关于敞、棚车手制动装置组装尺寸的建议
2018-01-01 10:28朱小丽袁珍友
科学与财富 2017年30期
朱小丽+袁珍友

摘 要: 介绍了敞车及棚车手制动装置的定位及手制动轴的组装方法,提出了目前检修组装时存在的问题,并针对存在的问题提出了相应的解决措施。
关键词: 手制动轴;手制动装置;歪曲;配装
中图分类号:U239.6
1 问题的提出
在敞车及棚车检修过程中,经常出现固定手制动轴的上导架座、手制动踏板及手制动轴托三者与手制动轴配合不上的情况,组装时对手制动轴实施强行组装,将导致手制动轴出现拧、歪曲现象,影响手制动的作用;或对手制动装置进行移位,加大了检修成本。
2 问题的分析
2.1 手制动轴的组装
手制动轴的组装需要在上导架座、手制动踏板托架及手制动轴托三者尺寸均符合的条件下才能确保手制动轴的正确组装,当其中之一组装位置不符时,都将影响手制动轴的组装。
2.2 检修现状
目前检修的敞、棚车,其部分上導架座、手制动踏板托架及手制动轴托的组装位置与理论值存在10mm左右的差值,甚至超过10mm。同时,在检修过程中,多数情况下只对手制动轴托、踏板托架、上导架座的其中之一或两个进行解体,解体后新件组装时按照图纸尺寸组装,造成新组装件与旧件尺寸存在偏差,导致固定手制动轴的两个导架孔与手制动踏板上的孔中心不在同一直线上,影响手制动轴的组装。
3 建议
在车辆检修过程中,当对手制动轴托、上导架座(棚车为手制动轴导架座)、踏板托架的其中之一或两个进行解体时,在不影响手制动作用的条件下,组装时应按照未解体的旧件位置确定新组装件的相对组装位置,以此确保新组装件与旧件相对位置的正确与合理,满足固定手制动轴的三个孔中心在同一直线上,保证手制动轴的顺利正确组装,降低检修成本。
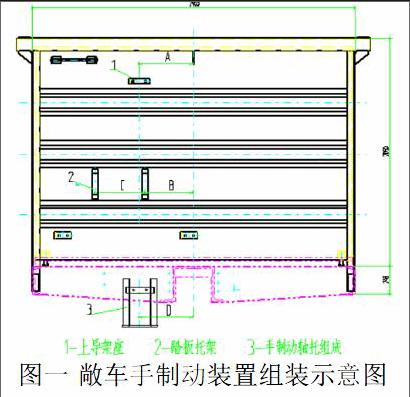
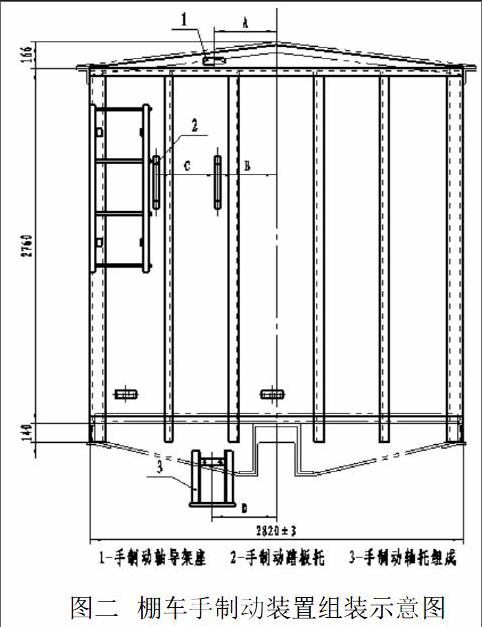
3.1 敞车、棚车手制动装置的组装
敞、棚车手制动轴托组成、踏板托架及上导架座的理论组装尺寸如表一所示,敞车、棚车手制动装置组装图分别见图一,图二。
3.2 改进建议
当上述未解体配件的现车尺寸与理论尺寸的差值为零时,则其余配件的组装尺寸按表一、表二执行;当现车尺寸与理论尺寸的差值不为零时,则其余配件尺寸分别为理论尺寸加上差值或减去差值,始终确保固定手制动轴的三个定位孔中心在同一直线上。因此,建议在安装手制动轴定位装置时,在保证制动性能的前提下,采用该方案进行配装,可以避免手制动轴由于定位尺寸偏差而造成的强行组装或拆解后二次定位的问题。
例如:当C62A的手制动轴托未解体且现车实际尺寸D为480mm时,理论尺寸与实际尺寸的差值为490mm-480mm=10mm,则组装上导架座、手制动踏板托架时,A、B、C尺寸均为A-10、B-10、C-10。
4 结束语
采用上述组装定位方法,在不影响手制动机作用的情况下,始终确保固定手制动轴的三个定位孔中心在同一直线上,可以避免手制动轴由于定位尺寸偏差而造成的强行组装或拆解后二次定位的问题,能有效保证手制动轴的组装质量,提高生产检修效率,降低车辆的检修成本。
参考文献
[1] 袁清武.车辆构造与检修[M]. 北京:中国铁道出版社,2006.418-422.endprint