糊状钎剂浓度对其黏附行为的影响
2017-11-21 01:17杜全斌龙伟民路全彬孙华为王星星
材料工程 2017年11期
杜全斌,龙伟民,路全彬,孙华为,王星星,鲍 丽
(1 郑州机械研究所 新型钎焊材料与技术国家重点实验室,郑州 450001;2 华北水利水电大学 机械学院,郑州 450045)
糊状钎剂浓度对其黏附行为的影响
杜全斌1,龙伟民1,路全彬1,孙华为1,王星星2,鲍 丽1
(1 郑州机械研究所 新型钎焊材料与技术国家重点实验室,郑州 450001;2 华北水利水电大学 机械学院,郑州 450045)
针对糊状钎剂在钎料表面难以均匀润湿铺展的问题,采用金相显微镜、润湿角测定仪、表面张力仪等分析设备,对不同浓度糊状钎剂在钎料表面的黏附行为进行研究。结果表明:糊状钎剂的黏附层随浓度的增大而逐渐增厚,薄黏附层发生少量收缩现象,厚黏附层发生大量下滑脱落及收缩现象。对于理想表面,不同浓度糊状钎剂的黏附张力相同。对于实际表面,表面条纹槽对糊状钎剂具有附加压力作用,附加压力是黏附层收缩发生滞后现象的主要原因。随着糊状钎剂浓度的增大,附加压力和滞后阻力减小,收缩加剧。薄黏附层收缩需满足:ΔWC≥A+ΔP,即收缩现象发生与否主要取决于黏附张力和附加压力。
钎剂; 表面张力; 内聚力; 表观接触角
钎焊时,钎料表面和母材焊接面需添加一定的钎剂,用于清除母材和钎料表面的氧化物[1]。为使钎剂均匀地黏附在焊接面,钎剂的使用状态常为膏状或糊状,然而,不合理的钎剂浓度,将使糊状钎剂在钎料表面难以均匀润湿铺展,而出现团聚、下滑脱落等现象[2,3]。
糊状钎剂在钎料表面的润湿受多方面的影响。在不考虑糊状钎剂与钎料化学作用的条件下,糊状钎剂在钎料表面的润湿性能主要受两个方面的影响,一是糊状钎剂自身性能(内因),如表面张力;二是钎料表面微结构(外因)[4-8]。当钎料表面状态一定时,糊状钎剂在钎料表面的黏附性能主要取决于糊状钎剂自身性能。本工作将从糊状钎剂自身性能出发,采用金相显微镜、润湿角测定仪、表面张力仪等分析手段,研究不同浓度糊状钎剂在钎料的表面润湿性能,考察糊状钎剂在钎料表面的黏附能力及分布均匀性,以期为糊状钎剂的配制工艺提供理论依据。
1 实验材料与方法
1.1 实验材料
实验材料为轧制态片状BAg45CuZn钎料,尺寸为40mm×10mm×0.2mm,取60片钎料片,置于酒精中超声波清洗,取出后空气中晾干、备用。
