数码转杯纺成纱原理及其纱线特点
2017-11-23 01:24杨瑞华郭明瑞王鸿博高卫东
纺织学报 2017年11期
杨瑞华, 薛 元, 郭明瑞, 王鸿博, 周 建, 高卫东
(生态纺织教育部重点实验室(江南大学), 江苏 无锡 214122)
数码转杯纺成纱原理及其纱线特点
杨瑞华, 薛 元, 郭明瑞, 王鸿博, 周 建, 高卫东
(生态纺织教育部重点实验室(江南大学), 江苏 无锡 214122)
为开发新颖的纱线品种,提高纱线生产效率,提出数码转杯纺成纱方法并介绍其原理,对成纱色彩特点进行研究。数码转杯纺采用3组分异步喂入的方式,纤维通过分梳辊的梳理和混合,在转杯内离心力作用下再次混合并凝聚成须条,经加捻后成纱,再由引纱罗拉导出形成特种纱线。该工艺过程可随机调控转杯纺成纱的线密度及混纺比,生产多种混合均匀的混色纱和混纺纱品种。分别纺制了混色纱、变色纱、段彩纱、竹节纱、彩节纱和双变纱等典型数码纱,并对其色彩特点进行分析,总体来说数码转杯纱不同颜色的单纤维混合均匀,纱线颜色柔和。
数码转杯纺; 纱线结构参数; 色纺纱; 混纺纱
转杯纺是新型成纱方法中使用最为广泛的一种成纱技术,其利用高速旋转气流进行成纱,原料适用性广。与传统环锭纺相比,具有流程短、高速、高产、高效率和清洁性好等特点[1-3]。文献[4]报道了一种全新环锭纺生产方法即数码成纱系统,通过编程控制的多个伺服电动机驱动多个喂入罗拉,粗纱异步喂入,成纱的组成成分及成纱线密度在线可控,从而实现纱线柔性化生产,可一步生产混色纱、变色纱、段彩纱、竹节纱、彩节纱和双变纱等,具有特殊的成纱特点。这种混色纱生产模式省去了传统混色纱生产中的棉包混色、条混等前道工序[5-7],避免了对纤维产生进一步的机械损伤,解决了色纺前纺车间管理困难的问题,节约劳动成本,而且这种混色纱生产方式易于实现配比调整,可满足色纺纱小批量、多品种的市场需求。若能将数码技术应用到转杯纺方法中,综合转杯纺和数码成纱优点,则可大幅提高生产效率,降低生产成本。
本文提出数码转杯纺生产方法及原理,并将其成纱的色彩特点与数码环锭纺进行对比分析,探讨数码转杯纺成纱机制和特征。
1 数码转杯纺纱系统
数码转杯纺纱技术是将3根纤维须条经过3个独立罗拉异/同步喂入后由分梳辊梳理,经输棉通道进入高速旋转强负压转杯内并合、加捻,通过卷绕罗拉卷绕成筒子纱,其成纱系统见图1。
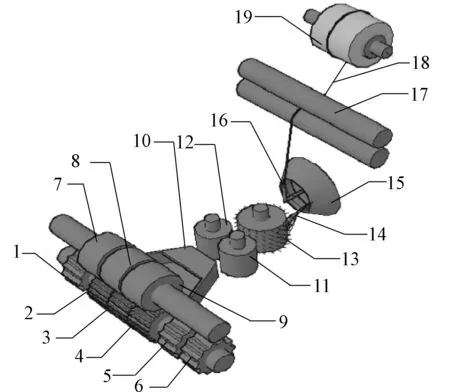
注:1、5、6—组合式给棉罗拉对应传动齿轮;2/7、3/8、4/9—组合式 给棉罗拉/皮辊;10—集棉器;11/12—集合给棉罗拉/皮辊; 13—分梳辊;14—输棉通道;15—转杯;16—引纱管; 17—引纱罗拉;18—数码转杯纱;19—筒子纱。图1 数码转杯纺成纱系统Fig.1 Spinning process of digital rotor spun yarn
