胶凝砂砾石搅拌筒的结构改进设计研究
2018-01-19 11:22姜世杰闻邦椿
机械设计与制造 2018年1期
姜世杰,杨 松,闻邦椿
(东北大学 机械工程与自动化学院,辽宁 沈阳 110819)
1 引言
胶凝砂砾石拌和设备工作时,砂、石上料至料仓后经过动态称量,由皮带输送机传送至搅拌筒内,同时利用螺旋输送机送入水泥和粉煤灰,之后加入水和外加剂,通过搅拌筒的自身转动,达到均匀拌和效果,最终得到所需要的胶凝砂砾石材料[1-2]。这种材料里虽有水和水泥,但实为潮湿散料,骨料最大直径可达200mm[3],在搅拌过程中对搅拌筒的冲击作用非常大,易引起搅拌筒滚道的损坏[4-5];另外,滚道截面的径向高度尺寸小,挠度小,加上搅拌筒的刚度低,在搅拌筒与滚道连接处需承受连续的交变应力并易产生弹性变形,造成焊缝的破坏和开裂[6-7],引起设备故障。由于搅拌筒的尺寸大、质量重,一旦发生故障,造成的经济损失将非常巨大。所以,亟需设计新型的搅拌筒结构来解决此类问题[8-9]。
2 胶凝砂砾石拌和设备简介
某型连续智能胶凝砂砾石拌和设备[3,5],如图1所示。其主要工作流程为:骨料经由装载机装入骨料仓1(用钢结构架支撑于地基上)中,然后落到骨料计量输送带2(动态称量)上,之后经骨料输送带3进入搅拌机4内,水泥仓9和粉煤灰仓13的出口均与各自的螺旋输送机10和14对接,螺旋输送机10和14的另一端分别与称重螺旋机11和15对接,称重螺旋机再通过软管与进料管相连,粉料通过进料管进入搅拌机4内,同时通过供水系统16加水进行搅拌,形成所需的胶凝砂砾石材料,再经过导料槽5、成品皮带机6和成品储料仓8后,由自卸车完成装载并运送到工地。
搅拌机采用无基础设计[3],如图2所示。具有便于移动,施工快速,构件之间定位精度高等优点。筒体内部分为进料区、扬料区及出料区3个区域,物料在筒内的进料叶片、扬料叶片以及出料叶片的联合作用下进行推进、分割和提升,使物料在前进过程中的相互位置不断变化,实现交叉立体式混合,从而达到均匀搅拌的目的[10-11]。
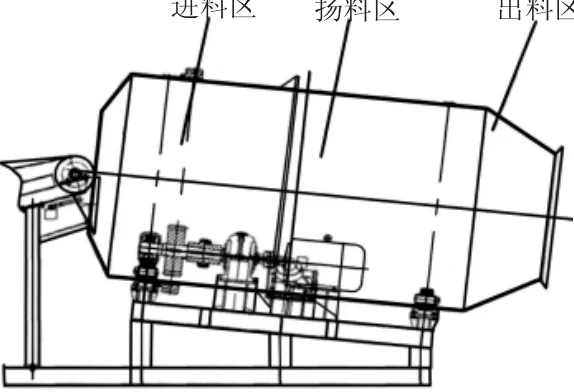
图2 搅拌机示意图Fig.2 Cemented Sand and Gravel Mixer
3 搅拌筒结构设计方案
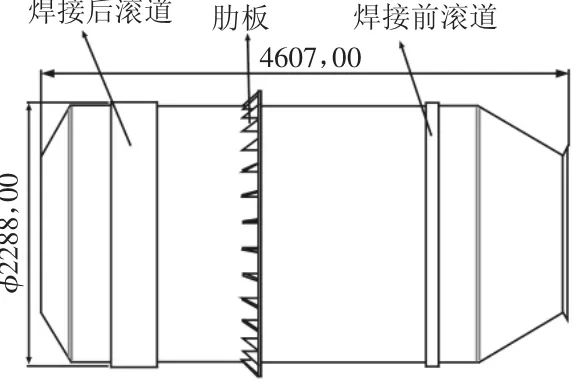
