福建万安溪水电站底环优化设计
2018-01-06 03:06:40
水利建设与管理 2017年12期
(中国水利水电第十二工程局有限公司,浙江 杭州 310000)
福建万安溪水电站底环优化设计
潘晓豪
(中国水利水电第十二工程局有限公司,浙江 杭州 310000)
本文对福建万安溪水电站3号机底环安装中出现的问题进行分析、总结,并根据现场施工的实际情况,提出优化底环设计的方案。底环优化设计后,使安装工序简化并缩短了安装工期,且能够对底环水平、高程等进行有效控制。
底环;安装;优化设计;控制
福建省龙岩万安溪水电站是福建省九龙江北溪支流万安溪上的一级水电站,是一座混合式开发的小型水电站,电站位于龙岩市万安镇附近,容量45MW(3×15MW),年平均发电量1.357亿kW·h,自1994年投产发电以来,已运行21年,设备老化严重,特别是转轮存在严重汽蚀,给机组运行和电厂生产带来较严重的安全隐患。结合水利部、财政部增效扩容改造项目(现拟改为总装机容量3×15.5MW),对3台水轮发电机组更新改造,从而消除设备缺陷和隐患,提高设备健康水平,提高综合效益。
3号机安装过程中,底环安装是一难点,根据设计要求,底环垫板需现场与原基础环焊接,考虑到现场焊接可能发生变形且对底环的定位、高程、水平等造成影响,在安装前以及安装过程中针对影响安装质量的不同因素做了相应的准备。
1 3号机底环的安装
1.1 3号机底环垫板的定位
底环是经螺栓及定位销钉与底环垫板把合的,底环垫板的定位决定了底环的定位,影响着导叶、顶盖的安装以及机组的中心。所以底环垫板的定位尤为关键,为了准确定位底环垫板,连同导水机构一起预装。调整底环、顶盖中心后,确保导叶转动灵活,导叶端面间隙符合设计要求(0.2~0.7mm)后对底环垫板进行点焊固定。待将顶盖、导叶、底环吊出后对底环垫板进行整体焊接。
1.2 3号机底环垫板的焊接
底环垫板与基础环间焊接破口大,由于垫板位置原因,不能加温焊接,考虑到焊接过程中会发生焊接应力变形,影响底环的安装精度,给焊接造成一定的困难,在焊接过程中要严格遵守下列工艺措施:
a. 底环垫板材料为Q235B(A3钢),焊条采用J427焊条,焊接前烘干焊条,用时装入保温筒,随用随取。
b. 焊接前用割枪将焊缝烘烤一遍,以去除工件表面的水汽。
c. 采用两名焊工对称焊接,底环内侧和外侧严格对称多层多道分段退步焊,每层外侧先焊。两名焊工焊接时焊接电流、焊接速度要求一致。4名焊工两班制24小时不间断焊接。
d. 第一、第二层采用直径3.2mm焊条,电流110~130A。这两层不能用风铲锤击焊缝,只需将焊渣去除即可。第三层以后采用直径4mm焊条,焊接电流170~180A。第三层以后焊缝焊后用风铲锤击焊缝,以去除焊接过程中产生的应力,最后盖面层不能用风铲锤击。
e. 焊接过程中应将焊好的焊缝用石棉布及时盖好,保温缓冷,以防止产生淬硬组织。
f. 焊接结束后24小时做渗透探伤(PT)。
g. 焊缝焊接完成,完全冷却后对焊接区域需要进行打磨,打磨后应平滑过渡,各圆角部分圆弧半径一致。如有明显突起或凹坑,应进行补焊处理。