图1中3个传动齿轮1、5、6使3个喂入罗拉2、3、4分别与3个伺服电动机通过皮带相连接。各伺服电动机由PLC可编程控制器控制,使各罗拉在同一时间具有相同或不同的速度,或者使同一罗拉在不同时间具有相同或不同的速度,从而纺制出各种混纺比和线密度变化的数码转杯纱。喂入罗拉2、3、4与皮辊7、8、9组成3个独立通道。集棉器10保证3根纤维条分别穿过各自通道后经集合给棉罗拉11和集合给棉皮辊12顺利喂入分梳辊13。纤维经过分梳辊13的梳理作用与转杯15的集聚加捻后经引纱罗拉17卷绕成筒子纱19[8-9]。 由于喂入系统进行了全新的设计,采用粗纱喂入。
2 数码转杯纺成纱特点
从纺纱过程可知,数码转杯纺改变了喂入部分及其控制系统,从分梳辊到卷绕成筒子的纺纱机构没有发生变动,其成纱过程的混合、牵伸和加捻作用仍然是由高速旋转的分梳辊和转杯完成,其成纱结构及性能与常规转杯纺类似,但可通过独立调节各喂入罗拉速度而一步实现线密度、色相、组成比例可调的纱线柔性化生产技术,通过调整纺纱工艺即可获得系列新的纱线品种。
从理论上讲,通过喂入不同比例的三原色纤维条,可生产任意色彩的纱线。以10%为最小变量改变三原色混纺比,纺制24种色彩数码转杯混色纱,其部分典型的针织面料效果如图2(a)所示,并纺制相同比例数码环锭混色纱针织面料(见图2(b))作为参考。从图中可看出,数码环锭纺和转杯纺都可生产出混纺比以10%为变化梯度的三原色纱线,但从面料色彩来看,数码转杯纺面料具有独特的轻快柔和的色彩特征,而数码环锭纺呈现厚重的梦幻色彩。
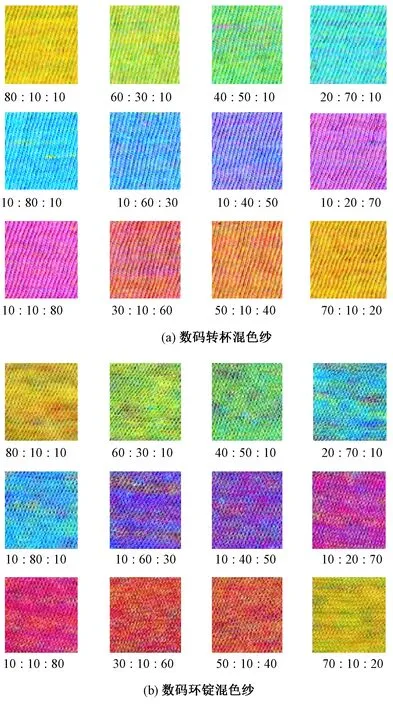
注:图中比例表示黄、蓝、红纤维的混色比。图2 数码纱色彩特点Fig.2 Color characteristics of digital spun yarn. (a) Color blended digital rotor spun yarn; (b) Color blended digital ring spun yarn
成纱过程决定了2种面料各具特色。数码转杯纱经过分梳辊、输棉通道和转杯3个主要部件及加捻工艺完成纤维的并合及混合作用[10],因而具有更好的单纤维混合均匀性。如图3(a)所示,黄、蓝、红纤维比例为35∶30∶35的数码转杯混色纱针织面料,视觉上轻快柔和,色彩细腻。数码环锭纺纱是在罗拉牵伸及加捻阶段完成纤维的混合,其本质为三原色纤维束的混合,如图3(b)所示,黄、蓝、红纤维比例为35∶30∶35的数码环锭混色纱针织面料,呈现厚重的梦幻色彩,颜色风格较粗犷。成纱机制不同,因此2种系统生产的数码纱各有千秋。
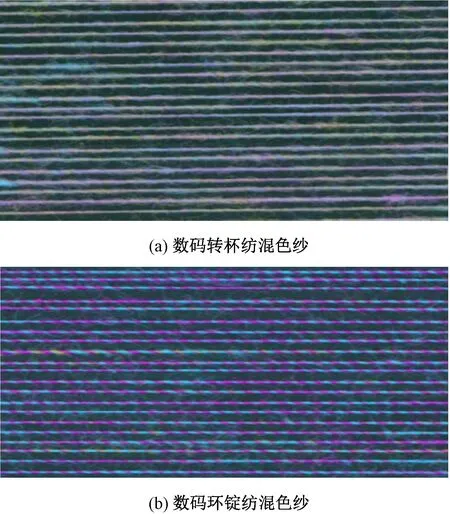
