
基于支持向量机的高速电火花小孔加工穿透检测技术
2017-11-07 09:18:21王军旗赵万生
电加工与模具 2017年4期
王军旗,赵万生
(上海交通大学机械与动力工程学院,机械系统与振动国家重点实验室,上海200240)
基于支持向量机的高速电火花小孔加工穿透检测技术
王军旗,赵万生
(上海交通大学机械与动力工程学院,机械系统与振动国家重点实验室,上海200240)
为解决高速电火花小孔加工穿透检测技术的难题,分析并提出采用支持向量机分类算法对穿透检测特征量进行处理,将小孔穿透检测看作数据分类问题,利用支持向量机构建穿透检测的SVC模型。通过实验分析和数据处理,选择脉冲宽度、脉冲间隔、加工电流、有效放电频率和电极进给速度作为SVC模型的五个输入量,输出为是否发生穿透。穿透检测的SVC模型采用径向基核函数,通过对样本的训练学习,实现了对小孔穿透瞬间的可靠辨识。实验结果表明:在正常加工情况下,支持向量机辨识模型对不同的工件厚度均能在电极穿透工件瞬间进行有效辨别。
电火花小孔加工;支持向量机;穿透检测
电火花小孔加工技术具有加工过程中无切削力、加工精度高、加工效率高、孔表面质量好、孔深径比大等特点,适合高温合金、钛合金、硬质合金等难切削材料的加工。在电火花小孔加工过程中,工具电极存在严重的纵向损耗和轮廓损耗,导致控制系统不能直接跟踪确定工具电极的实时位置。以涡轮叶片气膜冷却孔加工为例,若控制系统无法准确识别电极的穿透位置和时间,会造成因穿透不够需再次进行补孔加工或因穿透后电极继续进给而对涡轮叶片复杂流道结构造成损伤,导致整个涡轮叶片制造不合格,因此,小孔加工的穿透检测技术至关重要。
在电火花小孔加工过程中,常用于穿透检测的特征量有间隙电压、加工电流、冲液压力、冲液流量等参数,国内外学者根据这些特征量相继提出用于小孔穿透检测的解决方案。Yamada等利用硬件逻辑器件对间隙电压、运动方向、工作液压力等进行处理,通过逻辑信号判别小孔是否穿透[1]。Boris发明了用一块导电的感知板来检测小孔穿透瞬间的方法[2]。Haefner等提出通过采集间隙放电频率及电极位置来判别穿透的发生[3]。Lin等利用间隙电压高频频谱进行穿透检测[4]。Koshy等基于气动测量原理,以电极内部冲液压力与电极位置判断是否穿透[5]。彭嘉荣通过对比穿透前、后的进给速度进行穿透检测[6]。朱允斌等通过电压检测进行电压抖动次数的统计并与阈值相比作为穿透检测的判断依据[7]。
在高速电火花小孔加工过程中,随着电极进给深度的增加,间隙放电状态逐渐恶化,易出现短路回退等非正常放电现象。此时,基于时域(电压、电流等变化量)和频域(放电频谱分析)等穿透特征量的传统模式识别方法难以处理电火花小孔加工过程中复杂的特征状态,而利用机器学习方法对穿透特征量进行融合分析是提高穿透检测准确率和稳定性的新方法。电火花小孔加工穿透检测问题可看作典型的数据分类问题,适合采用机器学习分类算法进行处理;而支持向量机建立在结构风险最小化原则的基础上,在处理小样本、非线性、多维度分类问题上具有独特的优势,能通过有限的训练样本得到较小误差的解,具有较好的泛化能力。
1 支持向量机分类算法
支持向量机是20世纪90年代中期由Vapnik基于统计学习理论提出的一种机器学习方法[8],该方法根据有限的统计样本信息,通过实现结构风险的最小化,获得最好的统计规律和泛化能力。通过关键算法核函数引入,支持向量机在处理非线性、多维度样本分类问题中展现出独特的优势,成为机器学习领域的研究热点,且在图像处理、文本分类、模式识别、系统辨识、过程控制等领域得到了广泛的应用。
支持向量机的核心目标在于:在结构风险最小化原则的指导下构建最优分类超平面。对于线性可分问题,可用二维平面内的二种不同类型的样本分类说明(图1)。假设n维空间训练样本总数为l,单个训练样本表示为(xi,yi),其中 i=1,2,…,l;xi∈Rn;yi∈ {-1,1}。设该二维平面分类函数为:

式中:分类超平面为ωTx+b=0。不妨设满足ωTx+b<0的点对应的类别y为-1,满足ωTx+b>0的点对应的类别y为1。

图1 最优分类面
样本分类的目标在于寻找使两边界间的间隔最大的分类面,可表示为:

经变换后,求解最优分类面问题即转化为带约束的凸二次规划问题:


上式可通过引入Lagrange乘子α将约束条件与目标函数融合,得到Lagrange函数:


由于式(6)满足 KKT(Karush-Kuhn-Tucker)最优化条件,故目标函数可写成其对偶形式:

分别对ω、b求偏导数,并将结果代入式(5),可得:

进而,问题即转化为关于对偶变量α的极值问题:


对于偶变量α值,可利用SMO算法进行求解,求得的α值代入式(1)可得分类函数为:式中:非支持向量所对应的Lagrange系数均为零;待预测点的计算仅与Lagrange系数不为零的向量有关,即仅与分类函数的支持向量有关。
当样本数据存在噪声时,会对最优分类超平面造成影响。为平衡样本噪声对分类的影响,引入非负松弛变量。引入松弛变量后,优化目标表示为:

式中:C为误差平衡因子,用于控制对样本中噪声的惩罚程度。
采用Lagrange乘子对优化目标进行变换,可得到问题的对偶求解形式:

对于线性不可分问题,可将样本数据通过某一非线性映射变换到高维特征空间,在高维特征空间内利用求解线性可分问题的方法来求解线性不可分问题。高维特征空间分类函数可表示为:

式中:φ (·):Rn→Rh是将n维样本空间到高维特征空间的映射。
高维特征空间的内积〈φ(xi),φ(x)〉通常使用常规方法难以求出,而核函数(Kernel Function)的引入恰好解决了高维特征空间的内积计算问题。核函数能计算通过隐式映射后的高维空间内二个向量的内积,即:

式中:K(xi,x)为核函数。
因此,线性不可分问题分类函数可表示为:

此外,核函数 K(xi,x)需满足 Mercer条件,常用的核函数主要有线性核函数、多项式核函数、径向基核函数等。对于不同的分类求解问题,需根据样本特征选取适当的核函数。
2 穿透检测实验平台
本实验所用机床为BMD703-500型高速电火花小孔加工机床,基于嵌入式设备开发了网络化、智能化的高速电火花小孔加工数控系统,并设计了放电状态检测单元用于采集放电数据。
在进行小孔加工时,可调节的加工参数包括脉冲宽度、脉冲间隔、加工电流、稳定性和冲液压力等,参数范围见表1。其中,脉冲宽度和脉冲间隔调节放电脉冲,加工电流调节电源MOS管数量,稳定性调节电源间隙电容,冲液压力调节电极内部冷却液的流速。本实验所用工具电极为外径1 mm的铜电极,工件材料为Cr12。

