不同工作液的电火花小孔间隙流场仿真及实验验证
2018-01-19 11:22赵鹏飞
机械设计与制造 2018年1期
赵鹏飞
(太原理工大学 机械学院,山西 太原 030024)
1 引言
电火花加工技术是利用工具电极和工件间产生的瞬间脉冲放电,依靠脉冲放电产生的高温对工件材料进行电蚀除加工,将工具电极形状复制到工件上。电火花小孔加工是电火花加工的重要主城部分,其机床数约占电火花机床总数的32%,目前在冲模、挤压模、粉末冶金模、各种异性孔及微孔等领域有广泛应用[1]。
现有电火花小孔加工存在工件材料去除率低,相对电极损耗大等问题,多数研究人员尝试从电火花小孔机床系统、工具电极、工作液等方面着手研究。国内外基于现有工作液进行改进进行研究,具有代表性的有:文献[2]尝试了在水中添加油和表面活性剂,电火花加工会在工件表面上产生大量微坑和重铸层,而改进后的加工使电火花加工和抛光同时进行,实验表明该方法可使被加工工件表面质量大幅度提高,在加工氧化铝时表面粗糙度可达到(0.08~0.06)μm;文献[3]研究发现在电火花加工工作液中添加铝粉、石墨粉等因为改变了工作液电导率,降低了单个脉冲放电的能量,从而改善了加工工件的表面质量;文献[4]研究表明电火花加工镍合金时,在工作液煤油中添加铝粉,比未添加粉末能获得更好的加工速度,且加工零件的表面质量也得以改善。使用分散剂HEDP作为电火花小孔加工工作液,从减小加工碎屑角度进行分析,使用FULENT对不同工作液的间隙流场进行仿真,并通过实验仿真结果进行了验证。
2 HEDP对加工碎屑作用分析
HEDP(羟基亚乙基二膦酸)是一种有机磷酸类分散剂,其能与铁、铜、等多种金属离子形成稳定的络合物,能溶解金属表面的氧化物,具有较好的阻垢效果,是工业上使用较广泛的一种有分散剂,结构式,如图1所示。参数,如表1所示。使用分散剂HEDP作为电火花小孔加工工作液,其对加工碎屑的作用可分为以下几点:
(1)在加工液中的微粒形成晶体的早期阶段,HEDP会吸附在晶体表面,填充到原有晶格的空隙中或者替代晶格中原有成分的原子位置,使得晶体发生点缺陷,晶体无法正常生长,晶粒变得更细小,阻止团聚;
(2)HEDP可在水溶液中电离出阴离子,其可与工作液中的金属离子形成溶于水的络合物,提高碎屑在工作液中的溶解度,使得加工间隙间工作液中的微粒减少;
(3)分散剂HEDP在水溶中可电离出阴离子,这些离子吸附在微粒表面上,使得这些微粒携带同性电荷,在同性排斥作用下这些微粒不能相互靠近,这使得工作液中的碎屑半径大幅度减小。
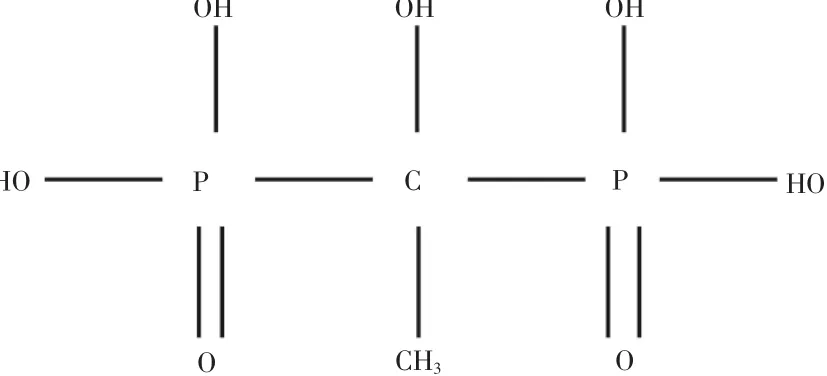
图1 HEDP结构图Fig.1 HEDP Structure Diagram
表1 HEDP参数Tab.1 HEDP Parameters
3 基于FULENT的间隙流场仿真
电火花小孔加工时间隙流场非常复杂,为方便建模,对其作出如下假设:加工时会产生瞬时高温,然而高温时间较短且工作液不断流动,故假设工作液粘度不变;加工过程中汽液相对加工影响较小,故仿真忽略气液相影响,采用固液相模型;为了方便计算,将三维对称的加工间隙流场几何体简化为二维几何图来分析。
不同电参数和电极情况下,使用直径为1.5mm的黄铜管状电极,根据经验假设加工时电极与工件侧面间隙为0.04mm,加工面间隙为0.02mm。工作液的雷诺数大于临界雷诺数4000,故其为紊流,在仿真中选用标准K-ε模型。
