基于CAXA数控车的椭圆零件加工工艺及编程
2018-01-19 08:09张群威陶小培
山东工业技术 2018年3期
张群威, 陶小培
(漯河职业技术学院,河南 漯河 462000)
0 引言
轴类零件主要使用车床进行加工,对于比较简单的零件,一般采用传统的手工编程的方式。但是实际工程中很多零件中含有非圆曲线,如果仍然使用一般的编程的方法,需要进行复杂的计算,错误率很高。宏程序编程的方法虽然对二次曲线有效,但是对自由曲线无效,并且宏程序涉及的变量比较多,对初学者来说难度比较大。如果使用CAXA数控车的编程的方法来实现,可以很好的解决这些问题,兼顾编程效率和加工质量。
CAXA数控车由北航海尔软件有限公司开发软件之一,软件功能强大、使用方便,可按要求对各种轴类零件进行编程,生成并优化加工轨迹。它自带常用系统的后置处理器,生成的G代码可以适用于大部分机床。下面将通过一个椭圆手柄零件的编程来详细介绍CAXA数控车的使用过程。
1 零件的工艺分析
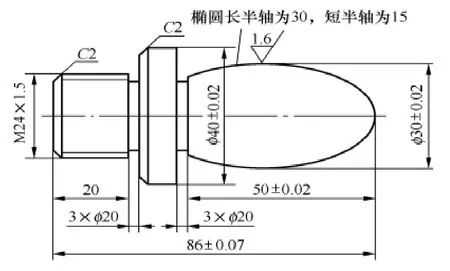
图1 椭圆手柄零件
如图1所示,椭圆手柄零件是典型的非圆二次曲线零件。零件特征含有椭圆及螺纹等。加工的重难点在手柄处。并且需要掉头加工螺纹。
1.1 确定毛坯
通过零件图的分析,选定毛坯为Ø45mm×100mm的圆柱棒料,材料为45钢。
1.2 确定装夹方式
结合零件的结构特点,确定装夹方式为三爪卡盘,刀具选择如表1所示:
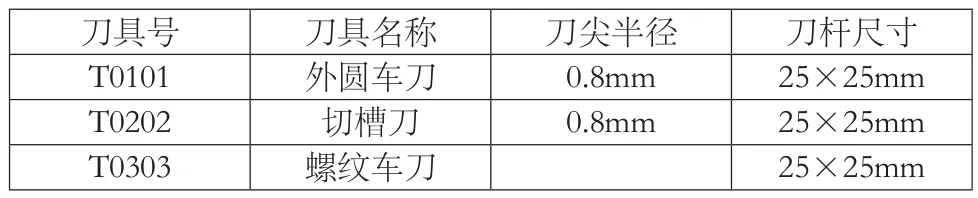
表1 刀具参数表
根据零件特征和毛坯,结合装夹方式,设计椭圆手柄的数控加工工序如表2所示:
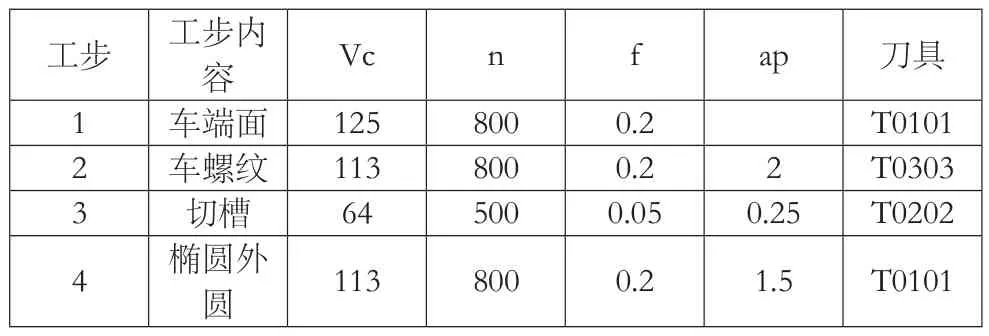
表2 数控加工工序
2 CAXA数控车创建模型
2.1 创建椭圆手柄外形特征
(1)打开CAXA数控车软件后,返回初始界面,单击【新建】对话框按钮,输入文件名称TUOYUAN,新建一个CAXA数控车的作图窗口。
(2)单击【矩形】按钮,以(0,0)为原点绘制长20宽24的长方形,然后单击【直线】图标,在左下角选择以长方形右上角顶点为起点,画一条与x轴垂直的直线。
(3)单击【平行线】图标,画一条与矩形右边宽3的线段,在非绘图区单击右键,调出曲线编辑工具条,在曲线编辑工具条中单击【裁剪】图标裁剪掉直线以下的图形。
(4)单击【矩形】按钮绘制长10宽40的矩形,单击【倒角】图标,在矩形左边倒出C2的倒角。
(5)单击【椭圆】图标。在左边弹出的对话框中设置参数为:长半轴30mm,短半轴15mm,终止角360,选择椭圆放置点,将多余的椭圆曲线修剪。单击【矩形】绘制长3宽20的矩形,并裁剪多余的线条。并根据尺寸设置好加工所需毛坯,如图2所示。
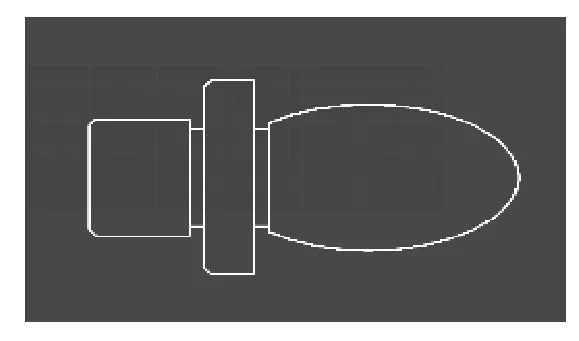
图2 绘制椭圆手柄