实验钎剂为固体粉末状FB102银钎剂。钎剂使用时,将其与去离子水按一定浓度配制成糊状钎剂。为考察不同浓度糊状钎剂在钎料表面的润湿铺展状况,实验设定钎剂与去离子水质量分数分别为:33.3%, 50%, 66.7%, 75%。
1.2 实验内容与方法
采用Axio Scope A1金相显微镜观察钎料表面微观形貌。观察糊状钎剂在钎料表面的黏附状态,步骤如下:将钎料片浸入糊状钎剂中,待钎料完全浸入后,从糊状钎剂中缓慢取出,静置在空气中,仔细观察糊状钎剂在钎料表面的黏附行为,并用数码相机记录不同时刻糊状钎剂在钎料表面的黏附状态。将具有较薄黏附层的钎料片平放,在金相显微镜下观察糊状钎剂在钎料表面的动态润湿铺展行为。
采用JK99B全自动张力仪测定糊状钎剂表面张力,测试温度为室温25℃,测定方法采用设备提供的白金板法,每个浓度糊状钎剂测试5次,并将其平均值作为该浓度糊状钎剂的表面张力。
采用JC2000D接触角测量仪测定不同浓度糊状钎剂在钎料表面的表观接触角。采用加液器将0.2mL糊状钎剂滴在钎料表面,待液滴稳定后(约10s)测定其表观接触角,每个浓度糊状钎剂测定10滴液滴的表观接触角,并将其平均值作为该浓度糊状钎剂的表观接触角。参照文献[9,10]所述加液/减液法,测定糊状钎剂在钎料表面接触角的滞后性。
2 实验结果
2.1 糊状钎剂黏附状态
图1为不同浓度糊状钎剂在钎料表面的黏附状态。由图1可以看出,随着钎剂浓度的增加,糊状钎剂在钎料表面的黏附状态发生较大的变化。当钎剂浓度小于50.0%(质量分数,下同)时,钎料片完全浸入糊状钎剂后,其表面被液-固界面所占有,将钎料片取出时,钎料表面具有一层较薄的糊状钎剂黏附层,该黏附层处于亚稳定状态,在随后的空气静置过程中,黏附层发生少量的收缩现象。
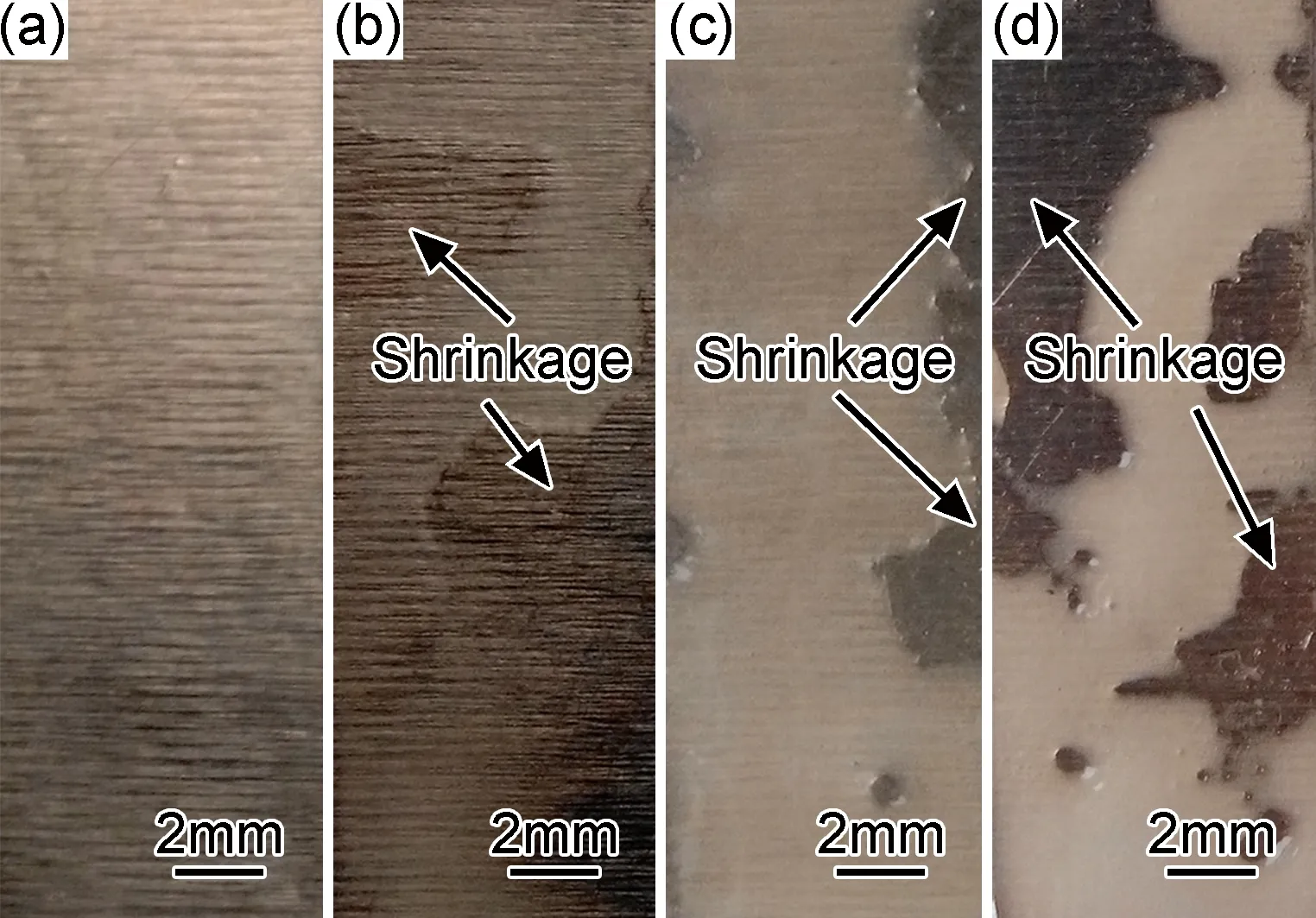
图1 糊状钎剂在钎料表面的黏附状态(a)33.3%;(b) 50.0%;(c)66.7%;(d)75.0%Fig.1 Adhesive state of paste flux suspension on surface of filler metal (a)33.3%;(b)50.0%;(c)66.7%;(d)75.0%
当钎剂浓度大于66.7%时,钎料片浸入糊状钎剂后并被取出时,钎料表面具有一层较厚的糊状钎剂黏附层,在重力作用下,钎料片两侧部分黏附层很快沿着轧制方向往中心收缩、团聚,最后脱落,钎料片表面留下一层两侧呈收缩“狼牙”形貌的较薄黏附层。进一步分析发现,该黏附层是亚稳态的,随着静置时间延长,黏附层在表面张力作用下收缩,在均匀分布的黏附层中出现形状、大小不一的收缩坑,值得关注的是这种收缩现象随着钎剂浓度的增大更加强烈。