假设这些颗粒为球形,根据经验可知其直径多为4μm。在电火花小孔加工时加工碎屑和碳粒受到工作液冲力、爆炸力、重力等多种力的作用,运动状态较为复杂,设定其加入速度为5m/s。
经过迭代求解可得,当电火花小孔加工以水为工作液时,间隙流体的静态压强云,如图2所示。流速云图,如图3所示。由间隙流体的静态压强图和速度云图可见,在电火花小孔加工时,工件与电极放电端面处的工作液压力最大,且压力由电极中心向外递减。然而并不是工作液压力大的位置工作液速度一定大,比如在电极的中心出口位置,此处工作液压力达到最大,由于电极出口工作液体直接喷到工件表面造成了工作液缓冲,能量损失,因此此处的工作液速度并不大。工作液从电极中心向外二次延伸时速度逐渐增大,在与工件侧壁碰撞后能量损失,工作液速度减小。通过颗粒轨迹图,可以观测间隙流场中固体颗粒的在不同位置的停留时长,颗粒不同位置停留时长图,如图4所示。颗粒停留时间与路径的关系,如图5所示。
图2 静态压强云图Fig.2 Static Pressure Cloud

图3 速度云图Fig.3 Velocity Image

图4 颗粒停留时长图Fig.4 Particle Length Diagram
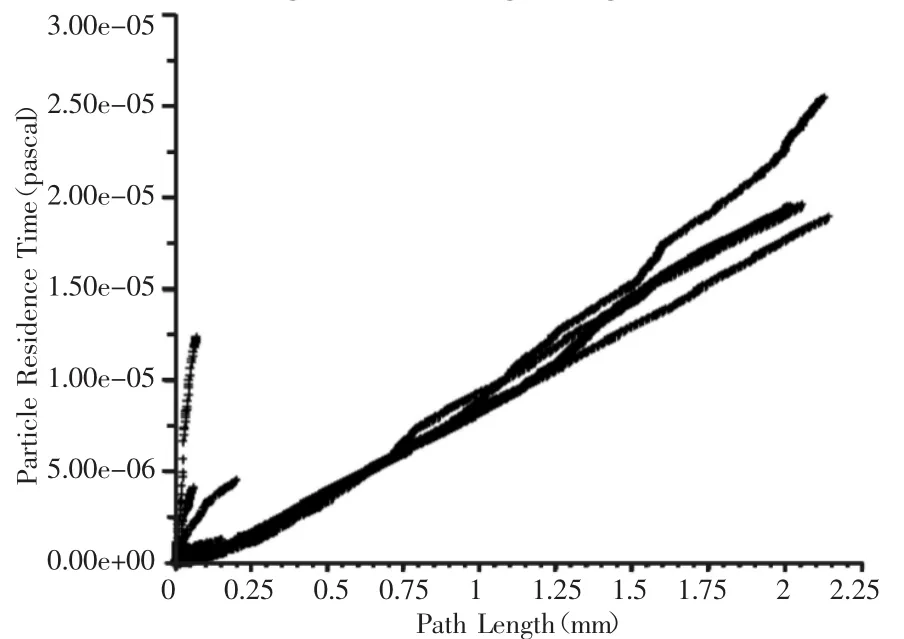
图5 工作液水时颗粒停留时长与路径的关系图Fig.5 The Relationship Between the Length of the Particles and the Path of the Working Fluid
电火花小孔加工产生的加工碎屑在工作液作用下排出,运动规律与间隙工作液的运动相似。加工碎屑在工作液的作用下通过加工间隙排出,在间隙底端,加工碎屑的动能较大停留时间较短,随着加工碎屑不断与电极和工件碰撞越靠近工作液出口其速度越小;此外加工碎屑的排出是一个向上的运动,其动能要转换为重力势能,也会损失一部分能量,使得碎屑排出速度减小。使用一定浓度的分散剂HEDP作为电火花小孔加工工作液时,加工间隙中的加工碎屑不易团聚,直径有所减小。其随着工作液排出时,能量损耗较小,碎屑颗粒在电极与工件间的停留时间减小,这都有利于加工碎屑的排出。
分析分散剂HEDP在电火花小孔加工中的作用机理,可知在分散剂PAAS作用下,工作液中的碎屑颗粒直径会变小,且不易团聚。以分散剂HEDP作为电火花小孔加工工作液,其浓度很小,因此新的工作液与水相比粘度影响忽落不计,其他情况不变,工作液中碎屑直径减小为之前的50%,此时加工间隙中颗粒停留时长与路径之间的关系,如图6所示。
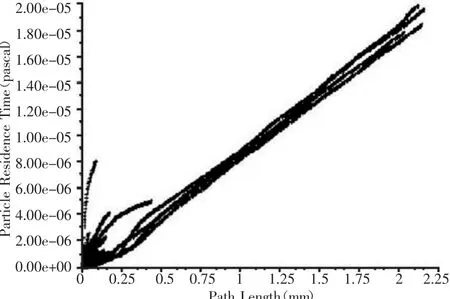
图6 使用HEDP工作液颗粒停留时间与路径的关系图Fig.6 The Relationship Between the Retention Time and the Path of the Working Fluid Particles Using HEDP
对比图5和图6可见,使用一定浓度的分散剂HEDP作为电火花小孔加工工作液与原有水工作液相比,加工间隙中颗粒在不同位置处的停留时长变短。这是因为颗粒直径的减小,使得工作液对其的冲击和粘带作用容易使得颗粒获得较大运动速度。
4 实验验证