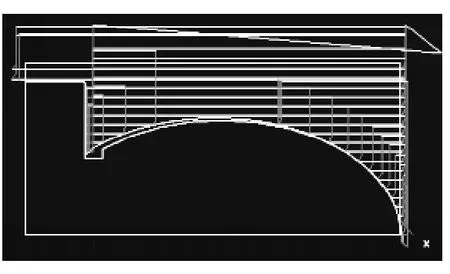
图3 外轮廓粗加工轨迹
3 CAXA数控车程序编制
3.1 外轮廓粗车
椭圆手柄零件的二维模型创建完成后,就可以进入加工模块,选择外轮廓粗车,单击【刀具管理】和【切削用量】按钮,并根据前面表格所列刀具参数将刀具参数和切削参数设置好,设置完成如图4所示。
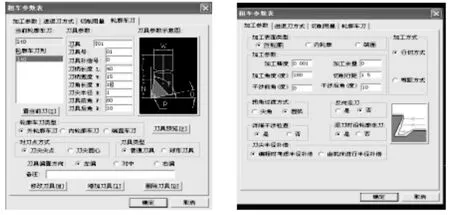
图4 刀具和加工参数设置
在【外轮廓粗车】对话框中选择【加工参数】和【进退刀方式】两个按钮,根据前面工艺分析中所列过程卡设置外轮廓粗车加工参数和进退刀方式,设置完成如图5所示。

图5 进退刀和切削用量设置
单击【确定】,注意界面左下角的操作提示,先拾取加工表面轮廓线,选择连接方向,然后再拾取毛坯表面,选择连接方向,根据刀具路径设置合适的进退刀点,最后单击右键,系统则自动生成如图3所示内轮廓粗车加工轨迹,如果发现轨迹中有不合理的地方或者明显缺陷,可在左侧的特征树中双击【加工参数】按钮对加工参数进行修改,重新生成刀具轨迹。
外轮廓粗车完成后,为避免相互影响,将外轮廓粗车的轨迹隐藏,然后按照与外轮廓粗车加工类似的步骤和方法进行精加工和螺纹刀具轨迹的生成。
3.2 CAXA数控车的后置处理
程序后置处理是在后置处理器中根据数控系统配置要求,把生成并优化过的加工轨迹转换成G代码,也就是数控加工程序。具体过程为:选择需要生成代码的刀具轨迹并单击【后置处理】图标,然后选择FANUC系统,最后右键确定,生成后置处理程序。椭圆手柄零件部分程序如图6所示。
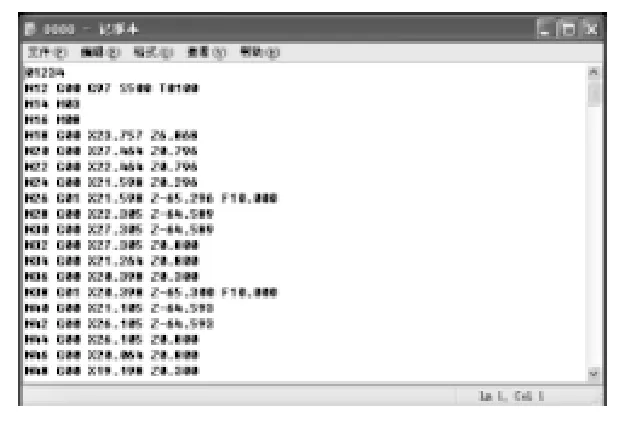
图6 部分加工程序
4 结束语
使用CAXA数控车软件对椭圆手柄零件进行造型及程序后置处理,避免了手工编程中的繁琐计算,极大的提高了编程效率,并且提高了产品质量,缩短了生产周期,从而降低生产成本。
[1]周虹.数控加工工艺设计与程序编制[M].人民邮电出版社,2013(06).
[2]顾敏丽,黄时伟.基于CAXA数控车的特殊弧形零件的自动编程[J].机床与液压,2011(06).
[3]北京北航海尔软件公司.CAXA—ME使用[G].北京:北京北航海尔软件公司,2003.
猜你喜欢
学苑创造·B版(2022年4期)2022-06-19
少儿美术·书法版(2021年8期)2021-10-20
三悦文摘·教育学刊(2021年31期)2021-09-22
能源工程(2021年2期)2021-07-21
农机质量与监督(2021年5期)2021-07-02
疯狂英语·新悦读(2020年3期)2020-06-17
时代英语·高一(2019年5期)2019-09-03
科普童话·百科探秘(2015年5期)2015-05-26
小朋友·快乐手工(2015年3期)2015-04-10
大灰狼(2009年7期)2009-08-26