
天荒坪抽水蓄能电站发电电动机定子绕组端部磨损松动处理
2018-01-15 17:09常玉红李建光朱庆龙
水电与抽水蓄能 2017年6期
陆 胜,常玉红,李建光,朱庆龙
(1.华东天荒坪抽水蓄能有限责任公司,浙江省安吉县 313302;2.国网新源控股有限公司,北京市 100761;3.山西西龙池抽水蓄能电站有限责任公司,山西省忻州市 035503)
0 引言
相对于常规水轮发电机组而言,抽水蓄能机组转速高、工况转换及启停频繁,定子绕组及端部引线的长度较长,其端部受力情况更为复杂。若绕组端部和端箍、固定支架结构不合理,或绑扎不牢固,运行时绕组端部和端箍之间容易因振动发生相对位移并导致主绝缘的磨损。
本文介绍了天荒坪抽水蓄能电站发电电动机定子绕组端部主绝缘在运行中出现磨损、端箍松动的检查情况,通过现场测量定子绕组端部的固有频率,分析缺陷产生的原因,根据设备的结构特点和现场实际情况提出了整改加固方案,以及消缺改造的过程,对同类型发电电动机在设计、安装和运维阶段需关注的要点提出了建议。
1 缺陷概况
天荒坪抽水蓄能电站位于浙江省安吉县境内,属日调节、纯抽水蓄能电站,装有6台单机容量为300MW的可逆式水轮发电机组,额定转速500r/min,于1998年9月至2000年12月间投产。

2002年11月,天荒坪抽水蓄能电站在2号机(1998年12月投产)定检时发现部分定子绕组端部与端箍绑扎处有淡黄色油泥状(见图1)或粉末状物质,对其清整干净后,下次在后续的定检和检修时仍有类似现象。2004年2号机检修时,发现这种现象在数量和程度上均有发展的趋势,且部分绑扎的玻璃丝带有松动,用手即可摇动。清洗缺陷处发现线棒与玻璃丝绑带间有缝隙,其中169槽的下层线棒下端部与端箍单的绑带已完全松开,线棒与涤纶适形垫接触面的主绝缘已发生磨损,磨损的最大深度约3.5mm。后对其他机组也进行了针对性检查,发现也存在类似的现象,情况没有2号机严重。运行单位对淡黄色油泥状物质取样委托进行灼烧残留物分析,试验结果表明其主要成分为硅、铝、钙等物质,与玻璃及云母的主要成分基本吻合。结合缺陷的现象和试验结果基本可以判断该物质为线棒表面的绝缘与绑扎的玻璃丝带相互摩擦产生的粉末,如遇到油雾则会呈油泥状。
2 原因查找与分析
定子线棒端部引线的固有频率测量及调整对于隐极发电机来说是重要的、也是极为关键的工作。如果线棒端部引线的固有频率落在95~108Hz的“共振区”,将会加剧线棒端部振动的幅值,容易使绑扎松脱、线棒主绝缘磨损,因振动还可导致机械疲劳引起的股线断裂,严重的故障将引发端部相间短路事故。GB 20140—2016 《隐极同步发电机定子绕组端部动态特性和振动测量方法及评定》对隐极机的相关测量及评定有明确规定。但对于常规水电机组由于转速低、定子线棒和端部引线的长度短,其固有频率不太可能落入“共振区”,制造厂一般较少考虑其固有频率对线棒端部振动的影响。大型高水头抽水蓄能机组的转速相对较高,定子绕组和端部引线相对较长(与汽轮发电机接近),端部引线的固有频率相对常规水电机组可能偏低。为验证这个判断,运行单位委托试验单位对6台机组进行了线棒端部引线固有频率的测量,测量结果见图2和图3。
结果显示:6台机组均有部分线棒端部的固有频率落在“共振区”,2号机尤为突出,这与2号机的缺陷情况最严重也是吻合的。通过该试验可以认为导致定子端部绑扎松动和绝缘磨损的主要原因是定子端部引线的固有频率在“共振区”加剧了其振动的幅值,长期运行后造成线棒与绑带及端箍之间的相对位移和摩擦。

图1 2号机下端部端箍绑扎磨损照片Fig.1 Shows the wear of the lower end of the unit 2

图2 6台机组定子绕组下端部固有频率测试结果Fig.2 The results of the natural frequency test of the lower end of the stator winding of 6 units
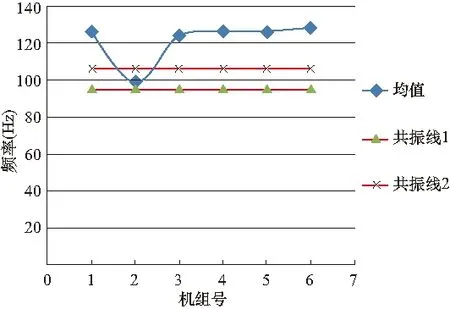
图3 6台机组定子绕组下端部固有频率测试结果Fig.3 The results of the natural frequency test of the upper end of the stator winding of 6 units
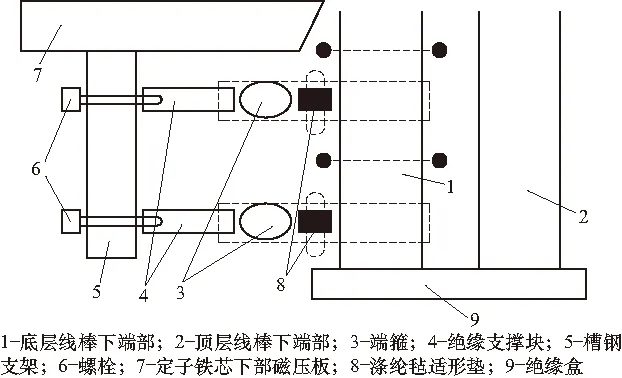