2.2 钎料表面的微结构形貌
图2为钎料的表面微观结构形貌。由图2可以看出,钎料的表面微观结构由条纹槽带、条纹槽和“平滑区”组成,“平滑区”位于条纹槽带或条纹槽间,其宽度大小不一,一般大于条纹槽但远小于条纹槽带,条纹槽带由许多大小不一且密集的条纹槽组成,大部分条纹槽深而宽,宏观表现出钎料表面具有较大的粗糙度。
2.3 糊状钎剂的表面张力
室温25℃下,不同浓度糊状钎剂的表面张力测试结果如图3所示。由图3可以看出,随着钎剂浓度的增加,糊状钎剂表面张力呈逐渐增加的趋势。当钎剂浓度分别为33.3%, 50.0%, 66.7%和75.0%时,对应的糊状钎剂的表面张力为70.30, 73.18, 77.69mN·m-1和82.80mN·m-1。由于生产、运输和储存设备老化等原因,实验用去离子水中含有多种有机活性元素,其表面张力为66.14mN·m-1,远低于纯水的表面张力72.75mN·m-1(20℃),造成糊状钎剂表面张力测试结果偏小,但并不影响不同浓度糊状钎剂表面张力的变化趋势。
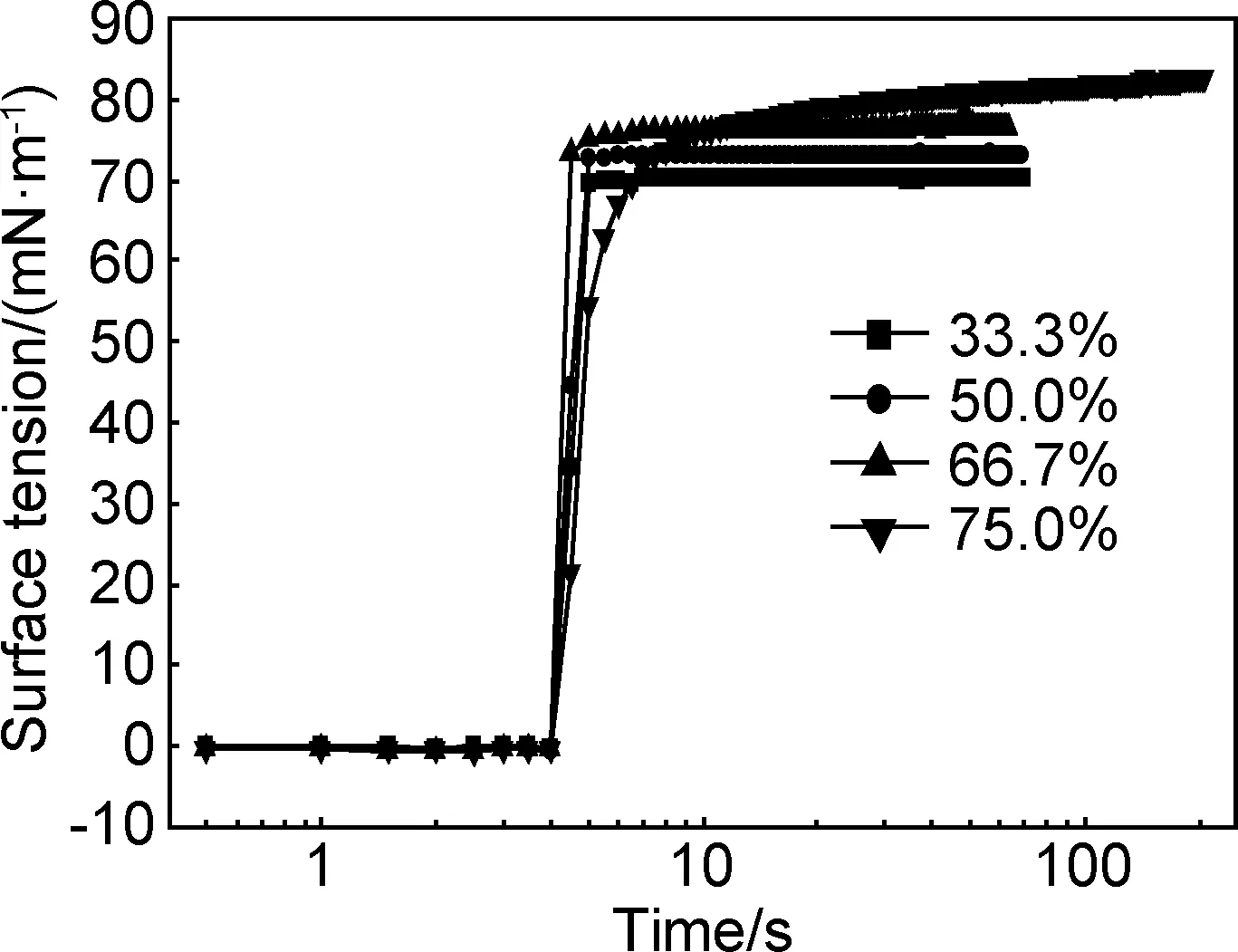
图3 糊状钎剂的表面张力Fig.3 Surface tension of paste flux
2.4 糊状钎剂的表观接触角及接触角滞后
表观接触角作为表征气-液-固界面特性的宏观参数,反映了固体表面的湿润性。不同浓度糊状钎剂在钎料表面的表观接触角影像如图4所示,测定的表观接触角结果如图5所示。
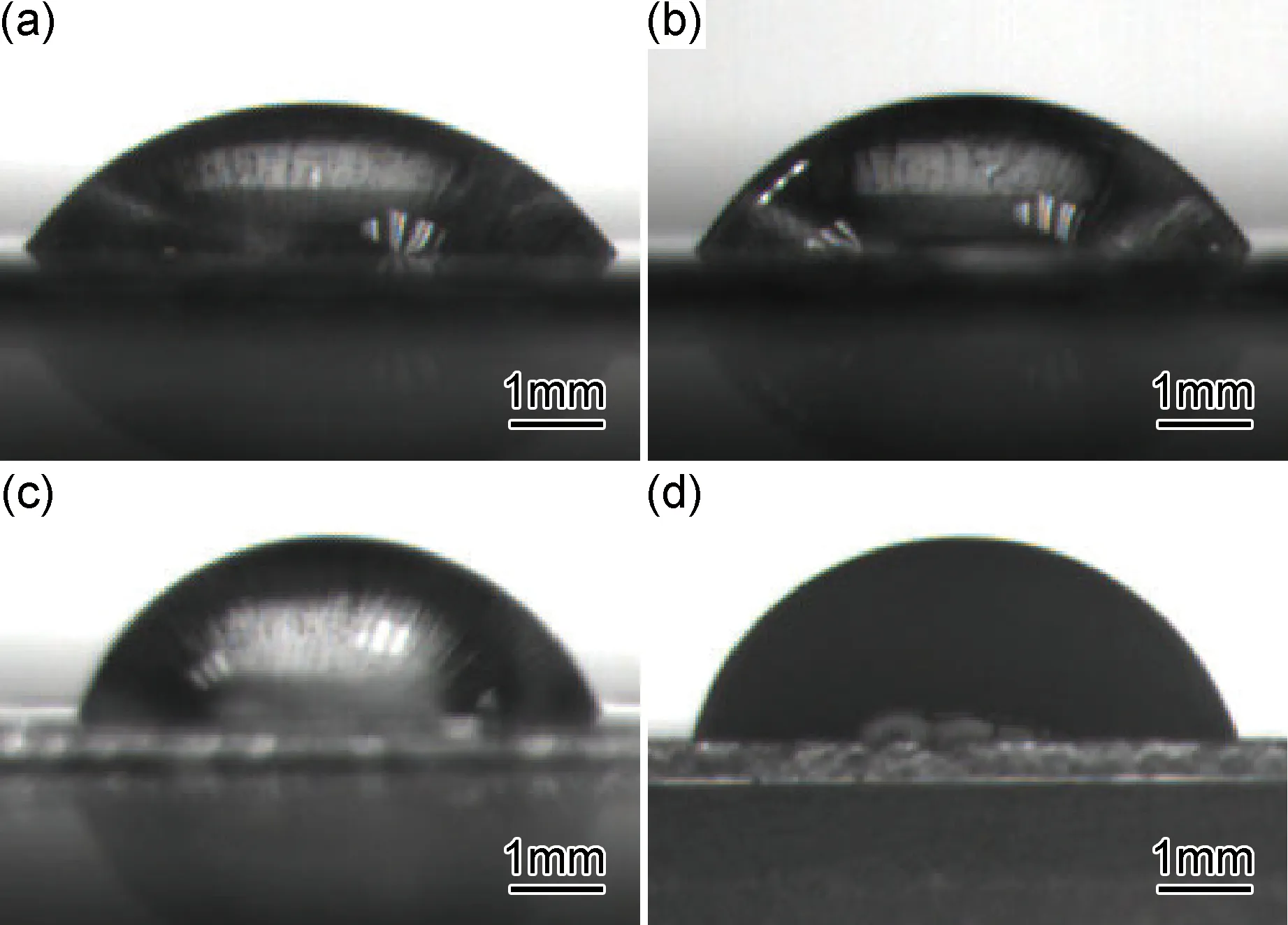
图4 糊状钎剂的表观接触角影像(a)θW=52.9°;(b)θW=59.0°;(c)θW=67.0°;(d)θW=70.4°Fig.4 Apparent contact angle of paste flux(a)θW=52.9°;(b)θW=59.0°;(c)θW=67.0°;(d)θW=70.4°
由图4, 5可以看出,糊状钎剂在钎料表面的表观接触角均小于90°,但随着钎剂浓度的增加,糊状钎剂在钎料表面的表观接触角呈逐渐增大趋势,说明实验条件下糊状钎剂可润湿钎料表面。在温度、压力、钎料表面状态一定的情况下,糊状钎剂自身性质对其润湿性具有一定的影响。
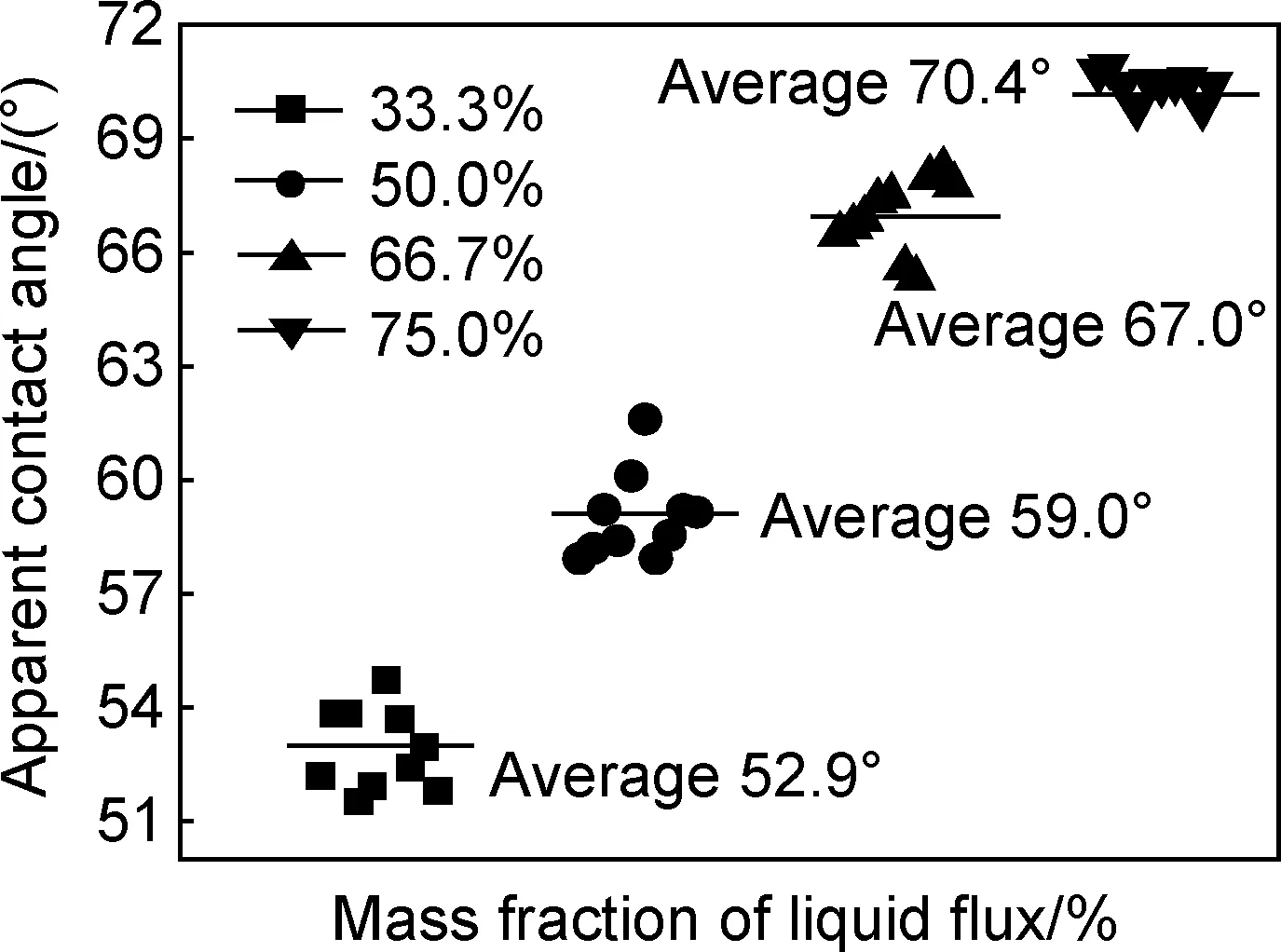
