基于自动化控制技术的电源车软件设计
2017-11-08 05:46:52北京航天发射技术研究所黄惠芬
电子世界 2017年20期
北京航天发射技术研究所 黄惠芬
基于自动化控制技术的电源车软件设计
北京航天发射技术研究所 黄惠芬
为了提高装备的现代化水平,提升产品的科技含量,某电源车采用自动化控制技术设计,提升了电源车自动化水平。
电源车;自动化控制
1.引言
某电源车包括发电机组,控制柜,配电柜和输出配电盘等,采用双机并联或单机工作为其他设备提供合格的工频电源。电源车一般都是手动操作,通过人工观察仪表判断发电机组及配套设备工作是否正常。为了提高装备的自动化水平,某电源车采用自动化控制技术减轻操作手的工作强度和降低人工误判率。
在自动控制领域,单片机、PLC承担着重要角色,是实现控制功能的重要载体,单片机具有控制功能强大、体积小、生产成本低的优点,但开发试验周期长,稳定性一般,当单片机系统发生故障时,软硬件故障都较难查找,维护性较差。PLC具有故障率低,坚固耐用、在调试或查找故障时容易,可以通过状态指示灯查找外围电路的故障,编程简单,开发周期短,通用性好,缺点是成本较高、体积相对较大[1]。基于该电源车的设计周期短,可靠性要求高的特点,决定采用PLC控制,实现电源车的全自动发电、供电及故障检测。
2.软件综合概述
本软件输入/输出有模拟量输入信号、开关量输入/输出信号,软件根据其输入/输出状态实现过程控制和异常信号报警。
2.1 模拟量输入信号
模拟量输入信号主要是传感器采集主回路的电压、电流和频率信号,PLC通过软件分析比较,判断发电机组工作是否正常,如果数值在设定的范围内,说明工作正常;如果数值超标,则根据超标多少采取延时停机或立即停机。该电源车的模拟量输入信号见表1。

表1 模拟量输入信号
表1中模拟量输入信号对应的16通道模拟量输入模板的地址为PIW512~PIW522,PIW588~PIW602。模拟量输入模板接收发电机组的电压、电流和频率传感器输出的4~20mA电流信号,经过A/D转换,将信号变为PLC的CPU能直接处理的数字量信号[2]。
2.2 开关量输入信号
开关量输入信号见表2。

表2 开关量输入信号
开关量输入信号对应的32点数字量输入模板地址为I0.0~I1.1。数字量输入模板上I/O地址为1时,接受到输入信号,其中手动/自动信号为1时,表示工作方式为手动方式。
2.3 开关量输出信号
开关量输出信号见表3。

表3 开关量输出信号
开关量输出信号对应的32点开关量输出模板地址为Q0.0~Q3.4,开关量输出模板驱动电源车的各种执行器件,如输出继电器、报警灯、蜂鸣器等。
2.4 软件控制流程
电源车工作流程分为启动机组、带载、并联、解列、故障检测和停机几个流程,这些流程既相互独立又相互关联。每个流程包含目的控制动作,如启动机组。每个流程之间相互关联,比如机组启动成功后才能带载。