图3 滚道焊接式搅拌筒。Fig.3 Mixing Drum with Welded External Roller Path
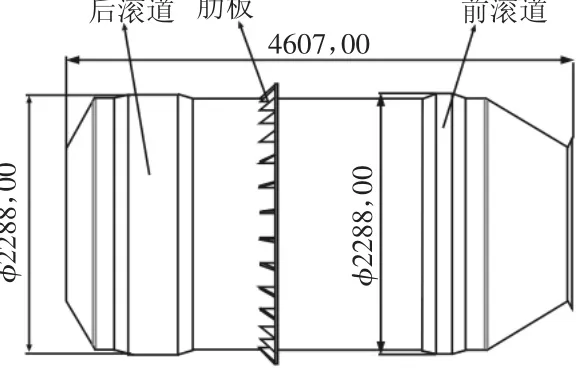
图4 一体式搅拌筒。Fig.4 One-piece Mixing Drum
目前在生产实际中,通常是将滚道分段焊接于滚筒之上[3,12],如图3所示。但是焊接处的强度较低,易出现破坏和开裂现象,针对此问题,提出了两种新型设计方案。方案一是保持原滚道尺寸基本不变,避免焊接工序,将滚道与搅拌筒身铸造为一体,从而增加滚道处的强度,如图4所示。方案二是将搅拌筒设计为三段式,各段之间采用螺栓连接,各段配合处形成一个滚道,由于安装螺栓需要一定空间,滚道径向尺寸会略大一些,如图5所示。
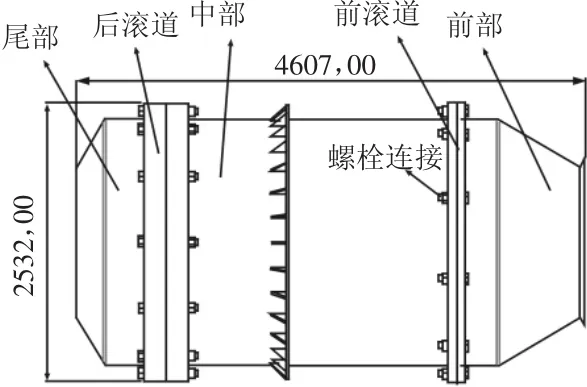
图5 装配式搅拌筒Fig.5 Assembled Mixing Drum
4 搅拌筒结构的数值仿真
4.1 数值计算模型
应用有限元法对搅拌筒进行强度计算[13-14],其中搅拌筒材料为16Mn钢,许用应力为250MPa,弹性模量E=210 GPa,泊松比μ=0.3,密度ρ=7800kg/m3[2]。对三种类型结构采用自动方法(六面体单元)进行网格划分,单元尺寸大小为30mm。固定约束位于搅拌筒中部的挡板上;此外,胶凝砂砾石密度ρ=2450kg/m3,搅拌筒转速16r/m,搅拌筒倾角为5°,搅拌筒筒体按实际情况施加压力,包括筒体自重和盛装物料的重量以及由搅拌筒旋转而产生的离心力的作用,最终,每个托轮处的支撑力为F=33200N。托轮和搅拌筒理论上为线接触,但实际上由于塑形变形必然为面接触,数值模型中将按照面接触进行仿真计算;搅拌筒在工作中是匀速旋转的,因此受力也是周向均匀的,为了便于计算并保证准确性,针对搅拌筒进行静力计算分析[15-16]。
4.2 计算结果
焊接式搅拌筒的最大应力为48.5MPa,最大应变为2.44×10-4mm,应力应变集中分布在托轮与搅拌筒接触的区域,如图6所示。
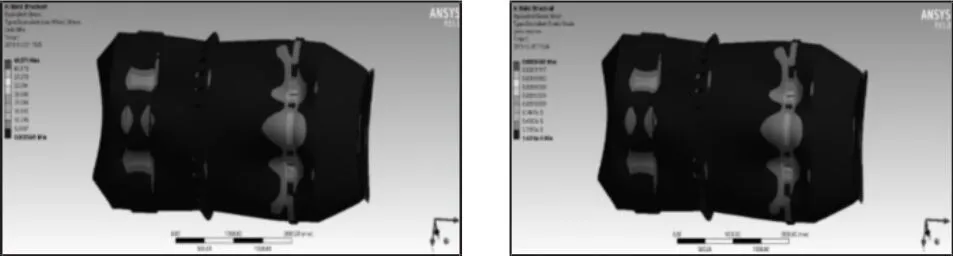
图6 焊接式搅拌筒应力应变结果Fig.6 Stress and Strain Results of the Mixing Drum with Welded External Roller Path
