影响树脂涂敷砂抗压强度检测准确性的因素分析
2018-01-08 07:25张贵玲
石油工业技术监督 2017年12期
张贵玲
中国石化胜利油田分公司石油工程技术研究院 (山东 东营 257000)
影响树脂涂敷砂抗压强度检测准确性的因素分析
张贵玲
中国石化胜利油田分公司石油工程技术研究院 (山东 东营 257000)
防砂是油田开发的一项重要生产措施,合格的树脂涂敷砂是保障防砂施工成功的关键因素之一。通过样品检测判定树脂涂敷砂是否合格,抗压强度是实验室评价树脂涂敷砂一个关键指标,树脂涂敷砂抗压强度检测过程复杂,影响因素较多。根据实验流程,选取不同影响因素进行分析,通过分析试样不同压实时间及压实方法、不同磨平程度、不同压缩速度对其抗压强度的影响,找出树脂涂敷砂有效检测措施,提高树脂涂敷砂检测准确性。
树脂涂敷砂;抗压强度;影响因素
在油田开发生产过程中,防砂是一种重要的工艺措施[1],由于使用树脂涂敷砂的防砂施工过程简单、适用范围广、有效期长,因而得到了广泛应用[2]。合格的树脂涂敷砂是保障防砂施工成功的关键因素之一。目前树脂涂敷砂使用的是常规检测方法。根据行业标准SY/T 5274—2016《树脂涂敷砂技术要求》[3]中规定,检测项目主要包括圆度、球度、浊度、抗压强度、抗折强度、树脂涂敷率、颗粒分散率等7项指标。抗压强度[4]是实验室评价树脂涂敷砂一个关键指标,是指材料在断裂前能承受的最大压缩荷载,需要人工制作的砂棒[5]进行检测,制作砂棒过程复杂,影响因素较多。为此根据实验流程,选取不同影响因素进行分析,通过分析试样不同压实时间及压实方法、不同磨平程度、不同压缩速度对其抗压强度的影响,找出树脂涂敷砂有效检测措施,提高树脂涂敷砂检测效率及准确性。
1 实验流程
1.1 实验准备
内径25 mm、长度100 mm的玻璃管,150 μm钢网封口,恒温水浴锅,压力试验机,磨石,砂轮磨平机,振筛机,振动桶等。
1.2 实验方法
抗压强度检测准确性主要取决于所制作的试样及试验机压缩速度的合理设置。实验主要按照行业标准相关操作要求进行,制作试样过程复杂,主要包括选取内径25 mm、长度100 mm的玻璃管,底端用150 μm钢网封口。取50~100 g树脂涂敷砂加入到玻璃管中,抽真空用水饱和,振动后压实,置于50℃恒温水浴72 h,破管取砂棒进行研磨。破管取砂棒实验操作过程复杂、自动化程度较低、影响因素较多,从而造成实验数据准确性差。主要针对影响抗压强度的4个因素压实时间、压实方法、磨平程度、压缩速度来开展实验研究。
2 实验结果及分析
影响试样制作主要包括二个方面:一是试样压实时间和压实方法;二是试样的磨平程度。选取了不同厂家的3类样品进行了相关实验。
2.1 压实时间对抗压强度的影响
实验测试在不同压实时间下树脂涂敷砂的抗压强度,结果如表1所示。
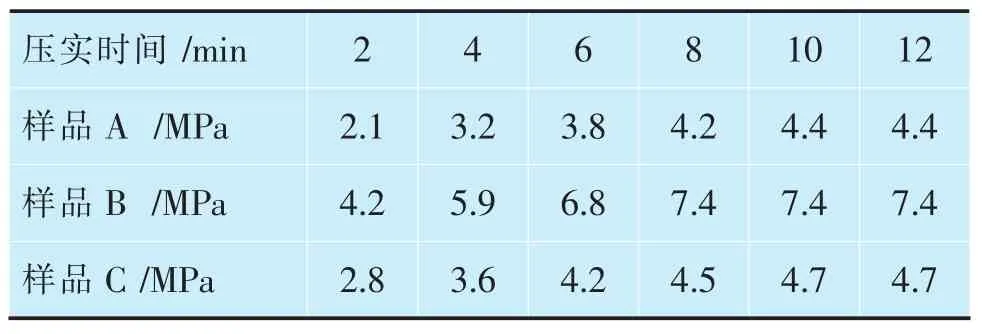
表1 试样在不同压实时间下的抗压强度
从表1可以看出:
1)压实过程的前6 min,随着压实时间的增加,抗压强度逐渐增大,这说明了试样压实程度也在增加。
2)压实时间超过6 min以后,抗压强度增幅放缓,当压实时间在10 min和12 min之间时,抗压强度数据无变化,这说明试样基本压紧。
2.2 压实方法对抗压强度的影响
由于标准没有给出压实的方法,现在树脂涂敷砂检测主要有二种压实方法:一是人工垂直振动压实,一般压实至砂面稳定;二是振筛机旋转振动压实,一般设置振动压实时间为10 min。通过实验比较2种压实方法对实验结果的影响。