1.3 3号机导水机构正式预装
待底环垫板冷却至室温时,吊装底环,对底环的水平进行测量,底环水平均在0.05mm/m以内符合设计要求,对导水机构进行正式预装。吊装导叶、顶盖及安装套筒后测量导叶端面间隙时发现导叶间隙比较焊接前的数据整体偏大0.7mm。导叶端面间隙在底环垫板焊接前及焊接后的数据见下表。
底环垫板在焊接过中发生变形,使底环高程整体降低,致使导叶端面间隙不符合设计要求。后经业主、厂家以及设计方,根据底环垫板焊接后导水机构预装的导叶端面间隙数据,商定在底环与底环垫板间整圈加0.8mm的不锈钢垫片来调整导叶端面间隙。在底环与垫板间加垫需再一次将导水机构吊出,待加工不锈钢垫片后重新对导水机构进行预装,预装合格后钻绞各部件的定位销钉孔。
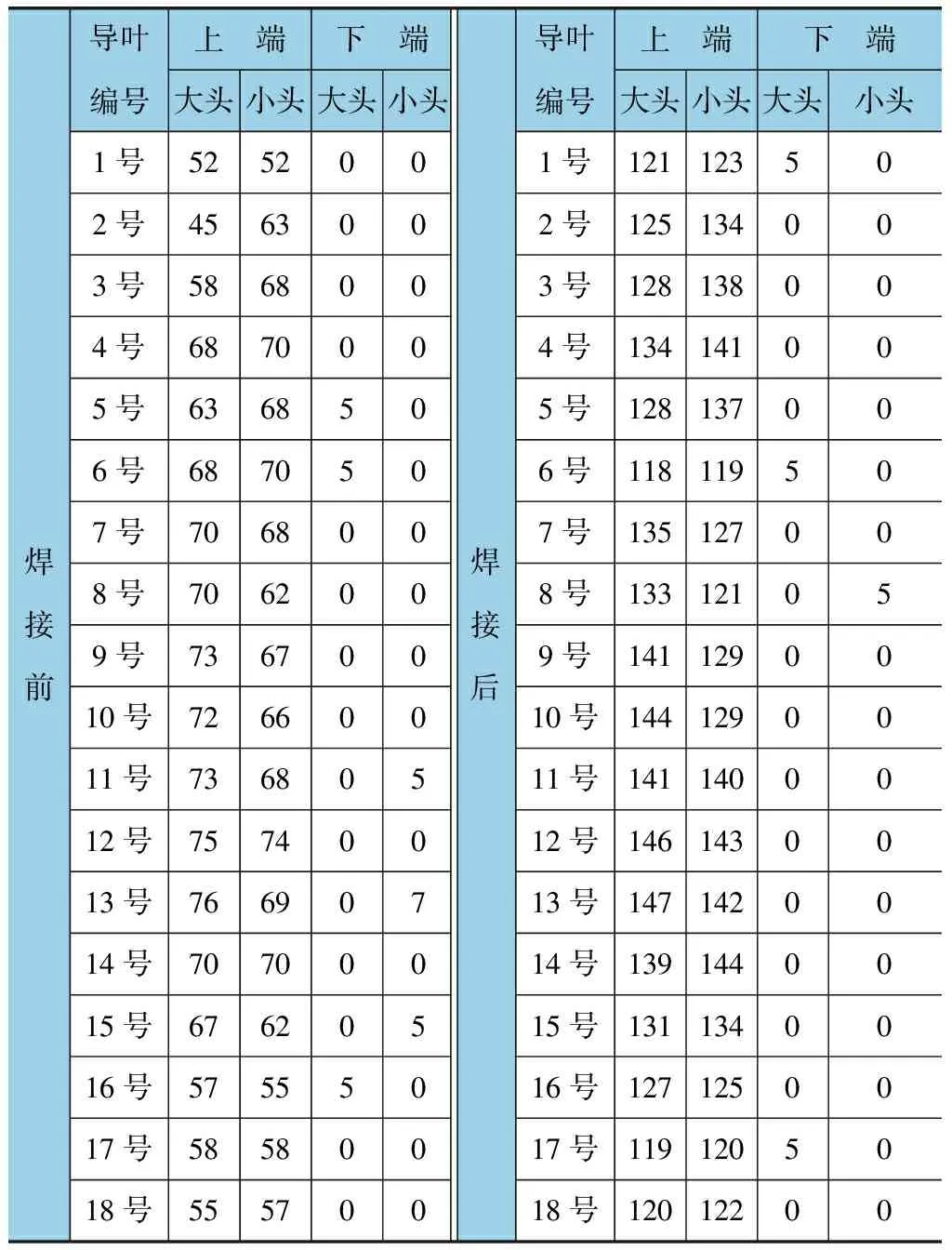
底环垫板焊接前和焊接后导叶端面间隙表 单位: 0.01mm
2 3号机设计的不足及优化方案
2.1 3号机底环垫板现场焊接存在的不足
3号机导水机构安装过程中因垫板需现场焊接,对垫板的定位以及对导叶间隙加垫调整,需多次预装导水机构,这给安装加大了工作量,安装过程繁琐,且底环垫板焊接收缩变形直接影响了导水机构安装的质量。总结3号机底环安装过程,该设计存在以下不足:
a. 底环垫板的水平、高程决定了底环的水平、高程,即直接影响了导叶的灵活度、导叶端面间隙。垫板在焊接中产生的变形不可控制,如焊接中发生变形可能导致不可逆的损失。
b. 底环垫板焊接前定位底环垫板需进行一次导水机构预装,焊接结束后正式预装导水机构,如果因焊接变形需加调整垫片则需再进行一次预装,导水机构预装的次数为至少两次。
c. 底环垫板与原基础环间坡口大,焊接工作量大;因垫板位置原因,不能加温焊及焊接工艺要求高,整体焊接难度大。
2.2 优化设计方案
总结3号机底环安装中存在的问题,究其原因为底环垫板现场焊接造成,若能改变原设计方案,没有现场焊接工序,则可避免由焊接变形带来的不可控因素,避免影响安装质量,以及多次预装导水机构的情况。
底环垫板可使用焊接固定,也可采用螺栓把合固定。采用螺栓固定的方式在安装时不会产生焊接带来的不可控变形,可提高安装质量和简化安装程序。所以底环垫板采用螺栓把合为宜,底环垫板现场与基础环配钻螺栓孔把合。
底环垫板与基础环采用螺栓把合,为了减少累积误差影响底环安装的精度,底环不宜再使用螺栓与垫板把合固定,应采取底环垫板与底环在厂内整体铸造或焊接,整体铸造或焊接进行精加工后运至现场安装。
将该方案报设计单位判定,认为可有效避免底环垫板与基础环焊接时发生变形影响安装质量等缺点。并采用该方案,对2号机、1号机底环,采用底环垫板与底环在厂内整体铸造精加工后,运至现场,与基础环配钻螺栓孔用螺栓把合的方式进行安装。
3 优化成果
经过2号机、1号机安装,底环与垫板整体铸造,现场与原基础环配钻螺栓孔把紧的方式,使导水机构安装过程简化(导水机构只需一次预装),且安装过程中没有焊接带来的变形影响,安装质量可以控制。底环采用螺栓把合的方式,减少了导水机构预装次数,降低了安装成本,节省了安装时间。机组已经过一年多的运行,运行工况良好。