图5 糊状钎剂的表观接触角Fig.5 Apparent contact angle of paste flux
在理想表面上,固体表面的湿润性由单一的Young接触角来表征,然而实际表面上接触角是在相对稳定的前进角和后退角之间变化,两者差值就是接触角滞后,此现象称为接触角滞后现象[11]。采用加液/减液法测定不同浓度糊状钎剂在钎料表面接触角的滞后性。糊状钎剂滞后测量结果如表1所示。
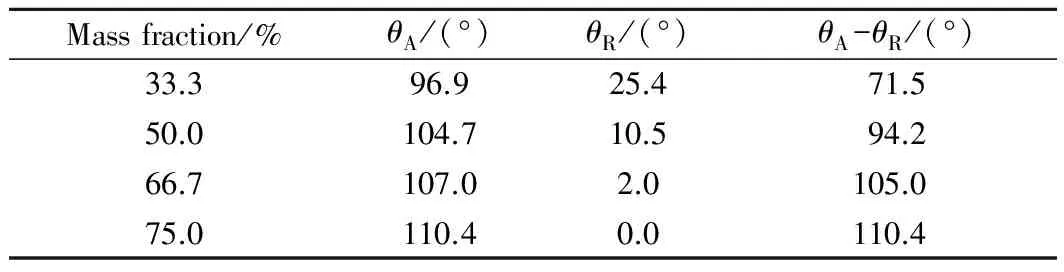
表1 糊状钎剂在钎料表面的滞后性Table 1 Hysteresis of paste flux on the surface of filler metal
由表1可以看出,随着钎剂浓度的增加,糊状钎剂在钎料表面的前进角逐渐增大,后退角减小,表现出接触角“滞后现象”逐渐加剧。在粗糙性质相同的固体表面上,液体的表面张力越大,滞后性越强[10]。因此,较大的表面张力是造成高浓度糊状钎剂呈现巨大滞后性的主要原因。
3 分析与讨论
3.1 不同浓度糊状钎剂在钎料表面的黏附张力
当钎料片浸入糊状钎剂时,钎料片表面固-气界面完全被固-液界面所代替,将浸湿驱动力称作黏附张力,记为A,其大小反应糊状钎剂在钎料表面取代气体的能力。黏附张力A的表达式如下:
A=σSG-σSL
(1)
式中:σSG为固体表面张力;σSL为固-液界面张力。将Young方程[12]代入式(1),得:
A=σLGcosθy
(2)
式中:σLG为液体表面张力;θy为本征接触角。由式(2)可知,黏附张力A主要取决于σLG和θy。根据王晓东提出的滞后张力模型[13-15],在钎料表面条纹凹槽内没有集气时,Young接触角、前进角和后退角满足如下方程:
cosθy=(cosθA+cosθR)/2
(3)
式中:θA为前进角;θR为后退角。将测定的不同浓度糊状钎剂前进角和后退角代入式(3),可求得不同浓度糊状钎剂在钎料表面的θy。将θy与表面张力σLG代入式(2),可计算黏附张力A,结果如表2所示。
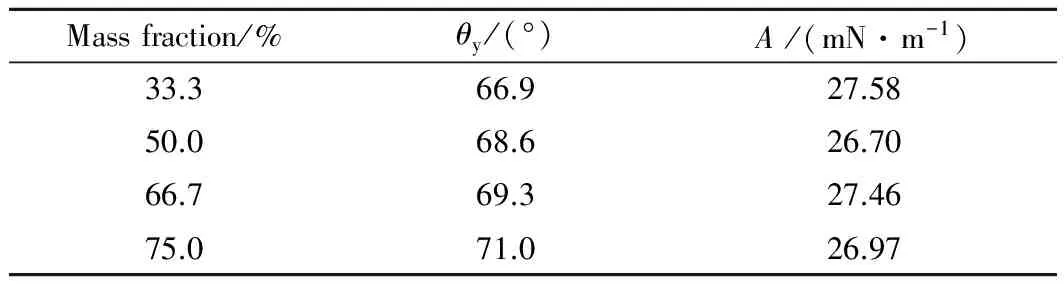
表2 糊状钎剂的θy和黏附张力ATable 2 θy and adhesion tension A of paste flux
由表2可知,随着钎剂浓度的增加,糊状钎剂在钎料表面的本征接触角θy缓慢增加,增加幅度较小;而黏附张力A基本相同。可见对于理想固体表面,增加钎剂浓度将引起糊状钎剂表面张力的增加和本征接触角的缓增,两者综合表现出糊状钎剂在钎料表面的黏附张力相同,即不同浓度的糊状钎剂在钎料表面取代气体的能力相同。