从表2中可以看出,当压实方法为振筛机旋转振动压实时,其检测数据要高于人工振动压实,也就是人工压实方法不能准确获得其抗压强度,以后标准应推荐振筛机旋转振动压实。
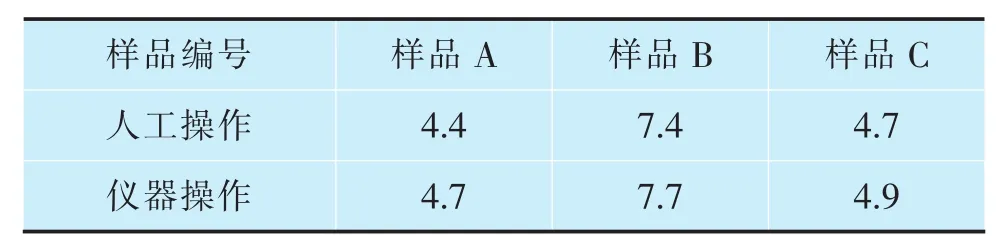
表2 不同压实方法下的抗压强度 /MPa
2.3 试样磨平程度对抗压强度的影响
玻璃管振动压实后,需置于50℃恒温水浴72 h,水浴后需要人工敲碎玻璃管。标准要求截取长度为2.50 cm±0.10 cm,两端面研磨平整并保持平行,不应有任何缺损或裂纹。人工磨平会使砂棒长度、垂直度、平行度控制不精确,这些都会造成检测数据平行性差,从而造成实验失败。
为了改善这种状况,设计加工了一种用于制作砂棒的模具装置(图1)。主要包括模具筒体、垫块、脱模筒体、尾堵、胶圈、压棒。砂棒两端与尾堵内侧端之间加设至少一个垫块,脱模筒体直径等于模具筒体中心腔直径。压棒与脱模筒体直径相当,均采用不锈钢材质。垫块为实心不锈钢圆柱体,主要控制砂棒的长度及垂度,可以避免人工操作研磨精度低的问题,使操作方便快捷。提高了实验过程的自动化程度和实验效率。采用脱模筒体及压棒,使取出砂棒过程更加方便快捷,提高实验效率,为此申请了实用新型专利。
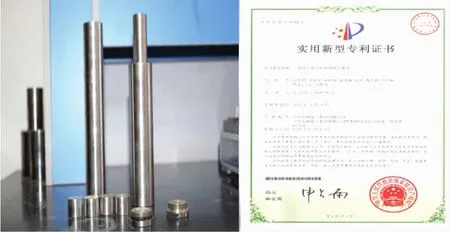
图1 模具装置与实用新型专利证书
通过对人工磨平和模具装置磨平砂样进行抗压强度数据检测对比,检测数据见表3,分析磨平程度对抗压强度的影响。

表3 不同磨平方法下的抗压强度 /MPa
从表3中可以看出,人工磨平方法对检测数据影响较大。对于样品A和C来说,由于人工磨平方法的影响,其检测结果为边缘数据,这对检测判定影响较大。而使用模具装置磨平,减少了人为操作误差,提高了数据检测的准确性。
从图2中可以看出,模具装置所制作的试样平行度、垂度均较好,而人工磨平试样A端面比较粗糙。

图2 不同磨平方法下的试样
2.4 压缩速度对抗压强度的影响
检测抗压强度的主要仪器为材料压力试验机,在测试抗压强度时,需要设定试验机一个合理的压缩速度。行业标准及仪器设备说明书中都没有给出合理的压缩速度。选择3个样品进行实验,分别设定压缩速度 1、2、3、4、5、6、7、8 mm/min,进行抗压强度检测实验,检测数据见表4。
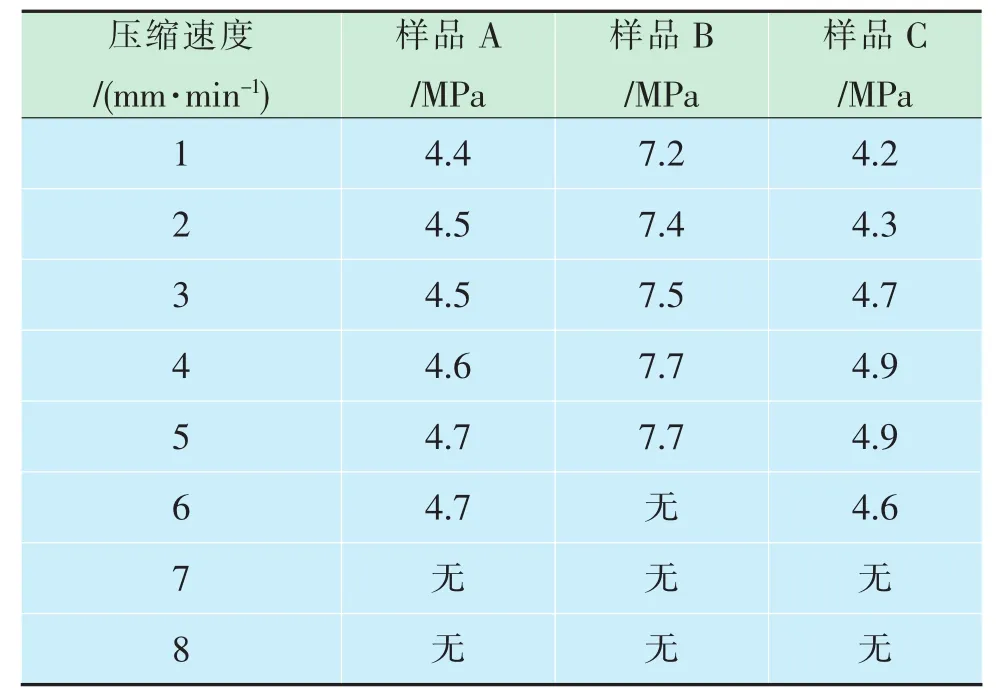
表4 压缩速度对抗压强度的影响
从表4数据可以看出:压缩速度设定太大,砂棒较早破裂,检测点未出现,导致实验失败;压缩速度设定太小,导致实验时间太长,降低了劳动效率,并且压缩速度还会影响抗压强度的大小。针对压缩速度难以确定的问题,提出了临界压缩速度的定义。从表4可以看出,当压缩速度在4~6 mm/min时,均可以检测出抗压强度数据,为了提高劳动效率,确定临界压缩速度所在的范围为4~6 mm/min。
为保证压缩速度临界范围的准确,又选取其他试验样品进行临界值测试实验。当取压缩速度为5 mm/min,可以快速高效地检测其抗压强度,验证了临界速度范围的准确性。
3 结论
1)通过实验确定了树脂涂敷砂制作试样的压实时间为10 min,可以保证树脂涂敷砂完全压紧,其抗压强度检测数据比较稳定。
2)通过实验确定了树脂涂敷砂制作试样的压实方法,而行业标准SY/T 5274—2016没有给出试样制作时的压实方法。通过多次实验发现利用振筛机旋转振动压实的方法,样品抗压强度检测数据比较稳定。
3)使用已获得实用新型专利实验室自行设计的模具装置,可减少人工制作试样所带来的误差,抗压强度检测成功率及准确性大大提高。
4)通过多次实验及自身经验,确定了试验压力机合理的压缩速度为5 mm/min。