[1] 中华人民共和国国家质量监督检验检疫总局. GB/T 8564—2003水轮发电机组安装技术规范[S]. 北京:中国标准出版社,2003.
[2] 王玲花. 水轮发电机组安装与检修[M]. 北京:中国水利水电出版社,2012.
[3] 刘大恺. 水轮机[M]. 北京:中国水利水电出版社,1996.
[4] 郑源,陈德新. 水轮机[M]. 北京:中国水利水电出版社,2011.
OptimizationdesignofbottomringinFujianWan’anxiHydropowerStation
PAN Xiaohao
(SinohydroBureau12Co.,Ltd.,Hangzhou310000,China)
In the paper, the problems in Fnjian Wan’anxi Hydropower Station No. 3 machine bottom ring installation are analyzed and summarized. A plan of optimizing the bottom ring design is proposed according to practical condition during site construction. The installation procedures are simplified, the construction term is shortened, the bottom ring level, elevation, etc. can be controlled effectively after bottom ring optimization design.
bottom ring; installation; optimization design; control
10.16616/j.cnki.11- 4446/TV.2017.012.010
TV735
B
1005-4774(2017)012-0039-03
猜你喜欢
学生导报·东方少年(2019年16期)2019-07-02 11:44:01
模具制造(2019年4期)2019-06-24 03:36:50
小猕猴智力画刊(2018年6期)2018-07-08 06:05:40
奥秘(创新大赛)(2018年3期)2018-07-03 05:52:18
纺织科技进展(2015年1期)2015-11-28 05:56:29
江西煤炭科技(2015年2期)2015-11-07 03:10:22
快乐作文·高年级(2014年11期)2014-12-17 01:36:41
水利水电科技进展(2014年2期)2014-10-17 03:22:10
水电站机电技术(2014年1期)2014-09-26 11:59:47
大电机技术(2014年3期)2014-09-21 06:10:40