一种卷烟厂修正烟丝烘丝后水分散失量的方法探析
2017-11-24 06:20张熙河北白沙烟草有限责任公司河北石家庄052165
化工管理 2017年32期
张熙(河北白沙烟草有限责任公司,河北 石家庄 052165)
一种卷烟厂修正烟丝烘丝后水分散失量的方法探析
张熙(河北白沙烟草有限责任公司,河北 石家庄 052165)
卷烟厂制丝线质量人员通过回归分析、线性拟合图等基础工具,构建了一个烘丝后水分、温度简易控制模型,探索出了一套控制烘丝后水分散失量的基本方法。
控制模型;回归分析;SPC;过程水分散失量
卷烟厂制丝线关键质量控制参数为烟丝加香后水分,而烟丝加香后水分是由烘丝后水分及其散失量决定。近年来随着分组加工的不断应用[1,2],加香后水分的控制变得越发复杂,主要问题在于烘后水分散失量的不确定性。而影响水分散失量的因素又复杂多样化,为此,制丝线质量人员提出了以可控因素入手研究的控制理念,本文以X牌号为例,借助企业SPC平台[3,4],着重从方法原理及模型建立两个方面进行探讨。
1 分析AB组对加香后水分的影响系数:
常规分析影响因子主要有:AB组物料累计量及出口水分,由于历史数据梯度不足,因此不能作为DOE试验数据进行分析,目前根据质量控制要求也不具备开展DOE实验的条件。我们应用回归分析进行相关数据分析结果也以失败告终,故应用传统简化分析。
传统简化分析是考虑AB组物料累计量比例去确定对应组分的影响系数,已知A组平均累计量5720KG,B组平均累计量3930KG,又因二者水分存在差异需核算标准重量(12%),A组烘前水分均值20.05%,B组烘前水分均值22.62%,核算标准重量A组5200kg,B组3456kg,分别占比60%和40%,与叶组配方投料比例一致。已知AB组烘后水分均值为12.72%、12.95%,按上述比例计算烘后混合均值为12.812%,加香后水分均值为12.385%,水分散失量为0.427%,AB组单独散失量为0.335%、0.565%。
确定影响系数分别为60%、40%,比例为3:2,即A组预测散失量每偏离0.1%,B组需反向偏离0.15%;B组预测散失量每偏离0.1%,A组需反向偏离0.067%。
2 研究A、B组烘后水分散失量影响因子及系数
剔除存储时间、存储环境等不可控因子,重点针对烘后水分及温度进行分析。
2.1 研究A组烘后水分散失量影响因子及系数
因实际生产中已知出口温度对水分散失有影响,因此操作工会进行适当修正,故采取差值分析;因主要研究目的为指导水分控制,故应研究对象为温度变化量及水分变化量。
平均散失量为0.335%,标准贡献散失量为0.201%,温度标准为58℃,水分标准为12.8%。
出口水分修正量=出口水分+(实际散失量-平均散失量)-标准水分
得到原始拟合线图,并得到方程:C1=-0.0420+0.0339 C2;
C1:出口水分修正量;C2:烘后温度差值。
因为考虑不可控因素,故剔除异常点位,得到修正后拟合线图,并得到方程:C1=-0.0152+0.0803C2。