图1 电源车控制流程图
2.5 软件异常信号处理
软件控制流程实时监测电源车的状态信号,对于不同的危害情况分别给予警告提示、延时停机或立即停机处理。
在手动工作状态下,为了确保任务的完成,当PLC监测到异常信号时,软件只给出报警,由操作者根据任务的性质确定是否停机。
在自动工作状态下,当PLC监测到机组输出电压过高或过低、负载过载及机组冷却水温过高时延时停机并声光报警;当PLC监测到机组飞车或机油压力低时则立即停机并声光报警。
自动工作状态的故障自动判读减少了操作者的误判率与工作强度,机组工作期间操作者不必总是盯着仪表进行数据分析。
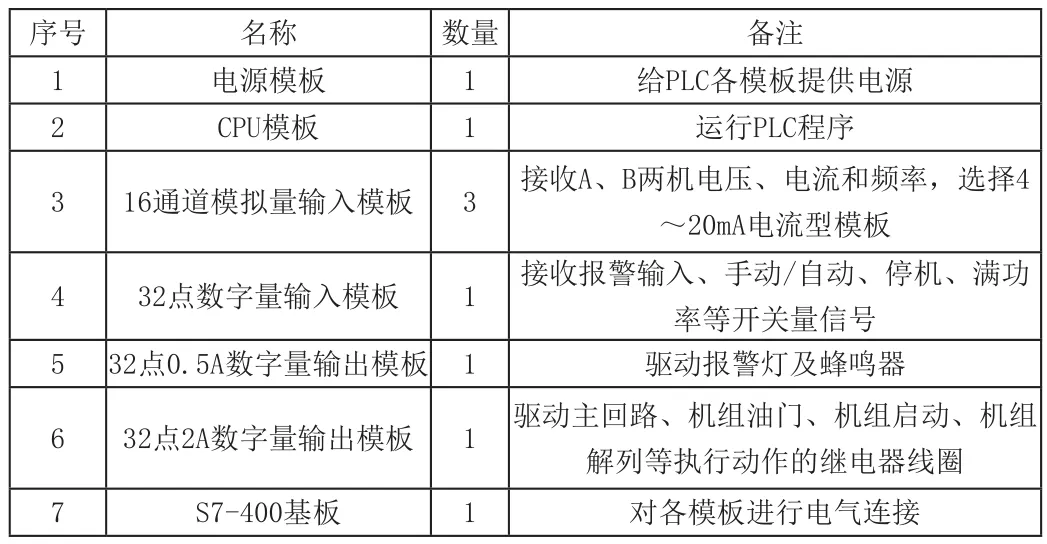
表4 电源车控制硬件配置
3.电源车控制软件设计
3.1 硬件组成
控制硬件选用西门子S7-400 PLC控制器,配置见表4。
3.2 软件设计
控制软件的开发平台是西门子公司推出的STEP7 V5.5开发工具,具有硬件配置和参数设置、编程、测试和诊断等功能。能够支持winxp SP2和SP3以及32位windows 7操作系统,以及支持win7 64位系统。电源车控制流程如图1所示。
该软件实现以下功能(以A机为例,B机组相同):
a.机组独立启停:用电锁开关启动A机组,当转速达到1500r/min时,延时5s,自动接通A机主回路接触器,机组供电输出;若按A机停机按钮,断开A机主回路接触器,关闭A机供油油门,实现A机停机;
b.机组自动并联:A机组正常带载后,如负载超过80%机组额定值,将自动启动B机组,双机并联工作。当双机并联负载低于20%机组满载值,自动解裂B机组由A机单独工作,B机空载运行1min后停机;
c.故障报警:当出现故障时,相应故障指示灯亮,蜂鸣器鸣叫5s。故障模式有:机组出现飞车时立即停机;机组工作时机油压力低,立即停机;机组输出电压超过额定电压10%,延时2s后停机;机组输出电压超过额定电压5%,延时10s后停机;机组输出电压低于额定电压10%,延时10s后停机;机组冷却水温过高延时30s停机。
机组并联工作时,某机组有故障只停故障机,不影响其他机组的正常运行,如A机组有故障停A机,不影响B机组的正常工作,机组的并联工作提高了电源车的可靠性。
4.软件测试与验证
某型号电源车交付用户若干年来,各项功能、性能运行正常、可靠,软件设计满足用户要求。
5.结论
该电源车采用PLC控制技术,提升自动化控制水平后,工作可靠,满足使用要求,减轻了操作手的工作强度,避免了数据误判,取得了较好的效果。
[1]靳新芳,王冬梅.MCU、PLC、PC、PAC 与现代工业控制的发展[J].价值工程,2007(7):105-108.
[2]赵莉华,黄念慈.PLC模拟量输入模板使用体会[J].机床器,1996(6):34-35.
黄惠芬(1966—),女,工业电气自动化专业,主要从事供配电产品和系统的研究工作。
猜你喜欢
现代仪器与医疗(2021年4期)2021-11-05 08:25:06
自动化仪表(2020年10期)2020-11-13 03:31:00
测控技术(2018年12期)2018-11-25 09:37:42
电子制作(2016年21期)2016-05-17 03:53:12
汽车维护与修理(2016年3期)2016-02-28 13:17:07
船舶力学(2015年6期)2015-12-12 08:52:20
电测与仪表(2015年11期)2015-04-09 11:46:30
少先队活动(2014年6期)2015-03-18 11:19:18
铁路通信信号工程技术(2014年5期)2014-02-28 16:57:49
汽车维护与修理(2014年10期)2014-02-28 12:15:01