农产品加工废水预处理方法研究
2017-11-13 04:52肖中新韩厚强
农产品加工 2017年20期
肖中新,韩厚强
农产品加工废水预处理方法研究
肖中新1,韩厚强2
(1.安徽省环境监测中心站,安徽合肥 230071;2.安徽南风环境工程技术有限公司,安徽合肥 230001)
提出了一种针对高盐、高氨氮、高有机溶剂、高毒性农产品(香精香料、添加剂、化肥等)加工废水预处理的方法。该方法通过混凝反应沉淀、微电解反应、芬顿反应和MVR(Mechanical Vapor Recompression)蒸发等工序对废水进行预处理后,可有效减少后续废水中的细小悬浮物、低沸有机物含量,并避免MVR蒸发器在运行过程中出现泡沫的现象,从而确保MVR蒸发器正常运行。此外,可将有机氮转化为氨氮,控制氮在废水中存在的形式,将大部分氨氮以氯化铵的形式结晶出系统,从而降低了后续冷凝液生化处理时的氨氮负荷。该方法与传统处理工艺相比,不仅有效改善了出水水质,而且确保了污水处理系统运行的稳定性。
污水预处理;农产品加工废水;混凝反应;微电解反应;芬顿反应;MVR
0 引言
当前,优化污水预处理新术是提高各类复杂废水处理效果的关键。传统的农产品加工废水处理工艺,在实际运行过程中存在化工废水成分复杂、含多种复杂的低沸点有机溶剂、蒸发过程中泡沫严重影响蒸发器的正常运行等核心问题[1]。此外,常规工艺中由于废水全盐量的增加,抑制了后续生化处理;并且由于废水经蒸发器处理后排出的冷凝水中低沸有机物成分复杂、有机氮含量高,再经过微电解[2]、芬顿反应器[3]、混凝反应沉淀[4-5]等处理单元后,会导致废水中的氨氮及总氮含量增加,极大地增加了后续生化系统负荷。考虑到传统工艺中存在的这些不足,提出了一种针对农产品加工废水的预处理方法,以期提高废水处理效率,并保障系统运行的稳定性。
1 污水水质分析
1.1 污水来源及其性质
污水样本来源于安徽某农产品公司(生产加工香精香料、添加剂、化肥等)在生产过程中产生的项目废水,主要包括工艺废水、地面冲洗水、初期雨水和职工生活污水等。其中,工艺废水主要来源于香料生产过程中产生的升华废水、三氯蔗糖产生的生产废水和DMF(N,N-二甲基甲酰胺)废水。
1.2 污水排放量及处理规模设计
污水组分及其排放量见表1,污水进水水质见表2,设计出水水质见表3。

表1 污水组分及排放量/m·3d-1

表2 污水进水水质/mg·L-1

表3 设计出水水质
其中污水预处理设计规模:Qd=1 000 m3/d;生化处理设计规模:Qd=3 000 m3/d。
2 污水处理工艺
2.1 传统污水处理工艺简介
传统工艺流程针对高盐、高氨氮、高有机溶剂、高毒性类农产品加工废水,一般首先采用蒸发除盐,再根据排出冷凝水的特点增加微电解或芬顿氧化等处理单元。具体工艺流程如下:废水→蒸发器→微电解反应器→芬顿反应器→混凝沉淀反应→上清液生化处理。
2.2 改进的污水处理工艺
在分析传统污水处理工艺不足的基础上,提出了一种新型的污水处理流程。所提出的工艺经过大量试验,改进了处理单元逻辑,将废水依次经过混凝反应沉淀处理、微电解反应处理、芬顿反应处理,最后经由MVR蒸发处理[6]。其中,混凝反应沉淀处理采用PAC作为混凝剂,投加量为98~102 mg/L;PAM作为助凝剂,投加量为9~11 mg/L;混凝反应沉淀的pH值通过硫酸调节控制在6~9;微电解反应处理采用桶体结构的升流接触反应器,在反应器内自下而上依次设置配水区、反应区、分离区,配水区所在的桶壁上设有进水口、压缩空气进口,反应区内填充有微电解填料,废水由配水区均匀进入反应区内再由分离区分离,分离区直径为所述反应区直径的1.2~1.4倍;微电解反应处理过程中则控制pH值在2.8~3.2;芬顿反应处理过程中 H2O2投加量9~10 g/L,FeSO4投加量 180~220 g/L,PAM 投加量为4~6 mg/L,并由硫酸调节控制pH值在2.8~3.2;最后在MVR蒸发处理过程中,控制pH值在5~6。
2.3 污水处理工艺流程
主要分为预处理工艺、生化处理工艺和污泥处置3个部分[6-7]。
污水处理工艺流程见图1。
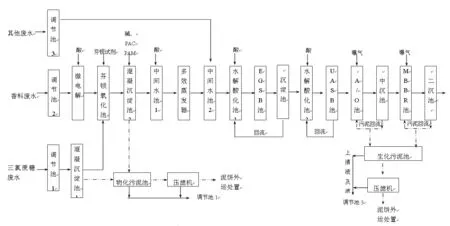