注:黄、蓝、红纤维的混色比为35∶30∶35。图3 数码纱的纤维混合特征Fig.3 Fiber blending characteristics of digital spun yarn. (a) Color blended digital rotor spun yarn; (b) Color blended digital ring spun yarn
若将3色纤维条换成3种不同纤维成分的纤维条,可生产组分变化的细纱,这对一体式无缝无痕针织面料来说尤其重要。通过对单件织物面料的CAD设计,计算特殊位置如衣领、袖口和卷边等部位纱线的长度和其在整件面料所用纱线总长中的位置,则可在线改变对应纱线片段的纤维成分,提高其服用性能。
通过对混纺比和线密度的合理控制调节,数码转杯纺可生产变色纱、竹节纱、彩节纱和双变纱等典型的纱线品种,见图4。从图中可看到数码转杯纱中不同颜色的单纤维混合均匀,颜色柔和。
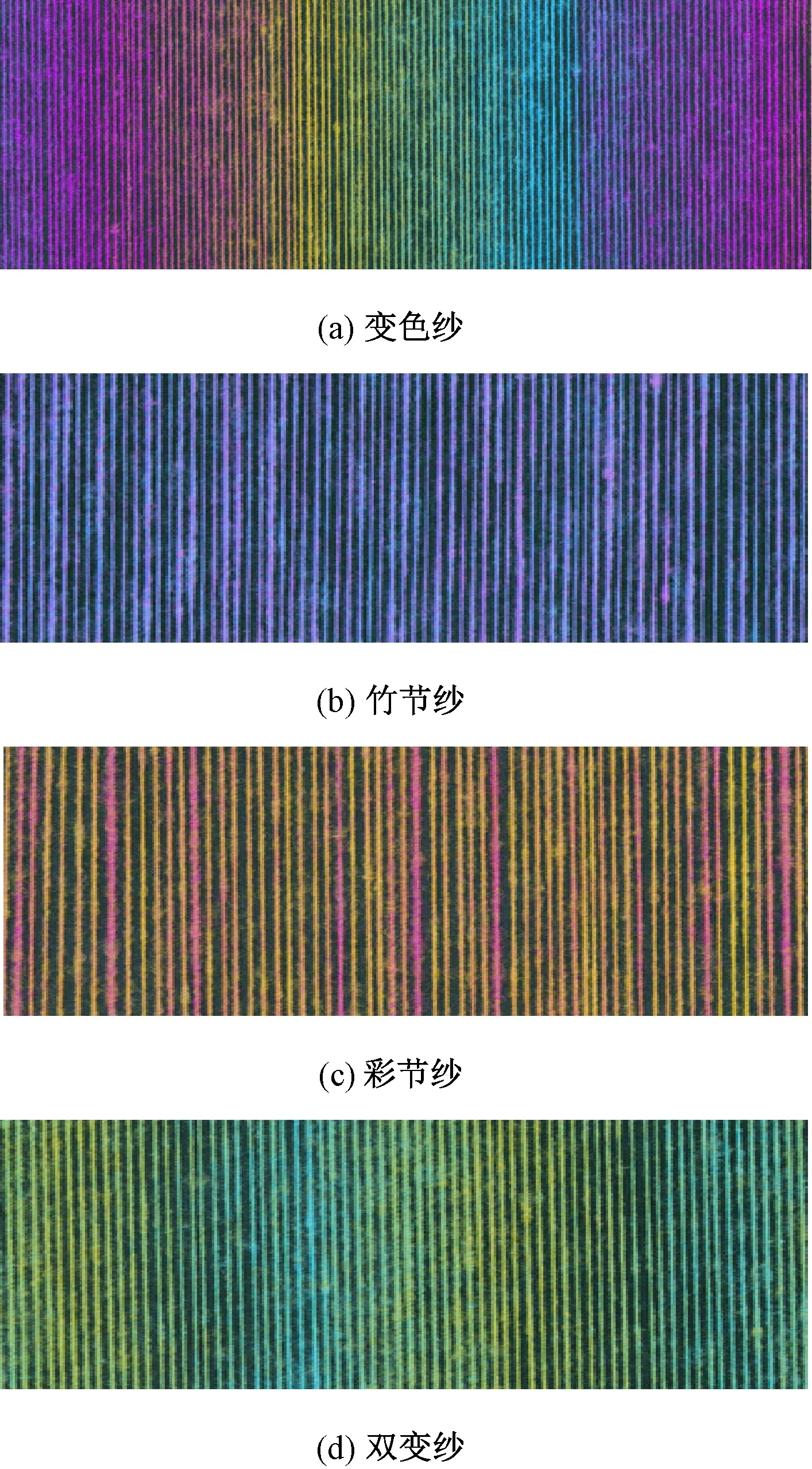
图4 数码转杯纱典型纱线品种色卡Fig.4 Color cards of typical digital rotor spun yarn. (a) Gradient melange yarn; (b) Slub yarn; (c) Color pointed melange yarn; (d) Linear density and draft ratio both changed melange yarn
从图4(a)所示的变色纱可清晰看到纱线色相由红到黄、黄到蓝、蓝到红的渐变过程。相对于染色变色纱,数码转杯纺变色纱的生产方式简便、环保,纱线色彩分布范围可准确控制,生产效率高;同时可利用较短的过渡纱连接,视觉上接近于段染效果。
图4(b)所示的竹节纱是由红、黄、蓝3色纤维条纺制的混色数码转杯纺竹节纱,纱线条干上竹节清晰。生产中竹节的长度和疏密程度等都可按照设计要求进行纺制。
图4(c)所示数码转杯彩节纱的主体偏黄,竹节偏红。在这种纺纱机构上,还可通过工艺设计在线改变竹节和基体的色彩,纺制多种色彩的竹节,使彩节纱品种更丰富;同时结合竹节的形态、疏密等变化,演绎出一种梦幻般的面料色彩。
图4(d)所示数码转杯双变纱的线密度由粗变细,再变粗的同时,纱线颜色也从黄色逐渐到蓝色,再逐渐变到黄色,故又称为两色双变纱,是线密度与颜色二者都在逐渐改变的一种花式纱线,与彩节纱都是在纱线线密度发生变化时颜色也发生了改变,不同的是双变纱的这种变化是逐渐发生的,给人以柔和感;而彩节纱的这种变化是突兀的,给人以视觉冲击,立体感更加强烈。数码转杯纺还可生产多色双变纱,且各纱段的长度可根据需要进行设计,从而生产粗细形态和色彩多样的花式纱线。