3.2 钎料表面微结构对糊状钎剂收缩作用机理
将具有薄黏附层的钎料片平放,在光学显微镜下观察黏附层中糊状钎剂的动态收缩行为,如图6所示。由图6可以看出,钎料表面微观结构对糊状钎剂的收缩行为具有较大的影响,钎料表面的条纹槽带以及大而深的条纹槽对糊状钎剂的收缩具有滞后阻力作用,而“平滑区”对收缩行为的滞后阻力较小,这种不均匀的滞后阻力导致三相界面线呈不规则的“狼牙”形貌。仔细观察图6发现,宏观上看条纹槽带处三相界面线呈平直状,而将其放大可以看到三相界面线为较小的“锯齿状”,这说明条纹槽带对糊状钎剂的滞后阻力是众多条纹槽共同作用的结果,与相关文献[16,17]观察现象相同。
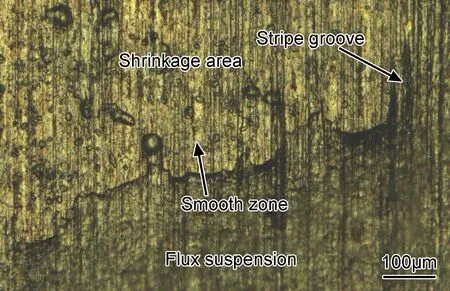
图6 糊状钎剂收缩后静态形貌图Fig.6 Static topography after shrinkage of paste flux
对三相界面线处糊状钎剂微区进行受力分析如图7所示。条纹槽对糊状钎剂的滞后阻力主要来源于条纹槽中糊状钎剂弧状液面的附加压力。当糊状钎剂微区处于平衡状态时,则:
ΔP+σSG=σLGcosθW+σSL
(4)
将Young方程代入式(4)并整理,可得:
ΔP=σLG(cosθW-cosθY)
(5)
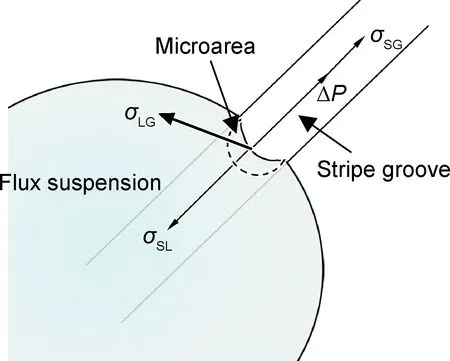
图7 糊状钎剂微区进行受力分析Fig.7 Stress analysis on microarea of paste flux
根据Laplace方程知:ΔP=2σ/r,可见附加压力与表面张力成正比,与界面曲率半径成反比。假定糊状钎剂在条纹槽中形成的曲率半径等于条纹槽宽度,那么附加压力大小主要取决于条纹槽宽度和糊状钎剂表面张力,而本研究采用钎料具有相同的表面结构信息,因此附加压力取决于糊状钎剂表面张力。
由于ΔP≥0,结合式(5)可知,表观接触角恒小于本征接触角。将θW和θy代入式(5)可求出不同浓度糊状钎剂在钎料表面的附加压力,其结果见表3。由表3可以看出,随着钎剂浓度的增加,条纹槽对糊状钎剂的附加压力逐渐减小,这也是高浓度糊状钎剂更容易团聚脱落的原因之一。
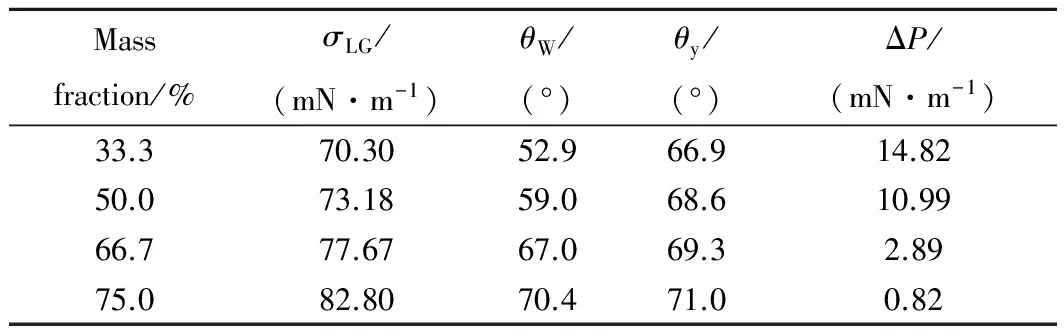
表3 糊状钎剂在钎料表面的附加压力Table 3 Additional pressure of paste flux on surface of filler metal