一体式搅拌筒的最大应力为31.9MPa,最大应变为1.76×10-4mm,应力应变较为均匀地分布在托轮与搅拌筒接触区域,如图7所示。
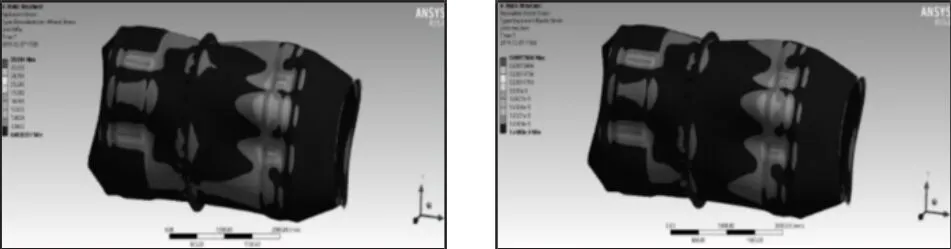
图7 一体式搅拌筒应力结果Fig.7 Stress and Strain Results of The One-Piece Mixing Drum
装配式搅拌筒最大应力为7.52MPa,最大应变为3.76×10-5mm,应力应变均匀地分布在托轮与搅拌筒接触区域,如图8所示。
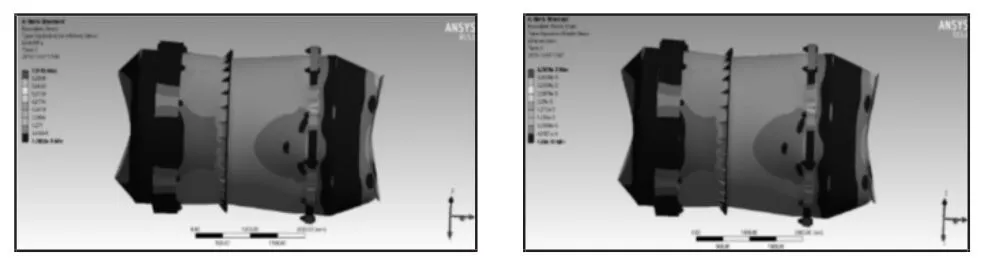
图8 装配式搅拌筒应力结果Fig.8 Stress and Strain Results of The Assembled Mixing Drum
三种结构的强度结果及其优缺点比较,如表1所示。通过对比,最优方案为方案二—装配式搅拌筒。
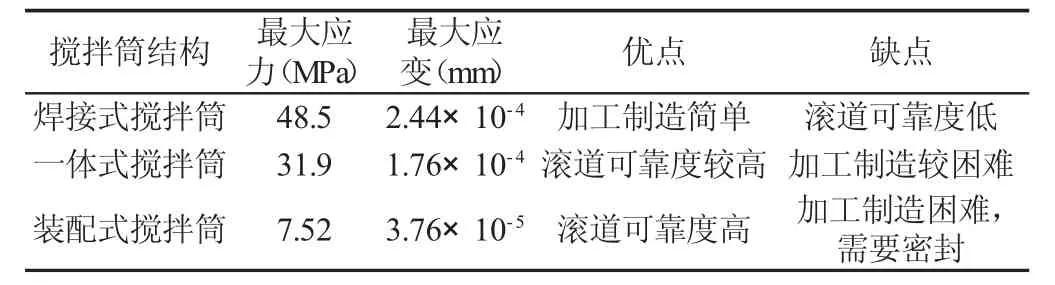
表1 应力应变分析表Tab.1 Analysis Table of Stress and Strain
4.3 结果分析
通过分析可知,焊接式搅拌筒滚道强度最低、应力应变值最大,滚道的可靠性最低,即使用寿命最短。这是因为即使在理想条件下,滚道无间隙地焊接在筒体上,但滚道截面的径向尺寸小、挠度小,且筒体的刚度低易产生弹性变形,使焊接部位连续承受交变应力,易引起滚道的破坏;另外,由于加工误差,滚道内径与筒体外径尺寸很难一致,使得焊接部位原本就存在缺陷,在搅拌筒长期工作中,会加速滚道的破坏;此外,由于滚道(Mn16)与筒体(Q235)属于不同的材料,两者强度不同,造成正常工作中筒体的形变量与滚道的形变量不同,同样会加剧滚道的破坏。因此,焊接式搅拌筒的滚道强度有限[7-8],可靠性差。
方案一:一体式搅拌筒的滚道强度较高、应力应变值较小、滚道的可靠性较高,即使用寿命较长。其原因是搅拌筒和滚道加工为一个整体,强度一致,整体机械性能较好,当搅拌筒运转时,滚道上承受的载荷能均匀地传递到筒身上,过渡良好,减小了应力集中的影响。因此,一体式搅拌筒的滚道处强度较好,可靠性较好。