图1 污水处理工艺流程
(1)预处理工艺。三氯蔗糖废水先泵至调节池1均质均量,后泵至混凝沉淀池1,调节至适宜的pH值后投加PAC和PAM,去除大部分的悬浮污染物,后自流至芬顿氧化池;香料废水由车间排污口泵至调节池2均质均量,后泵至微电解反应器,进行开环断链,去毒性,铁碳反应完成后进入芬顿氧化池,与三氯蔗糖废水混合,去除污染物的同时提高生化性,氧化反应完成后进入混凝沉淀池2,调节pH值至中性,投加混凝剂和助凝剂进行混凝沉淀,上清液进入中间水池,通过多效蒸发器,除盐的同时去除部分COD,出水冷却处理后泵至水解酸化池1。
(2)生化处理工艺。水解酸化池1中调节pH值和温度等,为厌氧反应提供良好的条件。出水泵至EGSB反应器,将大部分大分子有机污染降解为短链或是小分子有机污染物,厌氧出水进入沉淀池,防止污泥流失,出水自流至水解酸化池2,并再次调节pH值,为下一步反应提供有力条件。出水泵至UASB反应器,再一次进行开环断链,降解有机物的反应,厌氧反应完成后,进入A/O池,经过硝化反硝化反应后去除大部分的COD及氨氮,出水经过中沉池进行泥水分离,上清液再进入MBBR池,通过生物降解COD高效去除有机污染物,保证出水达标。MBBR出水二沉池,泥水分离后上清液达标排放。中沉池设置污泥回流至A池;二沉池设置污泥回流至MBBR池。
(3)污泥处置。物化反应产生的物化污泥进入物化污泥池,后泵至叠螺压滤机。物化污泥池上清液及压滤机滤液进入调节池3;生化产生的污泥进入生化污泥池,后泵至生化叠螺压滤机,上清液及压滤机滤液进入中间水池1。
2.4 污水处理工艺优势
根据上述流程分析可知,传统预处理工艺改进后,混凝反应沉淀处理能够去除化工废水中的悬浮物,可有效避免化工废水中的悬浮物堵塞后续工艺中的微电解反应器,还可以减少后续芬顿反应药剂的消耗量。同时,混凝反应沉淀处理具有设备费用低、处理效果好,操作管理简单等优点。
微电解反应处理、芬顿反应[7]处理可使废水中的难降解的有机物得到降解,并使废水中大量低沸点有机物被氧化分解,为后续MVR蒸发处理的稳定运行创造条件,避免蒸发过程中起泡。
MVR蒸发处理可将废水中的钠盐、钾盐、铵盐等盐分去除,该工序为冷凝液生化处理前的最后一道工序,可确保进入后续冷凝液生化处理系统的全盐量、氯离子含量在控制范围内污水处理效果。
3 试验分析
通过对废水预处理相应工序和工艺参数的调整,采用上述工艺对安徽某公司农产品加工废水进行设计处理,在应用生产前,经过多次试验,最终在生产中成功应用,废水中悬浮物去除率在80%以上,主要污染物COD去除率达到40%以上,比传统预处理工艺处理效率(30%左右)提高10%以上。
污水处理站进、出水水质见表4。

表4 污水处理站进、出水水质
4 结论
针对高盐、高氨氮、高有机溶剂、高毒性农产品(香精香料、添加剂、化肥等)加工废水,提出了一种依次通过混凝反应沉淀、微电解反应、芬顿反应处理和MVR蒸发的农产品加工废水预处理方法。相较于传统工艺流程,所提出的预处理方法对于各处理单元都有显著的改善效果,废水中悬浮物预处理效率大于80%,COD预处理效率较传统的30%能提高10%,达到40%以上。所提出的新型污水处理方法与传统处理工艺相比,可有效提高系统运行的稳定性,降低设备维护次数,并且极大地减少了反应药剂添加量,蒸发所需热源需求也明显降低。且经生产实践表明,改进预处理工艺后,整个系统运行起来具有如下特点。
(1)混凝反应沉淀处理在去除废水中悬浮物的同时,可以有效减少后续芬顿反应药剂的消耗量。
(2)微电解反应处理和芬顿反应处理使废水中难降解的有机物得到降解,并使废水中大量低沸点有机物被氧化分解,为后续MVR蒸发处理的稳定运行创造条件,避免蒸发过程中起泡。废水先经微电解和芬顿反应处理可在进入MVR蒸发器前将有机氮转化为氨氮,控制氮在废水中存在的形式,使大部分氨氮以氯化铵的形式结晶出系统,从而降低了后续冷凝液生化处理时的氨氮负荷。
(3)MVR蒸发处理可将废水中的钠盐、钾盐、铵盐等盐分去除,确保进入后续冷凝液生化处理系统的全盐量、氯离子含量在控制范围内。
[1]曹志全.微电解反应处理化工废水的实验研究 [J].科技创新导报,2011(35):118-119.