但数码转杯纺系统在增加3个独立控制罗拉之后,相当于产生了前牵伸区及相应的牵伸倍数;且采用了3个喂入点汇聚到1个输出点,牵伸隔距不同,3个牵伸区的变速点就不在同一位置,导致纤维在集合给棉罗拉处搭接不良,则纱线条干质量会下降,为此,后期会针对这个问题进行深入研究。
3 结 语
数码转杯纺系统集数码纺与转杯纺优势于一体,既有转杯纺高速、高效、短流程、原材料适用性强和服用性好等特点,同时可实现梯度配比和线密度在线可控等多种功能,在一种机型上既可实现常规转杯纺功能,也可生产多种多样的花式纱线与色纺纱,其与数码环锭纺成纱风格各具特色。在工业智能化的时代倡导下,这种数控的纱线柔性化生产方式将引领科技前沿,为纺织新产品开发提供技术支撑。本文重点介绍了数码转杯纺的成纱原理、控制系统及纱线表观形态和色彩特点,将在后续研究中进一步优化成纱机构,提高数码转杯纺系列纱线的性能,分析成纱结构和颜色混配规律。
FZXB
[1] 徐惠君,巴塔.转杯纺转杯的作用与选择[J].纺织导报,2015 (6):64-67.
XU Huijun, BA Ta. The role of rotor in rotor-spinning process and how to select it [J]. China Textile Leader, 2015(6): 64-67.
[2] 刘超,杨瑞华,王鸿博,等.转杯纺纱通道三维流场的数值模拟[J].纺织学报,2016,37(9):145-150.
LIU Chao, YANG Ruihua, WANG Hongbo, et al. Numerical simulation for 3-D flow field of rotor spinning channel [J]. Journal of Textile Research, 2016, 37(9):145-150.
[3] 冯小芳,刘艳君. 国外新型全自动转杯纺纱机自动化与智能化运用[J].纺织科技进展,2014 (5):15-18.
FENG Xiaofang, LIU Yanjun. Automation and intelligence of foreign new automatic rotor spinning machine and its application[J]. Progress in Textile Science & Technology, 2014 (5): 15-18.
[4] 高卫东,郭明瑞,薛元,等. 基于环锭纺的数码纺纱方法[J]. 纺织学报,2016,37(7):44-48.
GAO Weidong, GUO Mingrui, XUE Yuan, et al. Digital spinning method based on ring spinning [J]. Journal of Textile Research, 2016, 37(7): 44-48.
