
缠绕式垫片在生产时还会出现:(1)外环镀锌层脱落;(2)外环安装间隙过大,(3)密封面局部掉落;(4)焊点脱裂等质量问题,在产品制造过程中应注意防范。
3.3 常见问题对压缩率、回弹率的影响
缠绕式垫片常见质量问题对产品的压缩、回弹性能有着不同程度的影响,表2示出了常见问题对产品压缩率、回弹率的影响情况。
从表中可以看出,防范质量问题对压缩回弹性能的重要意义。
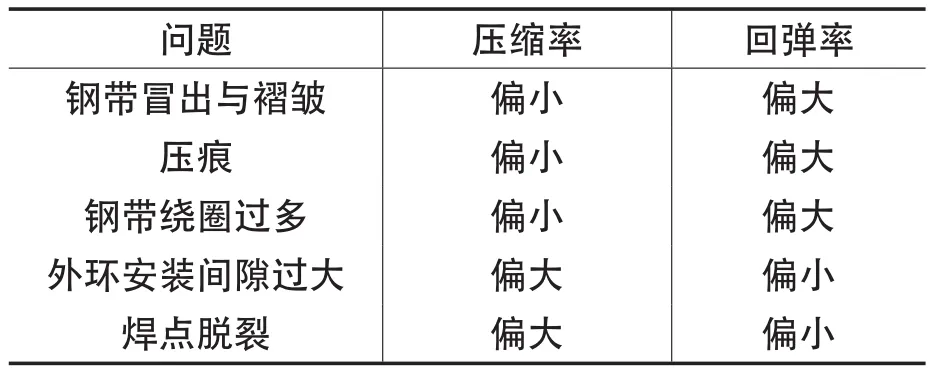
表2 常见质量问题对产品压缩率、回弹率的影响情况
4 典型失效案例分析
4.1 翘曲情况与设置内环
缠绕式垫片的径向向内翘曲是在使用过程中经常会出现的问题之一。在相同的操作条件下,大直径尺寸的缠绕式垫片对这类翘曲特别敏感。例如2016年9月某化工厂使用的柔性石墨缠绕式垫片,在严重热瞬变工况条件下,出现了内外径金属带分离的情况;又如2015年11月,某石化厂在安装聚四氟乙烯缠绕式垫片时,出现了径向向内翘曲变形现象。2种情况虽然都是由于缠绕式垫片的径向向内翘曲,最终导致垫片应用失效,但发生的原因却截然不同。第1种情况是由于不锈钢带与填料具有不同的热膨胀系数(柔性石墨为(2~3)×10-6/℃,304不锈钢为(17~18)×10-6/℃),在高温或大的温度梯度条件下将导致不同材料的热膨胀值相差较大,从而产生较大的内应力,致使缠绕式垫片的径向向内翘曲。而第2种情况是由于在装配时,聚四氟乙烯垫片不带金属内环导致的[5]。
标准对class900的NPS≥24、class1500的NPS≥12和class2500的NPS≥4的所有填料的缠绕式垫片都要求设置内环,对内环的尺寸也提出了要求,同时也提出了内环伸入法兰内孔的最大距离应不超过1.5mm,内加强环的材料应与金属缠绕带的材料一致[6]。
4.2 滑移剪切
滑移剪切损坏也是缠绕式垫片在应用时常出现的失效形式[7~12],见图 6 所示。产生的原因主要有:(1)在加工时法兰面平行度未达到标准要求。(2)法兰接头在焊接时未达到要求,导致对应的两法兰平面的平行度较差;(3)法兰接头在安装时受力不均且长期处于该状态下使用;当变形的接头处产生泄漏时,会对垫片产生横向的剪切力,使缠绕垫片发生屈服变形,并最终导致垫片密封面损坏,从而产生泄漏。通过观察缠绕垫片周边的损坏和差异状况,可以判断垫片的失效原因,尤其是软质垫片。垫片的失效原因一般有:垫片厚度不当、选用不合适、过分压缩、预紧力不够、贮存不当、垫片老化和垫片重复使用等。
因此在垫片安装前,需要确保法兰接头的加工和法兰焊接符合图纸设计要求,安装时,应保证接口处的法兰受力平衡,接口处无异物,同时定期检查,可以有效地预防此问题的发生。

图6 缠绕式垫片的滑移剪切失效
5 希望与建议
(1)尽快采用缠绕式垫片高性能智能化的全自动生产设备制造,为产品质量的优质夯实生产基础。
(2)加强新材料的研发,提升原材料的质量水平。
(3)创新产品结构设计,做到结构合理、外观精美和质量可靠,达到或超过世界先进水平。
(4)复合管道是以2种材料或更多种材料制成的新型管道,具有韧性好,抗冲击,耐腐蚀和使用寿命长等优点,希望有关部门加快在海洋资源运输工程中推广应用。
[1] 陈庆,甘树坤,刘兴德,等.W形柔性石墨金属缠绕垫片结构及工艺参数优化试验研究[J].润滑与密封,2014,39(9):104-107.
[2] 李江,聂颖新.金属缠绕垫片产品的质量检测与分析[J].流体机械,2010,38(8):41-44.
[3] 全国管路附件标准化技术委员会.中国标准出版社第三编辑室编[S].零部件及相关标准汇编密封垫片卷,中国标准出版社.
[4] 顾伯勤,时梨霞,陆晓峰,等.不锈钢柔性石墨缠绕垫片的高温性能研究[J].石油机械,2000,28(2):13-16.
[5] 卢志珍,许京荆,王正涛,等.PTFE缠绕垫片旋转法兰的强度及密封性能研究[J].机械设计与制造,2014(12):169-175.
[6] 蔡仁良.流体密封技术—原理与工程应用[M].北京:化学工业出版社,2013.
[7] 陈庆,刘书麟,程学晶.压力管道用柔性石墨不锈钢波齿复合垫片压缩-回弹性能优化试验研究[J].压力容器,2016,43(11):20-23.
[8] 潘华辰,祝佳乐.填料密封阻塞下气体螺旋密封的数值模拟研究[J].机电工程,2014,31(3):306-310.
[9] 罗从仁,喻健良,董强.高温法兰接头升温速度对垫片应力影响研究[J].化工设备与管道,2016,54(4):1-2.
[10] 周先军,文卫朋,尚庆军.双金属自密封波齿垫片结构参数及密封性能研究 [J].压力容器,2015,32(4):16-21.
[11] 杨书益.核电用石墨密封垫片的试验方法研究[J].流体机械,2015,43(1):47-50.
[12] 张雨果,谢苏江,胡宏玖.膨体聚四氟乙烯垫片的厚度对力学行为和密封性能的影响 [J].流体机械,2015,43(10):11-15.
[12] 关庆贺,张光.缠绕垫片匹配凹凸面法兰接头密封泄漏的讨论[J].中国特种设备安全事故分析,2013,30(5):46-48.
猜你喜欢
汽车实用技术(2022年15期)2022-08-19 02:29:58
山东冶金(2022年1期)2022-04-19 13:40:30
电站辅机(2021年2期)2021-08-19 00:33:16
装备制造技术(2021年4期)2021-08-05 07:39:36
锻压装备与制造技术(2021年2期)2021-07-19 08:51:16
商业文化(2016年36期)2016-03-01 09:28:10
焊接(2016年9期)2016-02-27 13:05:19
金属加工(热加工)(2015年11期)2015-11-16 06:04:26
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
橡胶工业(2015年8期)2015-07-29 09:22:46