表1 高速电火花小孔加工机床参数
3 在线穿透辨识的SVC模型
为了构建基于支持向量机的高速电火花小孔加工穿透检测辨识模型,需选择合理的穿透检测特征量并对采集数据进行分析,将数据分类为穿透前和穿透后二种状态,进而将有效特征量数据作为模型输入量送入支持向量机模型进行学习,从而得出穿透辨识的SVC(support vector classification)模型,用于在加工时辨识电极是否穿透工件。
穿透检测特征量的确定对构建穿透检测辨识模型至关重要,它影响着穿透检测的可靠性和复杂度。本文利用基于嵌入式微处理器开发的放电状态检测单元和运动控制器进行数据采集,主要采集间隙有效放电频率和电极进给速度。图2是加工厚度20 mm工件时采集的间隙有效放电频率和电极进给速度。可见,电极穿透工件前,属于正常放电和进给状态,有效放电频率维持在较高水平,电极进给速度在较小范围内变化,总体较平稳;当电极穿透工件后,由于间隙冲液条件恶化,导致加工状态由稳定放电转为非稳定的随机过程,有效放电频率迅速下降,电极进给速度变化较大。
根据电极穿透工件前、后的间隙有效放电频率和电极进给速度存在明显变化的特征,本文设计了一组实验,用于验证在不同脉冲宽度、脉冲间隔和加工电流条件下,有效放电频率和电极进给速度是否符合上述变化。图3~图5分别是在不同的脉冲宽度、脉冲间隔和加工电流时所获得的电极穿透工件前、后的有效放电频率和电极进给速度。可看出,改变脉冲宽度、脉冲间隔和加工电流的情况下,电极穿透工件前、后的有效放电频率和电极进给速度均出现明显变化,有效放电频率在电极穿透工件后显著下降,而电极进给速度在电极穿透工件后变得不稳定且变化幅度较大,反映了在电极穿透工件后,因冲液条件恶化而导致加工极不稳定。因此,可选用有效放电频率和电极进给速度作为穿透检测特征量,根据二者在电极穿透工件前、后的变化特征进行穿透识别。
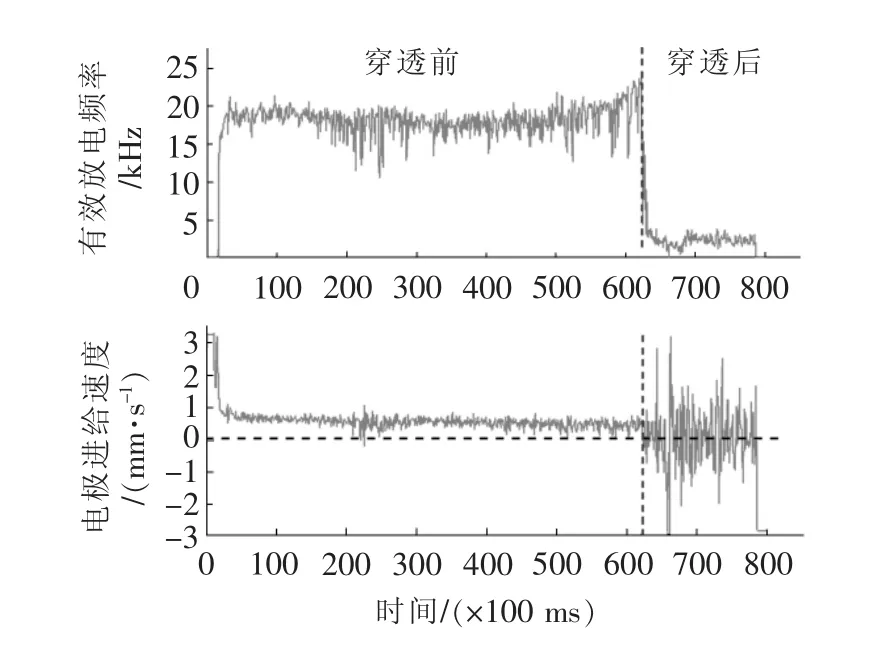
图2 加工过程中的有效放电频率和电极进给速度

图3 调节脉冲宽度时的有效放电频率和电极进给速度

图4 调节脉冲间隔时的有效放电频率和电极进给速度

图5 调节加工电流时的有效放电频率和电极进给速度
根据对穿透特征量的分析,本文选择脉冲宽度、脉冲间隔、加工电流、有效放电频率和电极进给速度5个特征量作为穿透辨识SVC模型的特征输入量,输出量为电极是否穿透工件。系统模型可表示为:

式中:u1为脉冲宽度;u2为脉冲间隔;u3为加工电流;u4为有效放电频率;u5为电极进给速度。
综合算法计算量和辨识精度间的关系,选择径向基核函数作为该线性不可分问题的核函数。径向基核函数可表示为:

穿透辨识SVC模型分类函数可表示为:

式中:x=[u1,u2,u3,u4,u5] 为 SVC 模型的输入向量;xi为构造SVC模型的支持向量;αi和b为SVC模型的系数。
在交叉验证模式下对样本数据进行参数选优,得出的模型最优参数为C=16、γ=0.5。在该模型参数下训练样本数据,得出穿透辨识的SVC模型,并利用该模型加工具有斜面的工件(图6),以验证穿透检测模型的准确率和可靠性。结果表明,对200个不同深度的小孔进行加工,上述系统均可对电极穿透工件瞬间做出准确的辨别。

图6 加工实验用工件图
4 结束语
本文提出基于支持向量机构建电火花小孔加工的穿透辨识模型。实验结果表明,在正常加工情况下,支持向量机辨识模型对不同的工件厚度均能在电极穿透工件瞬间进行有效辨别。与传统的穿透检测方法相比,该穿透检测系统具有以下优点:①辨识时间短,可在100 ms内辨识出电极是否穿透工件;②辨识准确率高,利用间隙有效放电频率和电极进给速度作为辨识特征量,其与加工状态直接相关,可检测出穿透瞬间加工状态的变化,可靠性更高;③使用更简单,不需选择穿透阈值,能更智能地进行穿透辨识;④信息融合程度高,通过对多个穿透特征量的信息融合处理,所得模型准确度更高。
[1] YAMADA S,TAKAWASHI T,SAKAKIBARA T.Breakthrough detection meansforelectric discharge machining apparatus:US4484051 A[P].1983-02-09.
[2] SCIARONI B.Process and apparatus for determining the electroerosive completion of a starting hole:US4767903[P].1985-12-24.
[3] HAEFNER K B,BISCHOFF J R,EHRESMAN M D,et al.Controlled apparatus for electrical discharge machining:US:5360957 A[P].1992-06-11.
[4] LIN J K,NIEN Y F.Automatic breakthrough detection device:US6723942 B1[P].2003-03-06.
[5] KOSHY P,BOROUMAND M,ZIADA Y.Breakout detection in fast hole electrical discharge machining[J].International Journal of Machine Tools and Manufacture,2010,50(10):922-925.
[6] 彭嘉荣.电火花穿孔机击穿识别系统及识别方法201510677813.9[P].2016-01-13.
[7] 朱允斌,李庭进.一种电火花穿孔机的穿透检测方法:201310398374.9[P].2013-12-18.
[8] VAPNIK V N.The nature of statistical learning theory[M].New York:Springer-Verlag,1995.
Breakthrough Detection Technology of High Speed EDM Drilling Based on Support Vector Machine
WANG Junqi,ZHAO Wansheng
( School of Mechanical Engineering,Shanghai Jiao Tong University,State Key Laboratory of Mechanical System and Vibration,Shanghai 200240,China )
In order to solve the breakthrough detection problem in high speed EDM drilling,the support vector machine classification algorithm is used to deal with the feature of breakthrough detection.The breakthrough detection is regarded as the data classification problem,and the support vector classification (SVC)model of breakthrough detection is achieved by using the support vector machine.The input and output of the SVC model are chosen by the experimental data analysis.The output variable is whether the electrode penetrates the workpiece,and the input variables are pulse width,pulse interval,machining current,effective discharge frequency and electrode feed rate.The SVC model of breakthrough detection uses radial basis function as kernel function,and through the training of sample data,the reliable identification of penetration is realized.The experimental results show that under normal processing condition,the SVC model of breakthrough detection has high accuracy and reliability.
EDM drilling;support vector machine;breakthrough detection
TG661
A
1009-279X(2017)04-0056-04
2017-03-29
王军旗,男,1990年生,硕士研究生。
猜你喜欢
湖北农机化(2020年4期)2020-07-24 09:07:36
中学生数理化·八年级物理人教版(2019年10期)2019-11-25 07:33:38
制造技术与机床(2019年9期)2019-09-10 07:36:54
制造技术与机床(2019年7期)2019-07-22 03:42:06
制造技术与机床(2018年9期)2018-09-19 06:48:34
现代机械(2018年1期)2018-04-17 07:29:48
制造技术与机床(2017年10期)2017-11-28 05:20:15
小猕猴学习画刊(2017年3期)2017-07-19 08:04:58
制造技术与机床(2017年4期)2017-06-22 11:17:51
焊接(2015年9期)2015-07-18 11:03:52