[5] 章友鹤, 周建迪, 赵连英, 等. 色纺纱线生产与工艺技术创新[J].现代纺织技术,2016,24(5):61-64.
ZHANG Youhe, ZHOU Jiandi, ZHAO Lianying, et al. Colored spun yarn production and technological innovation[J]. Advanced Textile Technology, 2016, 24(5): 61-64.
[6] 沈利利,李忠健,潘如如,等. 色纺纱线中纤维混色比例的图像检测[J]. 纺织学报,2016,37(3):138-142.
SHEN Lili, LI Zhongjian, PAN Ruru, et al. Image inspection of fiber blending percentages in colored spun yarns [J]. Journal of Textile Research, 2016, 37(3): 138-142.
[7] 严旭新,黄玉强,于文菡,等. 新型色纺精细混棉工艺流程研究[J]. 棉纺织技术,2015,43(6):49-52.
YAN Xuxin, HUANG Yuqiang, YU Wenhan, et al. New fine blending process procedure study of colored spinning[J]. Cotton Textile Technology, 2015, 43(6): 49-52.
[8] 薛元,高卫东,杨瑞华,等. 三棉条异步输入和多级分梳的转杯纺纺纱方法及装置: 中国, 201520639398.3[P].2016-04-15
XUE Yuan, GAO Weidong, YANG Ruihua, et al. Automatic online controlling linear density and blend ratio of rotor spun yarn by orderly arranged multi-opening-rollers and three independent drafting systems: China, 201520639398.3[P]. 2016-04-15
[9] 薛元,高卫东,杨瑞华,等. 三棉条异步输入和多级分梳的转杯纺纺纱方法及装置:中国,201510518853.9[P]. 2015-08-21.
XUE Yuan, GAO Weidong, YANG Ruihua, et al. Automatic online controlling linear density and blend ratio of rotor spun yarn by orderly arranged multi-opening-rollers and three independent drafting systems: China, 201510518853.9[P]. 2015-08-21.
[10] 刘超,杨瑞华,薛元,等. 转杯直径对纺纱通道内气流场影响的模拟研究[J]. 棉纺织技术,2016,44(10):24-28.
LIU Chao, YANG Ruihua, XUE Yuan, et al. Simulation research of rotor diameter effects to airflow characteristic during rotor spun process [J]. Cotton Textile Technology, 2016, 44(10): 24-28.
Mechanismandcharacteristicsofdigitalrotorspunyarn
YANG Ruihua, XUE Yuan, GUO Mingrui, WANG Hongbo, ZHOU Jian, GAO Weidong
(KeyLaboratoryofEco-Textiles(JiangnanUniversity),MinistryofEducation,Wuxi,Jiangsu214122,China)
In order to develop new varieties of yarns and improve the efficiency of yarn production, the method and principle of digital rotor spinning process were explored and the color characteristics of its products were studied. During digital rotor spinning process, three rovings were delivered into three-component asynchronous feeding rollers. Then they were combed and mixed by carding roller, mixed again in the rotor under the action of centrifugal force and condensing into sliver, and then twisted and wound to form special yarn. By this novel process, the linear density and blending ratio could be controlled online with digital controlling system. Melange yarn, gradient melange yarn, period melange yarn, slub yarn, color pointed melange yarn and yarn with changing linear density and draft ratio were produced and analyzed, respectively. It can be concluded that single fiber with different colors are well blended during spinning process, and digital yarns show soft colors.
digital rotor spun; yarn structure parameter; colorspun yarn; blended yarn
10.13475/j.fzxb.20161200604
TS 104.1
A
2016-12-04
2017-08-14
国家自然科学基金项目(51403085);中央高校基金科研业务费专项资金项目(JUSRP51631A);江苏省自然科学基金项目(BK20130148);中国纺织工业联合会应用基础研究资助项目(J201506)
杨瑞华(1981—),女,副教授, 博士。 主要从事纺织技术研究。 高卫东, 通信作者,E-mail:gaowd3@163.com。
猜你喜欢
纺织学报(2022年10期)2022-11-01
纺织学报(2022年8期)2022-08-26
纺织器材(2021年5期)2021-11-11
中国纤检(2021年9期)2021-09-30
纺织器材(2020年1期)2020-03-24
服装学报(2019年6期)2020-01-07
国际纺织导报(2019年2期)2019-05-30
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16
化纤与纺织技术(2014年1期)2014-03-30
自动化博览(2014年9期)2014-02-28