[2]周立辉.H2O2预氧化对Fe/C微电解处理油田压裂废水的作用研究 [J].西安建筑科技大学学报(自然科学版),2009,41(6):867-870.
[3]谭茜,胡淑恒,朱承驻.微电解-氧化法处理微污染水研究 [J].合肥工业大学学报(自然科学版),2008(6):902-904,908.
[4]李志军,汪苹,张晓东,等.垃圾渗滤液生化处理出水混凝实验研究 [J].北京工商大学学报(自然科学版),2008(1):5-8.
[5]黄洁阳,刘晓珊,梁俊贤.混凝法处理低温高浊度原水的适应性研究 [J].广东化工,2017,44(6):64-65.
[6]王海,张峰榛,王成端,等.MVR技术处理高盐废水工艺的模拟与分析 [J].环境工程,2015,33(10):35-37,54.
[7]伍晓洪.微电解-Fenton技术在工业废水处理中的应用进展 [J].资源节约与环保,2015(6):39.◇
Research on Pretreatment Method of Wastewater for Agricultural Products Processing
XIAO Zhongxin1,HAN Houqiang2
(1.Anhui Environmental Monitoring Center,Hefei,Anhui 230071,China;2.Anhui Nanfeng Environmental Engineering Tech Co.,Ltd.,Hefei,Anhui 230001,China)
This paper proposed a pretreatment method for high salt,high ammonia nitrogen,high organic solvent and highly toxic chemical sewage.Through the coagulation reaction precipitation treatment,micro-electrolysis reaction,Fenton reaction treatment,MVR (Mechanical Vapor Recompression) evaporation treatment can effectively reduce the chemical waste water in the small suspended solids,low boilin organic content,reduce the MVR evaporator in the course of the operation Foam,so as to ensure the normal operation of the MVR evaporator,while the organic nitrogen can be converted into ammonia nitrogen,nitrogen control in the form of waste water,most of the ammonia nitrogen in the form of ammonium chloride crystallization system,thereby reducing the subsequent condensate biochemical the ammonia load during processing.Compared with the conventional treatment process,the treatment result of the chemical waste water not only improves the water quality of the effluent,but also the stability of the whole system operation is also guaranteed.
wastewater pretreatment; agricultural products processing wastewater; coagulation reaction; microelectrolysis;Fenton reaction;MVR
X703.1
A
10.16693/j.cnki.1671-9646(X).2017.10.035
1671-9646(2017) 10b-0018-03
2017-08-15
肖中新(1971— ),男,硕士,高级工程师,研究方向为环境监测管理、环境污染防治和环境评价。
猜你喜欢
城市道桥与防洪(2022年5期)2022-06-25
包装学报(2022年2期)2022-05-13
供水技术(2022年1期)2022-04-19
供水技术(2022年1期)2022-04-19
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
中国资源综合利用(2017年3期)2018-01-22
中国资源综合利用(2017年2期)2018-01-22
中国资源综合利用(2017年2期)2018-01-22
制造技术与机床(2017年12期)2017-02-02
中国工程咨询(2017年7期)2017-01-31