二者公式虽然不一致但对我们仍有指导意义,实际生产控制考虑到非可控条件的影响,结合实际水分控制都应有适当允差,可接受异常偏离为0.1,因此我们将允差设计为±0.05。
为此,我们计划引入一种简易控制模型,即建立一个不等式,结合上述分析结果出口温度每变化1℃过程水分散失量变化为0.0339~0.08028,中心值为0.05709,烘丝机实际控制精度为0.01,牌号出口温度允差为±5℃,综上所述建立模型如下:
0.06X-0.05<Y<0.06X+0.05
Y:烘丝后水分调节量;X:出口温度变化量。
2.2 研究B组烘后水分散失量影响因子及系数
应用上述方法开展B组分析,B组平均散失量为0.565,标准贡献散失量为0.226,温度标准为70,水分标准为13.2。
出口水分修正量=出口水分+(实际散失量-平均散失量)-标准水分
B组剔除影响因素后数据仍不理想,相关性不明显,证明在分组加工模式下HXD出口温度对混丝过程水分散失变化量影响不大,这可能与HXD气流干燥自身特色有关。因此暂不考虑HXD出口温度,经早期传统简化分析AB组贡献比为3:2,因薄板烘丝主控参数可调节区间较小为±2.5℃,因此HXD补充调节仍有意义。故还需建立AB组混合模型。
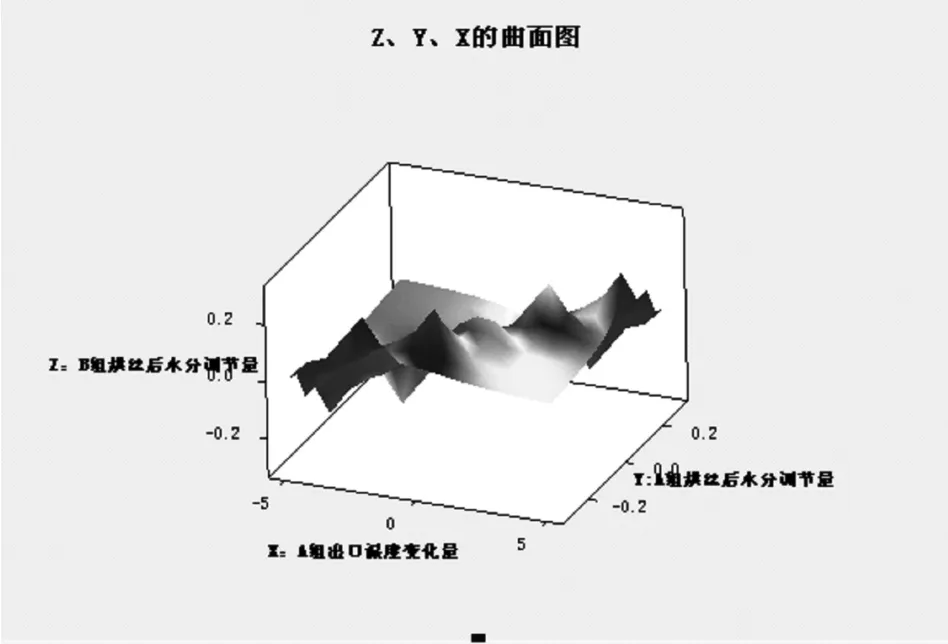
根据上述研究结论推演AB组混合模型,Y:A组烘丝后水分调节量;X:A组出口温度变化量;Z:B组烘丝后水分调节量,有下列条件:
①Y=0.06X;②Z=-1.5Y;③最优理论散失变化量为“0”。
得到公式:Y-0.06X+Z/1.5=0;-5<X<5,-0.3<Y<0.3,-0.3<Z<0.3
得到曲面
[1]赵伟,顾永强.分组加工条件下的制丝线生产管理系统[J].科技与创新,2015(01).85,88
[2]汪辉.卷烟制丝分组加工工艺特点及质量控制要点研究[J].科学之友,2012(02).9-10
[3]宁自登,舒燕.多品种小批量的SPC控制图应用探析[J].经济师,2016,(2).207-208,210.
[4]张跃华,张晶.浅谈SPC在工艺过程质量控制中的实施[J].中国新技术新产品,2014(9).140.
张熙(1985-),学士,助理工程师,主要从事卷烟工艺和技术管理研究。
猜你喜欢
今日农业(2022年14期)2022-09-15
中原商报·科教研究(2022年1期)2022-05-13
Journal of Palaeogeography(2022年1期)2022-03-25
快乐语文(2021年35期)2022-01-18
特别健康(2018年9期)2018-09-26
摄影之友(影像视觉)(2017年1期)2017-07-18
学生天地(2017年11期)2017-05-17
制导与引信(2016年3期)2016-03-20
文学少年(小学版)(2014年2期)2014-11-29
高中生学习·高三版(2014年3期)2014-04-29