另外,样品本身的质量、检测人员等,都会对检测结果产生影响。树脂涂敷砂抗压强度测定受多方面因素影响,为了保证实验结果的公正,研究工作者很有必要对影响因素做进一步的深入剖析。
[1]张 琪.采油工程原理与设计[M].北京:石油大学出版社,2000.
[2]陈应淋,林 恺.低温油层涂敷砂防砂工艺研究与应用[J].石油天然气学报,2001,23(3):42-43.
[3]采油采气专业标准化委员会.树脂涂敷砂:SY/T 5274—2016[S].北京:石油工业出版社,2017.
[4]顾轶卓,张佐光,李 敏,等.新型环氧-酚醛树脂体系的固砂原理与技术[J].北京航空航天大学学报,2005,31(12):1303-1307.
[5]朱 杰,黄齐茂,潘志权,等.高温蒸汽吞吐油井用复合树脂防砂的制备及性能研究[J].油田化学,2016(4):653-657.
Sand control is an important production measure in oilfield development,and qualified resin coated sand is one of the key factors to ensure successful sand control construction.Compressive strength is a key index for evaluating resin coated sand samples in laboratory.The testing process of compressive strength of resin coated sand is complex and there are many influencing factors in the testing process.The influences of compaction time and compaction method,smoothing degree of samples and compression speed on the compressive strength of the samples were studied by experiments.The effective testing measures of the compressive strength of resin coated sand were found out,and the testing accuracy of the compressive strength of resin coated sand detection was improved.
resino coated sand;compression strength;influence factor
张贵玲(1983-),女,工程师,现主要从事油气增产及检测方面的工作和研究。
左学敏
2017-10-26
猜你喜欢
导航与控制(2021年3期)2021-09-04
东坡赤壁诗词(2021年1期)2021-03-24
当代陕西(2020年15期)2021-01-07
东坡赤壁诗词(2020年4期)2020-09-02
城市道桥与防洪(2019年5期)2019-06-26
人大建设(2019年11期)2019-05-21
西南石油大学学报(自然科学版)(2018年6期)2018-12-26
扬子江诗刊(2015年5期)2015-11-14
橡胶工业(2015年7期)2015-02-25
武汉理工大学学报(信息与管理工程版)(2013年1期)2013-10-22