在高速电火花小孔机床D703F上,用1.5mm的黄铜管状电极对5mm不锈钢版进行电火花小孔加工实验,冲液压力为2MPa,电极转速为120r/min,加工电流脉冲宽度选用35μs,电流强度选用9A;分别以不同浓度的HEDP溶液作为电火花小孔加工工作液。加工速度和相对电极损耗随HEDP浓度的变化,如表2所示。
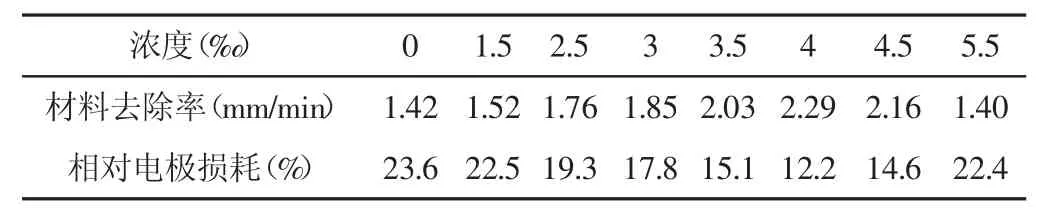
表2 材料去除率和相对电极损耗随HEDP浓度变化的实验数据Tab.2 The Experimental Data of Changes in the Material Removal Rate and Relative Electrode Wear with the Working Fluid Concentration
有实验数据可见,当使用水作为电火花小孔加工工作液时,加工速度为1.42 mm/min,随着工作液HEDP浓度的增加材料蚀除速度逐渐增大;当工作液HEDP浓度为4‰时,加工速速最大为2.29 mm/min,相对于原有水工作液提高了61.27%。电极相对损的数据与加工速度速度曲线呈对应关系,工作液HEDP浓度为(0-4)‰区间时,工况逐渐变好,所以相对电极损耗逐渐下降;当工作液HEDP浓度为4‰时,电极损耗最小为12.20%,与原有水工作液相比减小了48.26%。这是因为在HEDP浓度为(0~4)‰间,HEDP对加工碎屑发挥良好的分散作用,有利于加工碎屑的排出,加工较为稳定。而HEDP浓度大于4‰后,其不能发挥良好的分散作用,反而会对工作碎屑进行絮凝,阻碍了正常的加工。
5 结论
(1)通过对仿真结果的分析,从而研究了间隙流场运动和间隙工作液中加工碎屑颗粒运动。在使用一定浓度的分散剂HEDP作为电火花小孔加工工作液,加工碎屑在间隙停留时长变短,分布更加均匀。
(2)通过加工实验验证了使用分散剂HEDP有利于电火花小孔加工,可使加工速度有效提高,电极相对损耗有效降低。
[1]刘晋春,赵齐家,赵万生.特种加工[M].北京:机械工业出版社,2004.(Liu Jin-chun,Zhao Qin-jia,Zhao Wan-sheng.Special Processing[M].Beijing:Machinery Industry Press,2004.)
[2]Tsai Y Y,Tseng C H,Chang C K.Development of a combined machining methodusing electrorheological fluids for EDM[J].Journal of Materials Processing Technology,2008(1-3):565-569.
[3]R.Dewes,D.Aspinwall,J.Burrows,M.Paul,F.EI-Menshawy.High spee machining-multi-function/hybrid systems[C].In:Proceedings of the Fourth International Conference on Industrial Tooling,Southampton,UK,2001:91-100.
[4]Klocke F.Manufacturing processes 4[M].2013:293-405.