3.3 不同浓度糊状钎剂黏附行为综合分析
图8为薄黏附层收缩行为示意图。由图8可以看出,当钎料片浸入低浓度的糊状钎剂时,糊状钎剂很快在钎料表面浸湿,在钎料片取出瞬间,钎料表面形成一层较薄的钎剂黏附层,由于黏附张力和条纹槽附加压力的存在,该黏附层在重力作用下不能团聚脱落,因此该黏附层相对稳定,但在随后的空气静置过程中,黏附层发生少量的收缩现象,黏附层侧缘呈现收缩“狼牙”形貌,中心出现收缩坑。这种收缩现象分析如下:其一,实验用钎剂除部分溶于水之外,还存在微颗粒悬浮于水中。由于糊状钎剂中电离离子和悬浮微颗粒具有强烈的溶剂化,其表面钎剂浓度远低于内部浓度,因此黏附层侧缘钎剂浓度往往较低,呈现出小浓度微区,小浓度微区受到内部较大的内聚力WC作用,促使小浓度微区的收缩,见图8(b);其二,糊状钎剂中分子、离子不停地做无规则运动,悬浮微颗粒做布朗运动,而这种运动造成内部本来均匀分布的钎剂具有一定的浓度起伏,当一微区浓度低于周围区域浓度时,周围区域对微区具有较大的内聚力WC作用,当微区拓宽至一定程度,微区收缩形成收缩坑,见图8(b)和图8(c);其三,在较薄钎剂黏附层的静置过程中,观察发现,黏附层的厚度不均匀,黏附层中薄区受到周围厚区的内聚力作用,当厚度差达到一定程度,薄区所受内聚力促使其收缩形成收缩坑,见图8(b)和图8(c)。
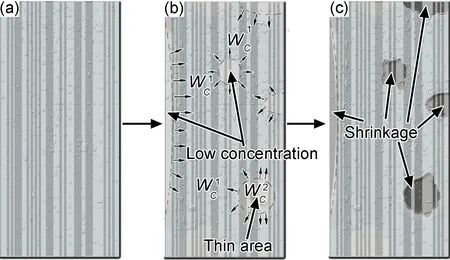
图8 较薄黏附层收缩行为示意图(a)初始未收缩;(b)静置未收缩;(c)静置收缩Fig.8 Diagram of shrinkage behavior of thin adhesive layer(a)unshrinkage behavior in initial;(b)unshrinkage behavior in standing;(c)shrinkage behavior in standing
基于以上分析可认为,静置过程中,较薄黏附层发生收缩现象应满足关系式:
(6)

(7)
由式(7)可以看出,薄黏附层发生收缩现象只需要收缩区与周围糊状钎剂内聚力之差大于黏附张力和附加压力之和。由前述分析知,不同浓度糊状钎剂黏附张力A相同,即黏附张力对收缩现象影响不大,因此收缩现象主要受糊状钎剂附加压力的影响。当钎剂浓度较小时,附加压力大,较难发生收缩;当钎剂浓度较大时,附加压力小,黏附层很容易发生收缩,该分析结果与实验现象具有良好的对应关系。