方案二:装配式搅拌筒的滚道强度最高、应力应变值最小、滚道的可靠性最高,即使用寿命最长。这是因为滚道的径向尺寸、挠度和刚度大,运转过程中产生的弹性变形小,所承受的交变应力也就小,利于其使用寿命的增长;另外,滚道与筒身一体,结构牢靠,且滚道强度强于滚筒,不易产生破坏;此外,螺栓连接抗冲击振动能力强,可靠性高,而且具有结构简单、拆装方便等优点。因此,装配式搅拌筒的滚道处强度最高,可靠性最好。
综上所述,装配式搅拌筒的滚道强度最优,可靠性最高;一体式搅拌筒的结构次之;现有的焊接式搅拌筒的滚道强度最差,可靠性最低。
5 结论
提出了两种新型胶凝砂砾石搅拌筒的设计方案,通过与现有的搅拌筒结构进行数值计算对比分析,确定新型搅拌筒设计方案的可靠性。结果表明,(1)方案二:装配式搅拌筒在滚道处的应力应变最小,可靠性最高;(2)方案一:一体式搅拌筒的设计为次优;(3)而现有的焊接式搅拌筒在滚道处的应力应变最大,可靠性最低。(4)通过对搅拌筒结构进行优化,改善搅拌筒滚道处的可靠性,有助于延长搅拌筒的使用寿命,满足现场对搅拌设备的要求。另外,研究结果也为胶凝砂砾石搅拌筒的结构优化设计提供了一定的理论基础和技术支持。更进一步的研究,需要与现有搅拌筒的实验研究相结合,验证计算模型的可靠性,并深入分析优化设计方案的可行性。
[1]Bondareva,G.I.,Extending the life of concrete-mixer components,Russian Engineering Research,v 32,n 3,229-36,March 2012.
[2]王日东,智刚,张晓刚.一种连续式滚筒搅拌机.实用新型专利[P].ZL 2013 2 0538787.8.(Wang Ri-dong,Zhi Gang,Zhang Xiao-gang.A type of continuous rotary mixer,patent for utility model[P],ZL 2013 2 0538787.8.)
[3]郭爽,王日东,智刚.JLB200型连续智能胶凝砂砾石拌和设备[J].工程机械,2015(8):1-7.(Guo Shuang,Wang Ri-dong,Zhi Gang.JLB200 type continuous intelligent cemented sand and gravel mixing equipment[J].Journal of Mechanical Engineering,2015(8):1-7.)