图4 定子绕组下端部固定结构示意图Fig.4 The fixed structure diagram of the lower end of stator winding
通过现场察看及对缺陷现象的分析,认为导致2号机定子线棒端部固有频率偏低的原因主要有以下两点:
2.1 端箍与支架、线棒间的连接结构设计不合理,发电电动机定子端部支撑偏薄弱
端箍支架由垂直焊于定子磁压板上的槽钢和绝缘块组成,绝缘块支撑于槽钢与端箍之间(如图4所示)。绝缘块通过一颗径向螺栓与槽钢固定,端箍与下层线棒间隙用浸胶适形垫填充,再用浸胶无纬玻璃丝带十字交叉进行绑扎,理论上待胶固化后线棒与端箍及定子铁芯形成一个整体。槽钢与磁压板间是点支撑,相当于悬臂梁的结构。如果槽钢的刚度不够,在机组运行时受机组本身振动及线棒热胀冷缩等因素的影响,槽钢本身极易发生振动,且离支点越远的部位振动幅值越大。通过对现场缺陷部位进行统计发现,缺陷主要集中于远离定子铁芯的那道端箍。绝缘支撑块是一种脆性材料,用金属螺栓与槽钢间采用径向的螺栓连接,如果连接部位振动较大,绝缘支撑块的螺纹容易发生磨损,从而使支撑块与槽钢间的连接松动,最终导致端箍失去刚性支撑。在检查中发现部分支撑块与支架槽钢间的连接螺栓滑牙。
2.2 线棒端部绑线质量控制不严
天荒坪抽水蓄能电站定子端部绑线采用传统工艺:用浸胶的无纬玻璃丝带十字交叉拉紧绑扎,环氧树脂胶固化收缩后玻璃丝带与端箍、线棒端部形成一个整体,从而提高端部的强度和刚度。在施工过程中需要作业人员与各级验收人员严把质量关:如果玻璃丝和涤纶适形垫浸胶时间过短,可能会存在浸胶不充分;绑扎手工拉紧时玻璃丝带流胶未补胶;绑扎拉紧力度不够或打结方式不正确可能会导致固化后绑线与端箍间有间隙。这些都会影响绑扎固化后最终的强度。在固有频率测量试验中发现2号机定子上、下端部固有频率的均值比其他机组明显偏低且处于95~108Hz的“共振区”,落在“共振区”的线棒数量最多,固有频率的一致性最差。在后续消缺处理时也发现2号机部分绑扎处的玻璃丝带及部分适形垫浸胶不充分,导致线棒与端箍间未形成刚性支撑。据调查,在机电安装阶段,2号机的安装单位与其他5台机组不一样,不同的质量控制可能导致安装质量上的差异。
3 消缺处理
在缺陷原因基本查明后,运行单位对2号机定子上、下端部的端箍全部进行了重新绑扎。在固定结构和绑扎工艺上做了一些改进:
(1)在定子绕组下端部增加一道斜边支撑,使得线棒间的一体性更好。同时有效缩短了线棒端部引线的自由长度,提高了引线的刚度,进而提高其固有频率,使其固有频率能避开倍频的“共振区”。
(2)改进端箍与支架、支架与绝缘支撑块的连接方式,并增加支架的数量。在槽钢支架与定子铁芯磁压板间焊一根角钢作斜向支撑,组成类似桁架结构,提高支架的稳定性和刚度。将支架与绝缘支撑块的径向连接螺栓改为沿圆周方向的切向连接,减少支撑块螺栓松脱的可能性,将运行时端箍所受的力传递到支架上。沿端箍圆周方向均匀增加了一倍的支架数量。通过支架的改进,使端箍通过支撑块和支架与发电电动机的机架形成一个整体。改进后的定子端部固定结构示意图见图5。
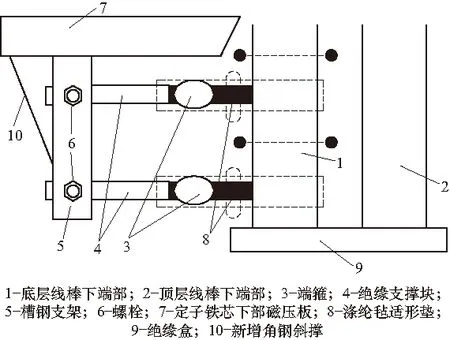
图5 定子绕组下端部绑线改进结构示意图Fig.5 Schematic diagram of the fixed structure of the lower end of the stator windings
(3)施工时严格执行制造厂的施工工艺,在绑带的浸胶量、打结的方式、固化时间等各个环节进行检查和验收,确保绑扎工艺的一致性。
2号机定子端部固定结构改进并重新绑扎后,整个定子端部的刚度及一体性都有了较大提高,现场实测定子线棒端部引线的固有频率,均值与处理前相比有大幅提高,且一致性也有很大提升,基本都高于108Hz,大大改善线棒的运行条件。后续又对其他机组的端箍支架进行增加和改造,有磨损松动的绑扎进行拆除重绑。如图6所示为2号机定子下端部处理过程及后续运行中固有频率的变化趋势。
4 经验与教训
针对天荒坪抽水蓄能电站发电电动机定子绕组端部异常磨损松动的缺陷原因分析与处理改造的过程,有以下几点需总结和反思:

图6 2号机定子下端部固有频率测试结果Fig.6 The results of the natural frequency test of the lower end of the stator of the unit 2 processing and after processing