图9为较厚黏附层收缩行为示意图。由图9可以看出,当钎料片浸入高浓度的糊状钎剂时,钎料片表面形成一层较厚的钎剂黏附层。仔细观察发现,该黏附层可分为靠近钎料的黏附层Ⅰ和外侧黏附层Ⅱ,黏附层Ⅱ很不稳定,在重力矩作用下很快下滑团聚、脱落。在黏附层Ⅱ脱落过程中,黏附层Ⅰ受黏附层Ⅱ内聚力作用,促使黏附层Ⅰ侧缘部位或中心微区发生团聚、收缩,致使钎料表面侧缘呈现大面积的 “狼牙”形貌,中心出现收缩坑,与前面分析相吻合。黏附层Ⅱ完全脱落后,黏附层Ⅰ仍能发生进一步的收缩现象,其收缩机理与薄黏附层相同。
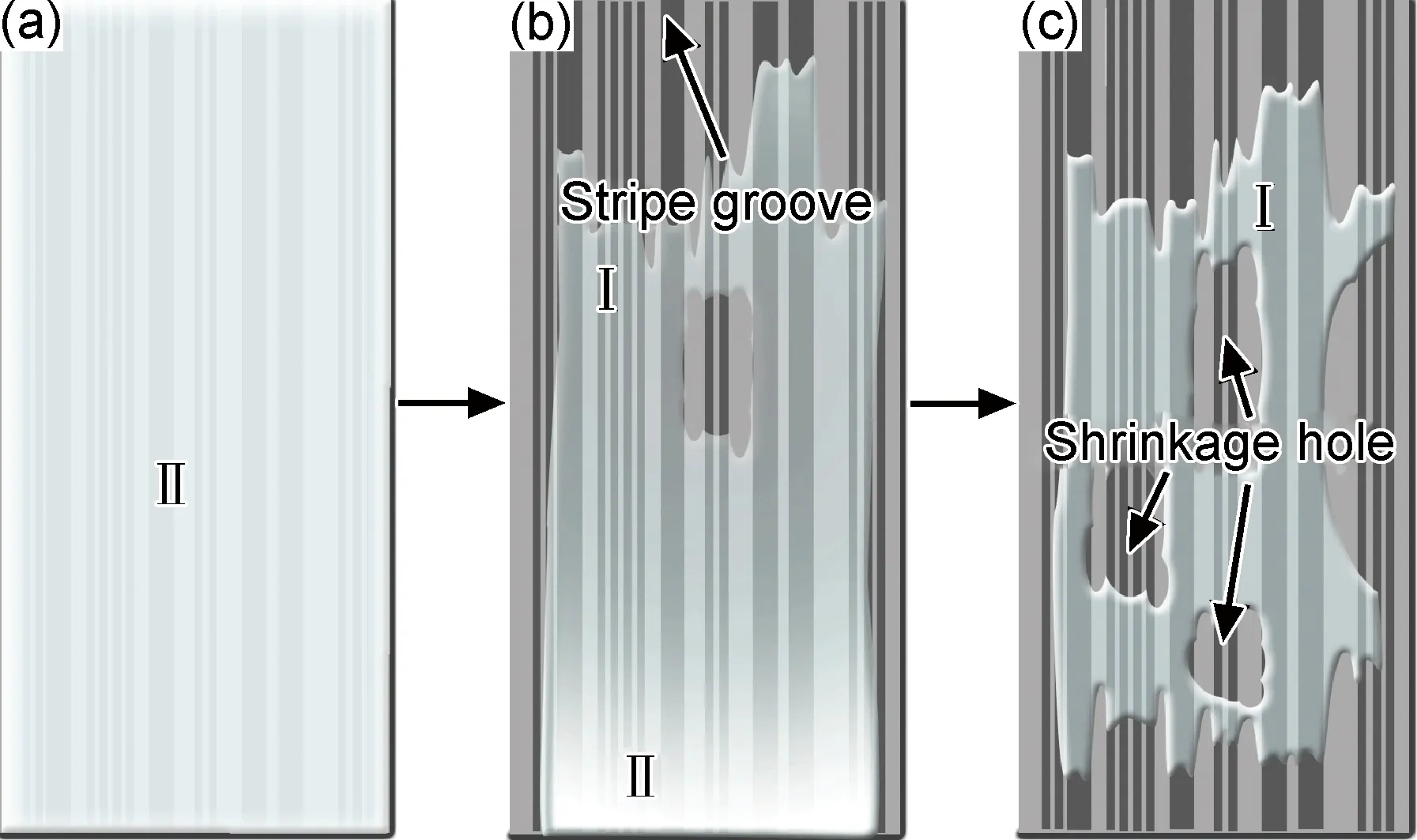
图9 较厚黏附层收缩行为示意图(a)脱落前;(b)脱落中;(c)静置收缩Fig.9 Diagram of shrinkage behavior of thick adhesive layer(a)before the falling off;(b)in the falling off;(c)standing
4 结论
(1)钎料片浸湿糊状钎剂的黏附层随钎剂浓度的增加而逐渐增厚。当黏附层较薄时,黏附层在静置过程中发生少量收缩现象。当黏附层较厚时,可分为靠近钎料的黏附层Ⅰ和外侧黏附层Ⅱ,黏附层Ⅱ在重力矩作用下团聚、下滑脱落,并促使黏附层Ⅰ侧缘部位或中心微区发生团聚、收缩,黏附层Ⅰ静置时能发生进一步的收缩现象。
(2)对于理想固体表面,增加钎剂浓度将引起糊状钎剂表面张力的增加和本征接触角的缓增,但不同浓度的糊状钎剂在钎料表面取代气体的能力相同。
(3)钎料表面微结构对糊状钎剂的收缩具有滞后阻力作用,该阻力主要为条纹槽附加压力。随着钎剂浓度的增加,条纹槽对糊状钎剂的附加压力减小,滞后阻力减小。
(4)薄黏附层发生收缩现象需满足:ΔWC≥A+ΔP,即收缩区与周围糊状钎剂内聚力之差大于黏附张力和附加压力之和。
[1] 龙伟民,乔培新,曾大本,等.自钎剂铝钎料的研制与应用前景[J].焊接技术,2002,35(5):33-34.
LONG W M,QIAO P X,ZENG D B,et al. Development and application of self-flux aluminum brazing metal[J]. Welding Technology,2002,35(5):33-34.
[2] 龙伟民,路全斌,何鹏,等. 钎焊过程原位合成Al-Si-Cu合金及接头性能[J]. 材料工程,2016,44(6):17-23.