[4]张桂珍.山西省守口堡水库胶凝砂砾石坝科研生产性试验方案设计[J].山西水利科技,2014(3):62-65.(Zhang Gui-zhen,Scientific productive experiment design of cemented sand and gravel dam in reservoir shoukoupu,shanxi province[J].Shanxi Hydrotechnics,2014(3):62-65.)
[5]胡素云,宋友发.混凝土搅拌运输车滚道和托轮常见问题及改善措施[J].筑路机械与施工机械化,2011(11):94-96.(Hu Su-yun,Song You-fa.Common problems and improvement measures of roller and roller path for concrete mixer truck[J].Road Machinery&Construction Mechanization,2011(11):94-96.)
[6]Zhao Jin-xiang,Liu Xin-hui,Xin Zhen-yang.Research on the energysavingtechnologyofconcretemixertruck[C].4thIEEEConference on Industrial Electronics and Applications,ICIEA 2009,Xi’an,China.
[7]Mapelli,Ferdinando Luigi;Tarsitano,Davide;Annese,Davide;Pirri,Nicola;Zorzi,Emanuele,Study of a concrete mixer hybrid truck,ASME International Mechanical Engineering Congress and Exposition,Proceedings(IMECE),2013(6).
[8]符建章.混凝土搅拌运输车滚道使用中常见问题的分析[J].专用汽车,2010(11).(Fu Jian-zhang,Common problems analysis of roller path for concrete mixer truck[J].Journal of Special Vehicles,2010(11).)
[9]韩欣雨,周丹云,吴亮熹.混凝土搅拌运输车滚道焊缝开裂问题分析及解决方案[J].企业科技与发展,2015(12).(Han Xin-yu,Zhou Dan-yun,Wu Liang-xi.Analysis and solution of weldingspotcrackinrollerpathofconcretemixertruck[J].Journal of the Technology and Development of Enterprises,2015(12).)
[10]Xing Pu,Yin Xiu-jie,Zhao Jing-yun,Rapid Tooling of Mixer Mixingblade of Concrete Mixer[J].Advanced Materials Research,2010(33):236-340.
[11]Ahmadian,H.,Hassanpour,A.,Ghadiri,M.,Analysis of granule breakage in a rotary mixing drum:Experimental study and distinct element analysis,Powder Technology,2011,6(25).
[12]Ji Zhou,Yongyang Jiang,Study and Simulation of the Fluidization Quality of the Concrete Mixer Truck,Advanced Materials Research,2012(468-471):1367-1370.
[13]张忠原.基于SolidWorks和ANSYS的改向滚筒有限元分析[J].矿山机械,2014,42(3):47-50.(Zhang Zhong-yuan,FEA of bend pulley based on SolidWorks and ANSYS[J].Mining Machinery,2014,42(3):47-50.)
[14]王勖成.有限单元法[M].北京:清华大学出版社,2003.(Wang Xu-cheng.Finite Element Method[M].Beijing:Tsinghua University Press,2003.)
[15]Badawi,Hossam S.,Mourad,Sherif A.,Metwalli,Sayed M.Finite element analysis for a CAD of a concrete mixer drum,Computers in Engineering [J].Proceedings of the International Conference and Exhibit,1994:741-747.
[16]Wang An-lin,Yu Xiao-hua,Wang Jian-wan.Simplified numerical simulation in concrete multi-phase mixing drum based on quasi-fluidsolid two-fluid model[J].Journal of Tongji University:Natural Science,2009,2(37).
猜你喜欢
水泥技术(2022年2期)2022-03-28
水泥技术(2022年1期)2022-02-12
民间故事选刊(2021年9期)2021-11-12
海洋石油(2021年3期)2021-11-05
读者(2020年15期)2020-07-31
设备管理与维修(2019年12期)2019-10-26
中华建设(2019年4期)2019-07-10
伴侣(2018年2期)2018-02-28
凿岩机械气动工具(2017年3期)2017-11-22
中国塑料(2015年1期)2015-10-14