(1)运维人员在定检和检修时检查认真细致,对于细小的异常不放过,在缺陷发现的初期就引起重视,并进行跟踪和试验。在缺陷有发展时及时组织相关专业人士进行原因分析和查找,根据缺陷原因提出消缺处理方案,在缺陷成为“事故”之前将之消除。
(2)对高水头大型抽水蓄能机组而言,制造厂在设计定子端部的绑扎固定方式时应充分考虑其转速高、工况转换频繁特点,选用合适的结构,减小绕组端部引线振动的幅值,并尽可能避开“共振区”。在安装过程中考虑进行定子绕组端部引线固有频率和端部整体模态试验。有条件的机组可以安装定子绕组端部振动在线检测装置,密切监视端部的振动及其变化情况。
(3)应加强基建安装过程中施工质量检查、验收和管理。作业人员在工作中须严格按规范进行操作,充分发挥监理及各级验收人员的作用,减少人为因素造成的施工质量问题。
(4)在改造和消缺处理后,由于运行中交变电磁力、热应力、工况转换时的冲击力等固然存在,定子端部的振动状态不可能是一成不变的。从图6也可以看出,2号机在处理结束运行4年和6年后,其定子绕组端部的固有频率均值又呈下降趋势。因此运行单位在运维过程中需对定子端部的绑扎固定重点关注:在机组定检和检修时,检查绑扎位置有无磨损和粉末,检查支架和绝缘支撑块的固定螺栓,必要时进行端部引线的固有频率测量,发现异常时及时进行处理。
5 结束语
高水头、大容量抽水蓄能机组发电电动机定子绕组及端部引线长,启停频繁,定子绕组端部的受力情况复杂,制造厂在设计和制造阶段应对定子绕组端部的固定方式引起重视,避免其端部的固有频率落入“共振区”;在安装施工阶段,应严格工艺管理,确保安装质量;在运维阶段,应定期对定子绕组端部的固定进行针对性检查,从各个环节减少定子绕组端部绑扎松动导致主绝缘磨损的可能性,确保设备安全可靠运行。
[1] 中华人民共和国国家质量监督检验检疫总局/中国国家标准化管理委员会.GB/T 20140—2016隐极同步发电机定子绕组端部动态特性和振动测量方法及评定[S].北京:中国电力出版社,2016.The General Administration of Quality Supervision,Inspection and Quarantine of the People’s Republic of China/Standardization Administration of the People’s Republic of China.GB/T 20140—2016 Measurement method and evaluation criteria of dynamic characteristic and vibration on stator end windings of cylindrical synchronous generators[S].Beijing: China Electric Power Press,2016.
[2] 斯通(Stone,G.C.),等 .旋转电机的绝缘 - 设计 评估 老化试验 修理[M].白亚民,等译.北京:中国电力出版社,2011 Stone,G.C.,et al.rotary motor insulation-design review repair test[M].BAI Yamin,et al.Beijing:China electric power press,2011.
[3] 姜宝君.水轮发电机绝缘事故分析及处理[J].西北水电,2009(4):57-58.JIANG Baojun.Analysis and solution of insulation failure for tubinegenerator units[J].Northwest Hydropower,2009(4):57-58.
猜你喜欢
四川水利(2022年5期)2022-10-29
工业建筑(2022年4期)2022-07-27
水电与抽水蓄能(2022年3期)2022-07-17
安徽建筑大学学报(2022年3期)2022-07-06
科学家(2022年3期)2022-04-11
发明与创新(2018年17期)2018-08-09
幼儿教育·父母孩子版(2017年1期)2017-04-05
现代制造技术与装备(2015年4期)2015-12-23
河南科技(2015年15期)2015-03-11
大电机技术(2015年5期)2015-02-27