LONG W M, LU Q B, HE P, et al.Insitusynthesis of Al-Si-Cu alloy during brazing process and mechanical property of brazing joint[J]. Journal of Materials Engineering, 2016, 44(6): 17-23.
[3] 周许升,龙伟民. 不锈钢软钎焊用钎料和钎剂的研究[J]. 焊接,2014,(1):50-53.
ZHOU X S,LONG W M. Study on solder and flux for soldering stainless steel[J]. Welding,2014,(1):50-53.
[4] GERDES S,CAZABAT A M,STRÖM G,et al. Effect of surface structure on the spreading of a PDMS droplet[J]. Langmuir, 1998,14(24):7052-7057.
[5] MIWA M,NAKAJIMA A,FQISHIMA A,et a1.Effects of the surface roughness on sliding angles of water droplets on superhydrophobic surfaces[J]. Langmuir,2000,16(13): 5754-5760.
[6] BICO J,TOREUX C,QUERE D.Rough wetting[J]. Eur Phys Lett,2001,55(2): 214-220.
[7] ISHINO C,OKUMURA K,QUERE D. Wetting transitions on rough surfaces [J]. Europhys Lett,2004,68(3):419-425.
[8] 杜全斌,龙伟民,路全斌,等. 钎料表面微结构对糊状钎剂粘附性的影响[J]. 焊接学报,2017,38(2):37-40.
DU Q B, LONG W M, LU Q B, et al. Effect of surface microstructure on adhesive ability of flux suspension[J].Transactions of the China Welding Institution, 2017,38(2):37-40.
[9] 冯晓娟,石彦龙,杨武. 材料表面的润湿性[J]. 化学通报,2014,77(5):418-424.
FENG X J,SHI Y L,YANG W. Wettability of material surface[J]. Chemical Bulletin,2014,77(5):418-424.
[10] EXTRAND C W,KUMAGAI Y. An experimental study of contact angle hysteresis[J]. Journal of Colloid and Interface Science,1997,191(2):378-383.
[11] 王晓东,彭晓峰,闵敬春,等. 接触角滞后现象的理论分析[J]. 工程热物理学报,2002,23(1):67-70.
WANG X D,PENG X F,MIN J C,et al. Hysteresis of contact angle at liquid-solid interface[J]. Journal of Engineering Thermophysics,2002,32(1):67-70.
[12] 陈建勋,赵兴科,刘大勇,等. 电子封装用SnAgCu系无铅钎料的研究进展[J]. 材料工程,2013(9):91-97.
CHEN J X, ZHAO X K, LIU D Y, et al. Research development of SnAgCu system lead-free solders in electronics packing[J]. Journal of Materials Engineering, 2013(9): 91-97.
[13] PROMRAKSA A,CHEN L J. Modeling contact angle hysteresis of a liquid droplet sitting on a cosine wave-like pattern surface[J]. Journal of Colloid and Interface Science,2012,384(1):172-181.
[14] WANG X D,PENG X F,MIN J C,et al. Hysteresis of contact angle at liquid-solid surface[J]. Journal of Basic Science and Engineering,2001,9(4):343-353.
[15] WANG X D,PENG X F,LEE D J. Dynamic wetting and stress singularity on the contact line[J]. Science in China E,2003,46(4):407-417.
[16] JUNG Y C,BHUSHAN B. Wetting behaviour during evaporation and condensation of water microdroplets on superhydrophobic patterned surfaces[J]. Journal of Microscopy,2008,229(1):127-140.
[17] ZHONG Y F,JACOBI A M,GEORGIADIS J G,et al. Effects of surface chemistry and groove geometry on wetting characteristics and droplet motion of water condensate on surfaces with rectangular microgrooves[J]. International Journal of Heat and Mass Transfer,2013,57:629-641.
国家国际科技合作计划项目(2015DFA50470)
2015-10-26;
2017-05-26
龙伟民(1966-),男,研究员,博士生导师,研究方向:新型钎焊材料、钎焊工艺及钎焊设备,联系地址:河南省郑州市高新技术开发区科学大道与红松路郑州机械研究所新型钎焊材料与技术国家重点实验室(450001),E-mail:brazelong@163.com
(本文责编:杨 雪)
Effect of Paste Flux Concentration on Adhesion Behavior
DU Quan-bin1,LONG Wei-min1,LU Quan-bin1,SUN Hua-wei1, WANG Xing-xing2,BAO Li1
(1 State Key Laboratory of Advanced Brazing Filler Metals and Technology, Zhengzhou Research Institute of Mechanical Engineering,Zhengzhou 450001, China;2 School of Mechanical Engineering,North China University of Water Resources and Electric Power,Zhengzhou 450045,China)
In view of the problem that paste flux is difficult to spread uniformly on the surface of filler metal, the adhesion behavior of the different concentrations of paste flux on the surface of filler metal was studied by the equipment of OM, wetting angle tester and surface tensiometer. The results show that adhesive layer is gradually thickened with the increase of the concentration of paste flux. A small amount of shrinkage appears in the thin adhesive layer. however, mass paste flux slides off filler metal when adhesive layer is thicker, accompanying by severe aggregation and shrinkage. For the ideal surface, the adhesive tension of paste flux with different concentrations of paste flux is the same. For the actual surface, the stripe groove additional pressure is formed when paste flux wets stripe groove, and the additional pressure is the main reason for the lagging phenomenon of the shrinkage of the adhesive layer. With the increase of paste flux concentration, the additional pressure decreases, the hysteresis resistance decreases, and the shrinkage increases. A relationship is satisfied when the shrinkage takes place in thin adhesive layer, this is ΔWC≥A+ΔP. Whether the shrinkage occurs mainly depends on the adhesion tension and the additional pressure.
flux;surface tension;cohesion force;apparent contact angle
10.11868/j.issn.1001-4381.2015.001277
TG142
A
1001-4381(2017)11-0096-06
猜你喜欢
科学大众(2019年8期)2019-10-21
家庭医药(2019年1期)2019-01-30
养生保健指南(2016年12期)2017-01-06
功能材料(2016年10期)2016-11-12
当代化工研究(2016年10期)2016-04-11
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
妇女生活(2016年1期)2016-01-14