[5]曹明让,杨胜强,李文辉.分散剂在电火花小孔加工中的作用机理及试验研究[J].中国机械工程,2010,21(9):1022-1024+1039.(Cao Ming-rang,Yang Sheng-qiang,Li Wei-dong.Mechanism and experimental study of water disperser on small hole EDM[J].China Mechanic Engineering,2010,21(9):1022-1024+1039.)
[6]杨建新.放电加工理论及应用[M].北京:冶金工业出版社,1992:16-17.(Yang Jian-xin.Discharge Machining Theory and Application[M].Beijing:Metallurgical industry press,1992:16-17.)
[7]崔景芝,王振龙.电火花加工过程中电极材料蚀除机理研究[J].电加工与模具,2006,(6):5-9.(Cui Jing-zhi,Wang Zhen-long.Study on the mechanism of electrode material erosion in electrical discharge machining[J].Electromachining &Mould,2006(6):5-9.)
[8]张清岑,刘小鹤,黄苏萍.超分散剂分子结构设计的研究[J].矿产综合利用,2002(4):15-19.(Zhang Qing-cen,Liu Xiao-he,Huang Su-ping.Study on the molecular structure design of super dispersant[J].Multipurpose Utilization of Mineral Resources,2002(4):15-19.)
[9]祁鲁梁,李永存,张莉.水处理药剂及材料使用手册[M].北京:中国石油出版社,2006:2-26.(Qi Lu-liang,Li Yong-cun,Zhang Li.Manual of Water Treatment Chemicals and Materials[M].Beijing:China Petroleum Press,2006:2-26.)
[10]金谷.表面活性剂化学[M].合肥:中国科学技术大学出版社,2013.(Jin Gu.Surface Active Agent Chemistry[M].Hefei:University of Science&Technology China Press,2013.)
猜你喜欢
阅读(快乐英语高年级)(2022年3期)2022-03-30
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2018年9期)2018-09-19
伴侣(2018年2期)2018-02-28
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
中国氯碱(2015年5期)2015-06-15
岩土力学(2014年1期)2014-01-20
城市建设理论研究(2012年22期)2012-09-06